




What if all the current limitations of metal 3D-printing technologies for making plastics mold tooling were overcome with a new approach that offers improved precision and surface finish, as well as shorter lead times and reduced cost? And that technology has already been proven in prototyping and full-scale production of hundreds of thousands of medical, appliance and other products with companies such as L’Oréal (cosmetics), Delta Systems (electronics), Hypertherm (industrial plasma, laser and water-jet cutting systems), Diversified Plastics and Westminster Tool. All that is precisely what is promised by the new TrueShape process from a San Francisco startup called Mantle.
In recent years, it has become apparent that additive manufacturing—aka 3D printing—is destined to have a role in plastics moldmaking, owing to cost and lead-time advantages over conventional subtractive manufacturing—CNC machining—and unique abilities to produce complex internal tooling geometries such as conformal cooling channels. But, according to Mantle, existing 3D printing technology have been to imprecise or too expensive to be successful on a large scale. Mantle claims its TrueShape process is the first 3D printing technology that meets the tooling industry’s requirements.




TrueShape mold inserts can be made with a smooth matte surface finish comparable to EDM machining and ready to mold.
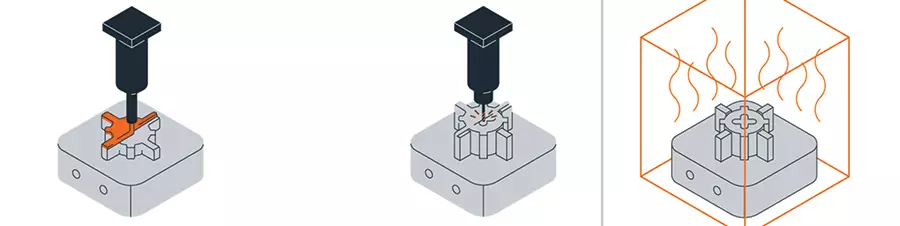
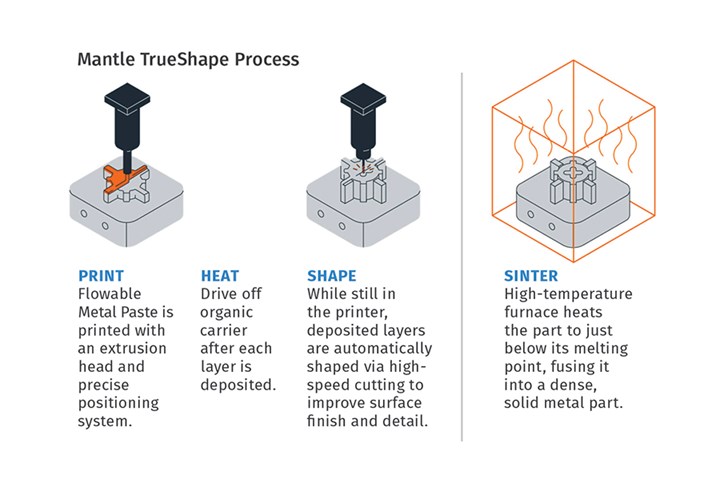
What is TrueShape? It is a process based on a proprietary machine that combines both additive manufacturing and subtractive finishing into a single hybrid process for superior accuracy and surface finish. It uses unique Flowable Metal Pastes (FMP) that produce high-hardness steels that meet or exceed tooling industry requirements. The accompanying diagram shows the basics of the process. First, the flowable metal paste is extruded in layers from a vertical printhead to form a part. After depositing each layer, a heating step drives off solvents and other organic carrier liquids from the metal paste. Next, a milling tool in the TrueShape machine cuts precise dimensions and details into the relatively soft “green” material. This can occur either at the end of the build or at intervals throughout the build, depending on the part geometry. The whole process takes one to two days, depending on the part size and shape. Finally, the green part is transferred to a custom furnace for high-temperature sintering, which typically takes about a day.
Mantle describes TrueShape as requiring four steps that typically require two to four weeks (including the time to fit the printed inserts into the mold base): Quoting > Print & Shape > Sinter > Final Finishing.
By comparison, Mantle says conventional moldmaking requires 12 steps and a nominal 12+ weeks:
• Quoting
• Order Raw Materials
• CAM Programming
• Rough Milling
• Heat Treatment
This produces a rough part, followed by precision finishing:
• Fixturing
• Hard Milling
• Electrode Milling
• Rough EDM
• Semi-Rough EDM
• Finish EDM
• Final Finishing.
Other types of 3D printing, according to Mantle, require 10 steps and 14+ weeks:
• Quoting
• 3D Printing
The resulting rough part requires post-processing:
• Heat Treatment
• Fixturing
• Hard Milling
• Electrode Milling
• Rough EDM
• Semi-Rough EDM
• Finish EDM
• Final Finishing

Unusually high-precision details and very low shrinkage distinguish TrueShape inserts like this one for a medical device mold.
Scott Kraemer is a senior application engineer at Mantle. He spent years as a mold designer and tooling engineer at a custom injection molder where he experimented with a variety of 3D printing methods for making mold inserts, including direct metal laser sintering (DMLS) and hybrid DMLS, in which milling is incorporated into the printing machine. Despite a number of successes with 3D printed tooling (reported previously in this magazine), Kraemer is enthusiastic about the superior performance of TrueShape in terms of precision details, crisp edges, and drastic reduction of the shrinkage and warpage issues that plagued other technologies:
“Having run laser powder bed fusion and also having many parts made with the various other metal AM technologies over the last eight-plus years, I realized there were limitations. It seems like I was always having to do more work to the parts after they were printed. TrueShape technology has the ability to meet those tight tolerances without compromising the design or having to do a lot of work on those parts after they are printed. So, to me, this is the first metal AM technology that is focused on the tooling world. And to me, that will have a much greater impact on the injection molding world, which is my passion.”
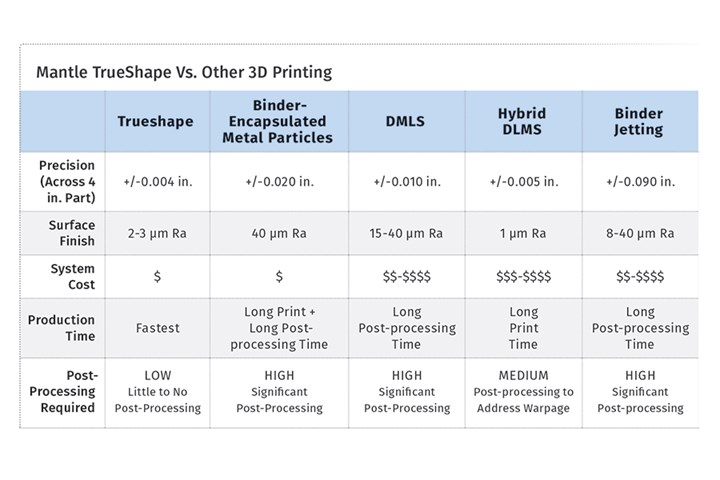
Kraemer notes that binder jetting processes are not capable of printing clean conformal cooling lines because the lines get filled with powder. Also, he notes that 3D printing systems based on binder-encapsulated metal particles (similar to metal-powder injection molding, or MIM) are not suited to tooling wall thicknesses greater than 0.25 in., while with TrueShape, “We’re doing metal thicknesses greater than 3 in.” He adds that thicker walls in DMLS are more prone to warpage. The overall shrinkage rate for TrueShape is claimed to be 9% to 11%, vs. 17% to 25% for binder jetting, for example. The accompanying table summarizes Mantle’s comparison of TrueShape with other 3D printing processes.
Materials Are the Heart of the Process
Mantle co-founder Stephen Connor developed a printable liquid-metal electronics material for solar panels. He wondered if a similar material could be layered to produce solid metal parts. He joined forces with a Silicon Valley entrepreneur, Ted Sorom, who had a tooling and manufacturing background as a product-design engineer. The two formed Mantle, with Sorom as CEO and Connor as chief science officer, and spent the last five years developing the TrueShape technology with a small number of “Frontier Partners.” One of those is Westminster Tool, a plastics moldmaker in Plainfield, Conn. “We have worked closely with them as we developed our technology,” says Paul DiLaura, Mantle’s chief commercial officer. “We have printed many materials samples and tool inserts for them, which they have evaluated and, in some cases, used. We are also working together on select joint customer projects.” A statement from Westminster Tool on the Mantle website says, “Mantle achieves a level of quality and speed that is revolutionizing how tools are made.”
The foundation of the TrueShape process is Mantle’s flowable metal paste, which incorporates metal particles within a liquid carrier of solvents and polymers. Different metal particle types and sizes within the paste are said to minimize dimensional change during sintering. Mantle currently offers two FMP materials. One is P2X, which reportedly acts like popular P20 stool steel but boasts improved corrosion and abrasion resistance and is formulated to come out of the process in the hardened state without requiring additional heat treatment. The other is H13, which is chemically equivalent to standard H13 tool steel and can be hardened to greater than 50 Rockwell C, according to Mantle. Both grades can be machined, welded and ground, DiLaura says. A stainless grade may be next in line, he adds.
He notes that although Mantle continues to produce mold components for market development, the company’s ultimate goal is to supply technology, not printed parts. It offers the TrueShape printer and custom sintering furnace, as well as associated software and the FMP materials. The current printer model has a bed size of 8 × 8 × 6 in. It can print four to six small parts at once, all with equal tolerances, DiLaura says.
The target price for a TrueShape system is in the six figures, in the same range as a high-end CNC system, but less than a DMLS or hybrid DMLS system.
Mantle says tooling is “just the beginning” for TrueShape. Additional solutions are on the company’s “roadmap” for jigs and fixtures, low-volume industrial machinery and spare parts, and high-volume precision part production.
Two Case Studies

This insert for a high-volume dishwasher component took 71% less time to produce and cost 67% less than conventionally manufactured insert.
A global manufacturer of consumer appliances replaced a plastic injection mold insert for a high-volume dishwasher part with a mold component printed with TrueShape in P2X material. The part took 46 hr to make—22 hr for printing and 24 hr for sintering—compared with a lead time of a week with conventional toolmaking, a 71% time savings. The TrueShape insert had a tolerance within 0.001 in. and smooth finish of less than 2 μm as printed. It was ready for use without additional finishing. It was used in a full nine-month production run of 200,000 parts. Showing only minor wear, it was reinstalled in the mold for an additional 200,000-part production run. Cost of the insert was 67% less than one manufactured conventionally.
A global medical-device manufacturer sought to significantly cut the time to make prototype parts with a high-temperature plastic. Using TrueShape and P2X material, cavity and core inserts were printed from a CAD file in just over 2.5 days, and the tool was ready for molding after another 5.5 days of mold and insert preparation. That compared with a conventional fabrication time of seven weeks, for a time savings of more than 80%. Cost was reduced by more than 60%. Actual printing and shaping of the inserts took 40 hr, followed by sintering for 24 hr. The finished inserts achieved tight dimensional tolerances and had a smooth matte finish similar to parts after EDM. About 40 hr of additional time was used to add ejector-pin holes, tap mounting holes, and install the inserts in the mold base. No surface finishing of the molding surfaces was required prior to use.
These inserts were used with two difficult materials—Radel polyphenylsulfone (PPSU) and acetal. Radel requires a high melt temperature of 680 F, a mold temperature of 320 F, and high molding pressure of 38,000 psi. Acetal is challenging because of its highly corrosive gas emissions and ease of flashing. Parts molded with the TrueShape inserts in both materials passed all visual and dimensional requirements.
















Related Content

Cobot Creates 'Cell Manufacturing Dream' for Thermoformer
Kal Plastics deploys Universal Robot trimming cobot for a fraction of the cost and lead time of a CNC machine, cuts trimming time nearly in half and reduces late shipments to under 1% — all while improving employee safety and growth opportunities.
Read More
Fast, Simple QC Method Directly Quantifies Recycled Content in Plastics
Novel fluorescence-based spin-out technology provides a rapid and reliable method to measure and certify recycled content in a wide range of plastics.
Read More
Wisconsin Firms Unite in Battle Against Covid
Teel Plastics opened new plant in record time, partnering with AEC & Aqua Poly Equipment Co. to expand production of swab sticks to fight pandemic.
Read More
How Was K 2022 for Blow Molding?
Over a dozen companies emphasized sustainability with use of foam and recycle, lightweighting and energy savings, along with new capabilities in controls, automation and quick changeovers.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More