



Chroma Color is a new force in color-concentrate production as a result of the union of its business with those of Carolina Color, Breen, and Hudson.
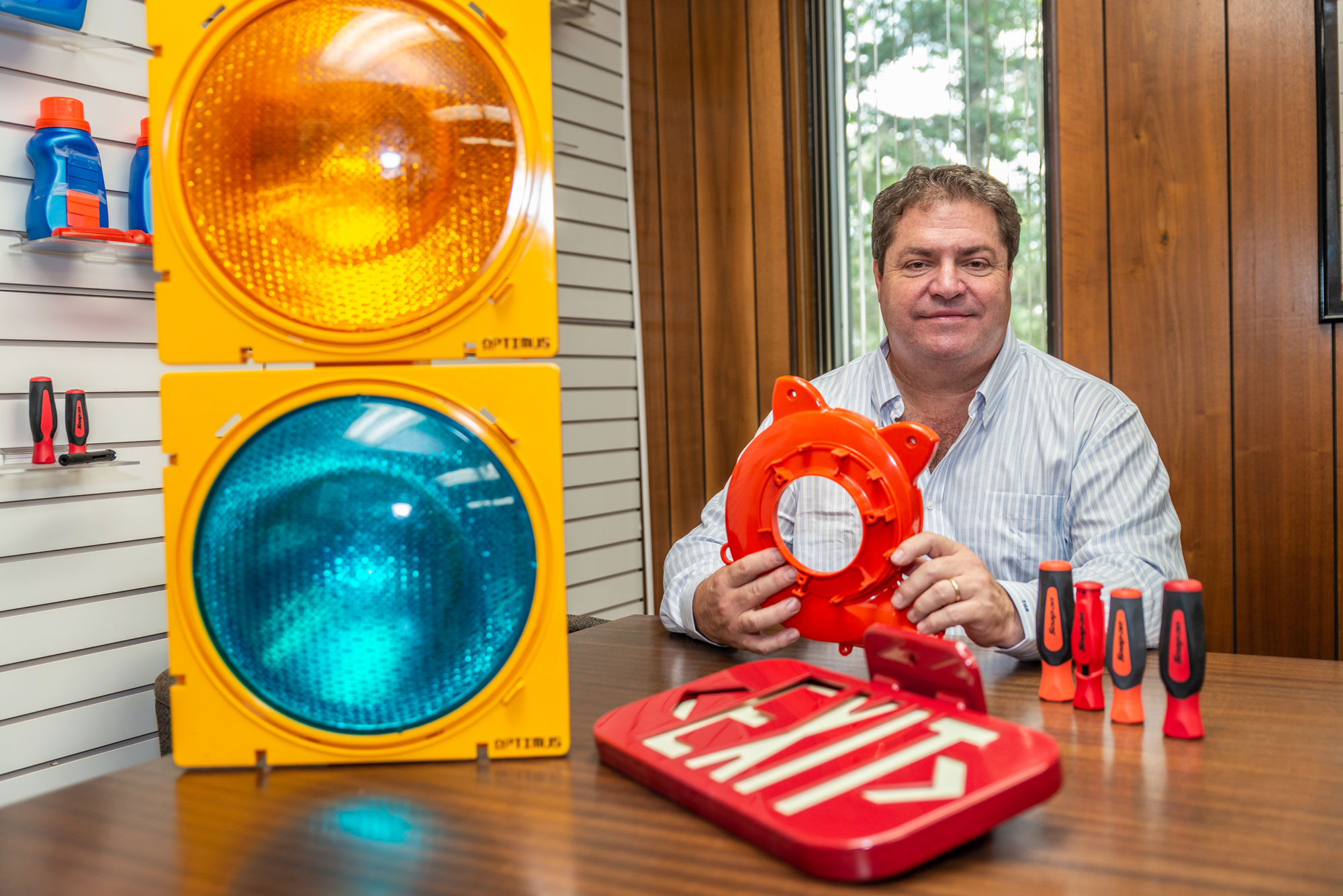
Chroma Color CEO Tom Bolger is pictured with end products that represent the wide range of markets to which the firm supplies color concentrates.

Chroma Color COO Jeff Smink (left; with U.S. Congressman Richard Hudson), joined Carolina Color in 2003 and helped spearhead development of ground-breaking G2 and G3 technologies.

Chroma Color has fully equipped labs capable of matching colorants to meet demanding requirements. But for most companies that supply colorants for plastics, the eye test remains crucial.
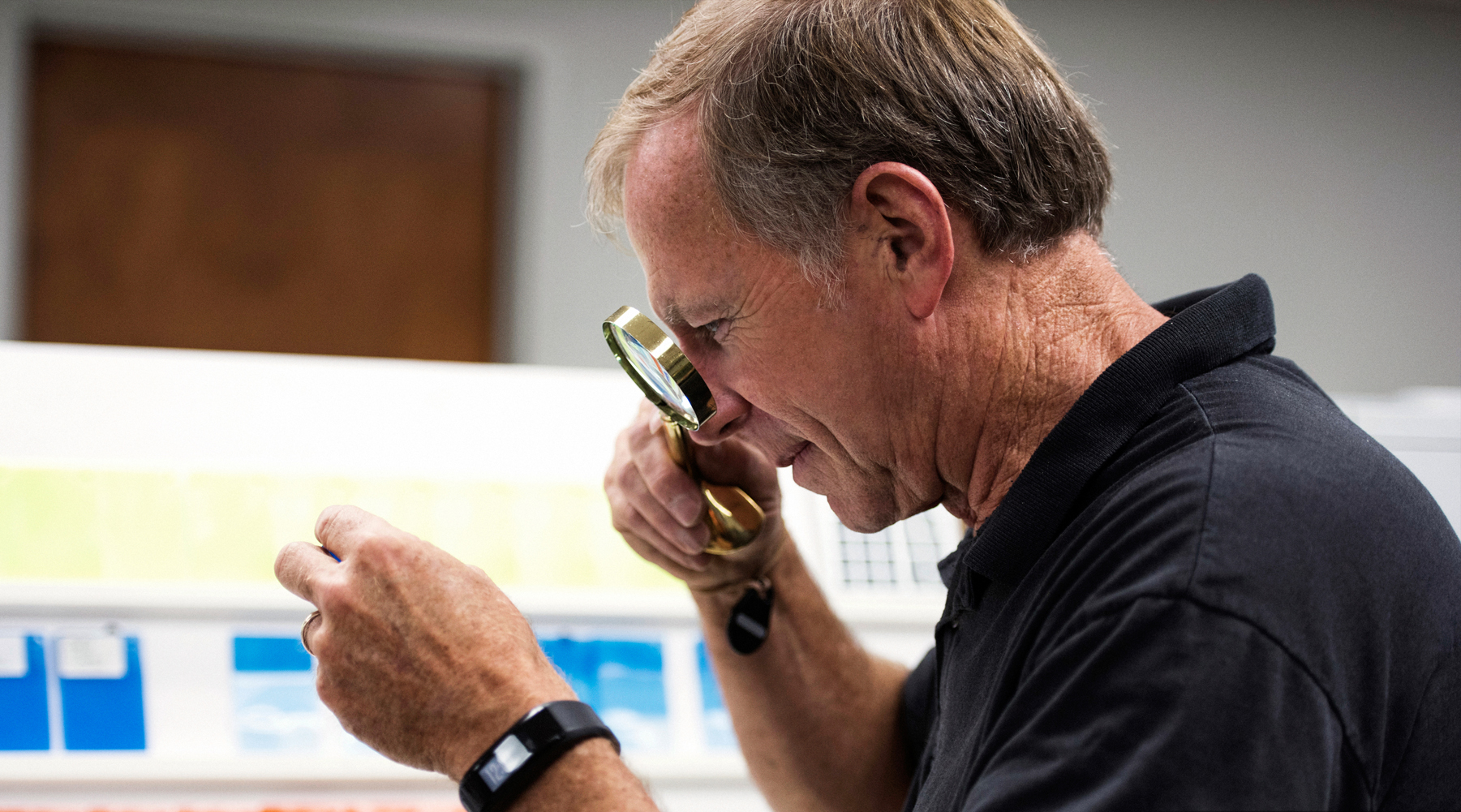
Chroma Color has fully equipped labs capable of matching colorants to meet demanding requirements. But for most companies that supply colorants for plastics, the eye test remains crucial.



A lot has changed since Plastics Technology toured the Salisbury, N.C., plant of Carolina Color in mid-August. Since our visit, Carolina Color and three sister color companies—all owned by New York-based private-equity firm Arsenal Capital Partners—combined into one business entity called Chroma Color Corp., based in McHenry, Ill. The new Chroma Color is a $150 million+ color-concentrate force comprised of Chroma, Carolina, Breen Color and Hudson Color.
The union of the companies under Chroma Color comes in response to the changing realities of selling to the plastics-processing market today. Merger and acquisition activity among the firm’s extrusion and molding customers has made it necessary for suppliers to have more than just a regional footprint. Notes Matt Barr, Chroma’s vice chairman, “Carolina was started in 1967, and its focus was providing high quality and exceptional service to smaller businesses—what we call ‘owner-operators’—in the Southeast. Then the business expanded to Ohio and Texas, again to serve those markets. But over the years those smaller businesses started to be gobbled up, and the people making buying decisions were not always connected to the facilities.”



“Our entire team is committed to taking our valued commercial partnerships to greater heights as we expand our substantial capabilities with the singular goal of enhancing our customers’ competitive positions,” adds Tom Bolger, CEO of Chroma Color Corp. (chromacolors.com). And more moves may be in the offing. Notes Chroma Chairman George Abd, “This is an exciting time for the company as it grows organically, leveraging its patented products, expert technological resources and considerable manufacturing capacity—and through future strategic acquisitions.”
As it stands, the combined business has plants and equipment—batch mixers as well as dozens of single- and twin-screw extrusion lines—in North Carolina, Ohio, New Jersey, Massachusetts, and Illinois. All compounding lines are engineered for rapid order turnaround while maintaining the exacting quality requirements of ISO-9000:2015 registered facilities. At the moment, some facilities tend to specialize in certain products or markets. Breen, for example, is best known for serving the PVC wire and cable market, notes Bolger; while the current expertise in McHenry is supplying high-end engineering thermoplastics for applications that include chain saws and leaf blowers.
Overall, Chroma Color is resin agnostic: its polymer and color engineers can select from a suite of commodity resins and dozens of engineering resins and hundreds of pigments, additives and modifiers to tailor a thermoplastic compound designed to specific end-use requirements. It serves customers in markets that include wire and cable, packaging, building construction, consumer products, medical and healthcare, lawn and garden, durable goods, and recreational products.
To provide customers with easy-to-use colors, and to reduce lead times, Chroma has standardized some of its popular colorants. Adhering to FDA as well as HMF standards, the firm has developed standard colors in short production cycles suitable for use in a variety of processes. In addition, it has products to meet EIA-359, SAE J–1158 and NEMA color standards. So-called specialty standard colors and additive concentrates include general-purpose, FDA-approved PP black and white for caps and closures; g-p, FDA-approved PE black and white for caps, closures, rigid packaging, and thermoforming; FDA-approved, g-p (multi-resin) black and white for caps, closures, rigid packaging, thermoforming; and FDA-approved, multi-resin antioxidants & U.V. concentrates. Chroma Color’s extensive database of pigment, resin and additive packages is utilized to rapidly develop custom color concentrates to meet any special requirement.
COLOR GAME CHANGER
Carolina Color says it changed the color-concentrate business in 2008 when it launched a patented process that bundled high loadings of colorants and additives in concentrates at levels not previously achievable. Called G2 technology, the process achieved a longtime industry goal of making “super concentrates” that had not previously been possible, and in so doing just about doubled the size of the Carolina Color business. The G2 product line is claimed to save up to 20% in color cost and allow processing at lower temperatures, which can cut cycle times. Recalls Barr, “When I joined Carolina Color in 2002, I didn’t know much about manufacturing. And it’s interesting that I went to work for a color company, since I’m color blind. So, my mission at first was to assemble talent on the sales side. But I realized that to meet our growth and innovation goals we also needed a manufacturing leader.”
Barr found that leader in Jeff Smink. In a career that has spanned 35 years, Smink has worked in closure manufacturing and color. He joined Carolina Color 2003 as executive v.p. with a primary focus on operations and R&D. He was named president of Carolina Color in 2010, and now serves as Chroma Color’s COO. While the G2 patent is in the public domain, the know-how developed by Smink and Dr. Ronald W. Harris, a consultant and widely recognized expert on coloring plastics, remains proprietary. “We tried to develop a culture that encouraged exploration,” states Barr. “It’s OK to fail if you learn from it.” G2 technology caught on quickly, penetrating outdoor olefin-based products such as siding, roll-out carts, and portable toilets.
The next challenge for Carolina was to extend the technology to other resins while increasing the coloring strength, thus further reducing its cost-in-use for colorant buyers. In development for several years, G3 was fully commercialized in the spring of 2017.
G3 was developed in part to provide processors using liquid color with an alternative technology that would deliver additional savings while eliminating the housekeeping challenges associated with spills and the like, according to Barr. Among its key attributes are said to be versatility in just about any resin system and ability to achieve 20% or more increased pigment loading levels over G2 without compromising dispersion. It has also been shown to enable formulations with 40-45% loading of dyes in HIPS, PET, nylon, crystal PS and acrylic.
Also claimed are formulations with 50% or more pearlescent pigment, vs. the former industry standard of 30%.The G3 technology reportedly has proven effective in diverse applications such as packaging, housewares, and lawn and garden. “G2 and G3 grew and grew quickly,” states Barr. “It’s what helped us get in front of large specifiers.”
States Smink, “G3 offers pigment loadings that eclipse any other colorant technology, including liquid. To be able to deliver colorant that efficiently and in a solid pellet form is a game-changer.”
SOLVING FEEDING ISSUES
Dosing color concentrates at such low levels as low as 0.2% for G3 and 0.7% with G2 to the processing machine required some innovations on the feeding side as well. While G2 and G3 took off quickly, Barr notes that equipment limitation on the feeding-equipment side made some molders without gravimetric feeding technology hesitant. So in 2015, Carolina teamed with Israel-based LIAD Weighing and Control Systems Ltd., to offer a bundle consisting to the latter’s advanced auxiliary feeding and blending systems to run G2 and G3 concentrates.
















Related Content

Reduce Downtime and Scrap in the Blown Film Industry
The blown film sector now benefits from a tailored solution developed by Chem-Trend to preserve integrity of the bubble.
Read More
Color-Measurement for Extrusion, Molding
System helps processors control the cost of quality due to color variations, using real-time color data for QC analytics and color optimization.
Read More
Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read More
Sorting Mixed Plastics by Color and Type
Steinert will demonstrate plastic sorting technology at K 2022.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More