
The Power of Numbers: Time to Step Up to Five Layers
Five-layer technology can provide processors with more productivity and greater flexibility to produce a wider range of products from a single line.

Five-layer polyolefin-dedicated blown film can offer processors more in the way of quality and flexibility. Photo courtesy of Gloucester Engineering Co.
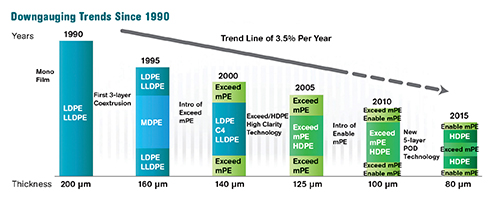
FIG 1 Material structures have changed in heavy-duty sacks over the past 20+ years. Film thickness has dropped by 50% over that span. Now, five-layer polyolefin-dedicated technology with Vistamaxx propylene-based elastomer promises to provide the next downgauging breakthrough.
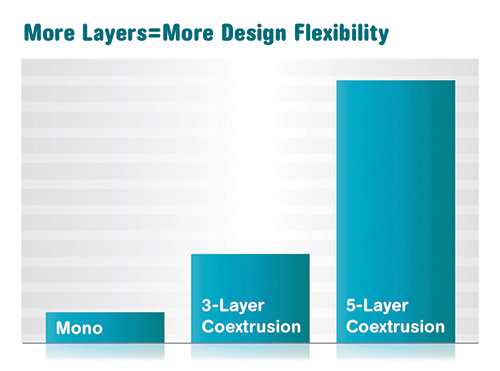
FIG 2 Moving from traditional three-layer to five-layer POD technology creates greater opportunities for film design. The number of possibilities expands exponentially from mono- to five-layer.
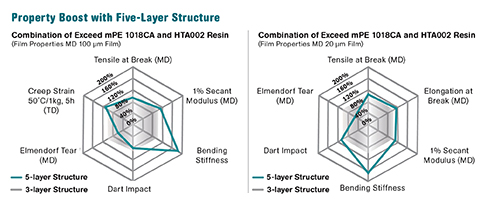
FIG 3 Five-layer POD technology delivers selective improvements over three-layer coextrusion when using the same ingredients.
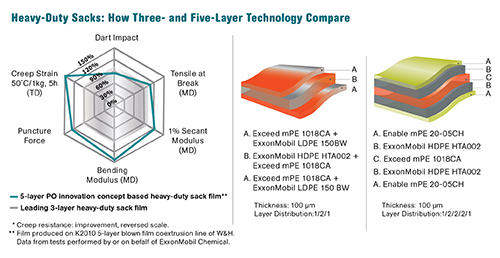
FIG 4 A five-layer POD heavy-duty sack film offers better performance than a three-layer alternative of the same thickness.
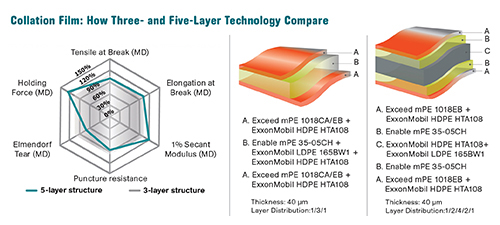
FIG 5 A five-layer POD collation shrink film offers better performance than a three-layer alternative of the same thickness.
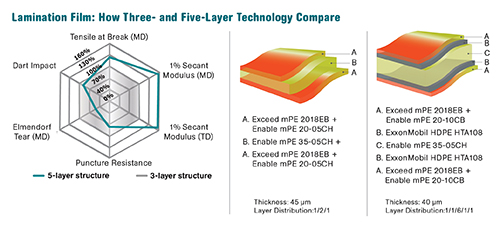
FIG 6 A downgauged five-layer lamination-film structure offers improved stiffness compared with a typical 3-layer alternative.
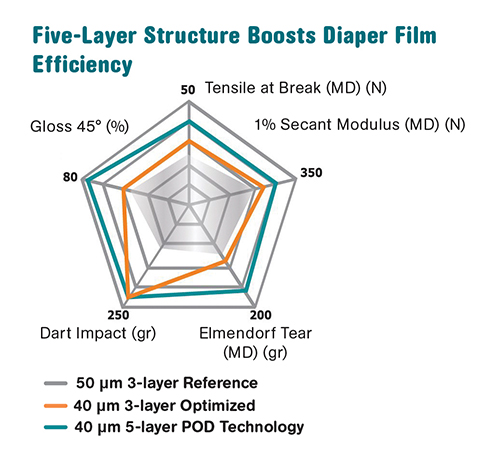
FIG 7 Five-layer POD technology offers the capability to develop better-performing and/or 20% downgauged diaper compression packaging films.



Five-layer polyolefin-dedicated (POD) blown film is an emerging technology for non-barrier applications. It combines a thicker core layer with thinner sub-skin and skin layers, as opposed to the well-known and established five-layer barrier coextrusion blown film technology, which typically comprises the reverse—a thinner core and sub-skin layers with relatively thicker skin layers.
Companies across the value chain can benefit from this new jump in technology. Compared with conventional three-layer polyethylene (PE) blown film, five-layer technology can provide processors with more productivity and greater flexibility to produce a wider range of products from a single line. Brand owners can benefit from source reduction in packaging materials and more productive operations with significantly more packaging impressions delivered per roll of film. Retailers can experience improved consumer attention to more appealing high-clarity packaging.



Those who attended last October’s K 2013 show in Dusseldorf, Germany, may have seen this technology in action on Windmoeller & Hoelscher’s new Varex II line (see December Close Up.). This commercial five-layer POD blown film line produced a 40-micron, high-clarity collation shrink film for carbonated beverage bottles using Exceed and Enable metallocene polyethylene (mPE) resins. During the show the line ran at 2200 lb/hr, producing 86-in.-wide film on a 16-in. die. This specific formulation is designed to provide:
•Balanced in-use performance combined with maximum film extrusion output.
•Outstanding optical properties for high-impact retail display.
•High holding force for package integrity.
•Substantial downgauging potential.
The desire to do more with less, of course, has been a major driver in the industry for more than 20 years, with flexible films generally becoming thinner and stronger during this period.
SYNERGIES LEAD TO DOWNGAUGING
Synergistic developments in machine technology, polymer science, and application development have led to significant downgauging opportunities in the blown film industry. Figure 1 illustrates these developments in the heavy-duty bag film markets. In 1990, nearly the entire industry was using monolayer technology, typically with a blend of LDPE and LLDPE. The thickness of an average heavy-duty sack at that time was about 200 microns.
In the mid-1990s, three-layer blown film technology was introduced, allowing functionalities to be divided between the skin and core layers. Often a blend of LDPE and LLDPE was used in the skin layers with MDPE in the core. As a result, film thickness could typically be reduced from 200 microns to 160 microns.
At about the same time, the first generation of metallocene-based PE resins, such as Exceed mPE, came on stream. Downgauging to 140 microns became possible by the year 2000. More specifically, the use of Exceed mPE as a majority blend in the skin layers allowed performance to be improved and the mixture in the core layers to be modified, all of which led to further film thickness reduction.
The development by ExxonMobil Chemical of high-clarity/high-throughput application technology progressed downgauging to 125-microns by 2005. From a formulation perspective, the skin layers typically were still based on Exceed mPE while the core layer consisted of an Exceed mPE/HDPE mixture.
The introduction of another metallocene technology, Enable mPE resin, allowed the industry to downgauge to 100 microns, which is more or less where the industry is today. Bottom line: in 20 years the industry was able to reduce film thickness by 50% to 100 microns. This equates to an average film-thickness reduction of about 3.5% a year, all made possible through the synergistic developments between machine hardware, polymer resins, and application developments.
To make further reductions in film thickness, the next natural step in hardware development is five-layer POD technology, creating opportunities for the industry to potentially downgauge yet another 20% to 80-micron thickness.
EXPANDING FILM DESIGN OPTIONS
Moving from traditional three-layer to five-layer POD technology creates greater opportunities for film design. It comes down to the numbers, with possibilities expanding exponentially from monolayer to three-layer to five-layer, as shown in Fig. 2.
The design capabilities with a five-layer structure are enormous, providing more opportunities to better tailor film properties than a conventional three-layer alternative. The additional two layers in a five-layer structure allow specific functionalities, such as sealability, optics, or mechanicals, to be dedicated to discrete layers so that the needs of an application can be better matched. Moreover, higher output can be achieved by using layers of high-melt-strength materials.
As Fig. 3 illustrates, even using the same materials, a five-layer film formulation delivers tangible benefits such as bending stiffness, compared with a three-layer formulation.
A range of flexible film applications can benefit from the advantages of five-layer technology.
Let’s examine them one by one:
•Heavy-duty sack films: This business is driven by downgauging while sacks need to meet stringent in-use criteria. In Fig. 4, a 100-micron, three-layer film is compared with a 100-micron, five-layer POD alternative. In the five-layer film, the Exceed mPE-based core with HDPE-based sub-skin layers improves bending stiffness by about 40% while maintaining excellent toughness and other critical end-use properties. Creep resistance also improves significantly. Combining all those benefits provides the potential to produce better performing or thinner heavy-duty sacks.
•Collation shrink films: Removing downgauging bottlenecks is a key driver in collation shrink films. In Fig. 5, a 40-micron, three-layer collation shrink film is compared with a 40-micron, five-layer POD alternative. Even at the same film thickness, the five-layer POD coextrusion offers advantages over the three-layer structure in some key properties, such as holding force and stiffness, which are often a bottleneck to downgauging in this application.
•Lamination films: Here, one development is to increase the stiffness contribution of the PE film to the laminate structure. In Fig. 6, a typical 45-micron, three-layer formulation is compared with a 40-micron, five-layer POD structure. In the five-layer structure, the Enable mPE 35-05CH core combined with HDPE-based sub-skin layers improves stiffness by 65-70%. Meanwhile, the sealing layer is made thinner, which further improves the overall cost-effectiveness of the formulation.
•Diaper compression packaging film: This film is used to pack and compress diapers when they are on display on retail outlets. This market requires film with an improved balance of toughness and stiffness with excellent tear resistance. In Fig. 7, a 50-micron, three-layer LLDPE and mPE-based reference formulation is compared with an optimized 40-micron, three-layer mPE structure and a 40-micron, five-layer POD film. The downgauged five-layer POD structure with tough core, stiff sub-skins, and clear skin layers offers better physical and optical properties than both three-layer structures.
NEW MARKET OPPORTUNITIES
Through the synergistic developments in machinery and resin technologies, time-to-market is reduced considerably and tangible benefits are readily available now. The wide-ranging capabilities of the very latest five-layer POD blown film technology and exclusive polyolefin film formulations open new market opportunities. The step-out performance that is possible, compared with the actual market references, provides the potential for a fast return on investment.
With the new five-layer POD coextrusion technology, film processors can more easily combine high throughput with outstanding film performance than with traditional three-layer technology. The performance envelope thus expands in both directions, delivering additional value and business opportunities to customers, as well as to the markets they serve. As a result, processors have new opportunities to develop and grow their businesses more swiftly in tune with the ever-faster changing market needs. Today, in fact, several processors are finalizing formulations for commercial applications using five-layer POD coextrusion blown film technology.
ABOUT THE AUTHOR
Dirk Van der Sanden is the global processing and converting advisor for polyolefins technology at ExxonMobil Chemical in Belgium. He joined the company in the late 1980s to develop the market for Exact metallocene plastomers and to work on several Exxpol technology-related development projects. Since then he has been market planner for Univation Technologies and led ExxonMobil’s market developments in Europe, the Middle East, Africa, and South Asia, before assuming his current position in 2012. Contact: +32 2 722 4358; email: dirk.vandersanden@exxonmobil.com; website: exxonmobil.com.
















Related Content

Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read MoreWhy Compression Ratio is Important
Compression ratios have been pretty much standardized over the years, based on what has typically worked before. But there are quite a few variables that must be considered in order to get the optimum performance from your screw.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
The Importance of Viscosity in Melting
The calculations required to determine the right melt temperature for each polymer are complicated. Knowing the power-law coefficient and the consistency index of the polymer you run might prove useful.
Read MoreRead Next

Exxon to Film Processors: Go With Five Layers
For a company that did not exhibit at K 2013, ExxonMobil Chemical certainly was busy at October’s Dusseldorf trade show. Material from the Houston-based resin giant was running on a handful of film lines producing everything from five-layer collation-shrink blown film to five-layer hygiene film, three-layer lamination film, and 33-layer nano-cast stretch film.
Read More
Five-Layer Line Gives Processor More Flexibility, New Opportunities
Processor bumps it up from three-layers to boost quality, flexibility and enter new markets.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More