
Pellet Production Is a Blast For This Processor
Maxi-Blast opens a plant with brand-new equipment to produce its own pellet blasting media.

Maxi-Blast co-founder Robert Donaldson alongside one of his six new Davis-Standard extruders, all furnished with High-Technology screen changers.

Without a wire or cable on the plant floor, Maxi-Blast is able to mount the central conveying, drying and chiller controller right in the wall.

Maxi-Blast builds its own down-stream equipment to regulate cooling rate on its strands.
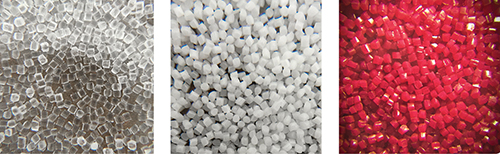
Maxi-Blast produces primarily nylon (left) and PC (center) pellets. Colors (nylon, right) are also available; either to identify the product for the customer or because the customer wants the blasting media to be visible.















Related Content

Back in the Family Business
In its 45th year, Precision Molded Plastics has carved out a technology and market niche, growing not just when opportunities arise but when they make sense, after its leader changed careers to keep the family business from changing hands.
Read More
Generation Gap? Not at Packaging Personified
Started at a kitchen table and now in its third-generation of family involvement, this vertically integrated supplier of flexible packaging traces its success to closely aligning with customers and continually investing in new technology across its films, printing and converting operations.
Read More
Inside the Florida Recycler Gearing Up to Take on Scrap at NPE2024
Hundreds of tons of demonstration products will be created at NPE2024 next spring. Commercial Plastics Recycling strives to recycle all of it.
Read More
Evolving Opportunities for Ambitious Plastics Recycler
St. Joseph Plastics grew from a simple grinding operation and now pursues growing markets in recycled PP, food-grade recycled materials, and customized post-industrial and post-consumer compounds.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More