
Automotive Innovation Trend-Setting Technologies Garner SPE Awards
Paintless in-mold film decorating and carbon-fiber composites are making inroads in appearance and structural parts. Blow molding is finding new interior applications. And long-fiber thermoplastics are cutting weight and cost on the inside and outside of new passenger vehicles.


No paint needed on this 6.5-ft-long thermoformed TPO rocker molding for the Chevy Trailblazer. Soliant's dry paint film provides the high-gloss body color.

First-ever thermoplastic grille-opening reinforcement that can withstand on-line e-coating is injection molded of mineral/glass-filled PET by Venture Industries for Ford SUVs. (Photo: DuPont)

No paint here either: Front and rear fascias for the Dodge Neon are injection molded PP with a thermoformed film insert that matches the body color. Mayco Plastics extrudes the film, forms it, and molds the parts.

A new use for blow molding: Glass-filled PP speaker pods for the Jeep Wrangler, made by Kautex Textron.

First-ever plastic sealed door module is injection molded from long-glass PP pellets by Faurecia for the Ford Fiesta.
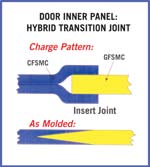
For selective use of carbon-fiber SMC to stiffen the hinge area of the Viper Door, DaimlerChrysler developed this innovative method of "blending" CF-SMC and low-density glass-fiber SMC by overlapping the charges.
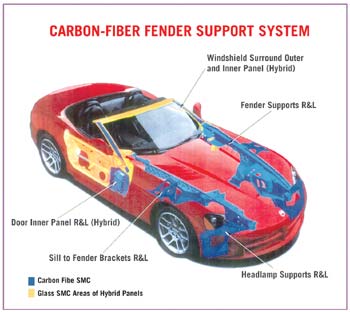
The 2003 Dodge Viper makes revolutionary use of carbon-fiber SMC in the fender supports and brackets, headlamp supports, door inner panel, and windshield surround. The fender supports are the first large chassis parts using carbon fiber in a commercial manufacturing process.

One-piece injection molded running board for Ford pick-ups and SUVs is molded up to 86 in. long by Decoma-Mytox using in-line compounding and molding of long-glass/PP.
Dramatic parts consolidation, elimination of processing and assembly steps, and trimmed curb weight—they're pretty much everything an auto maker could wish for. These qualities were amply demonstrated by the finalists in the 32nd Annual SPE Automotive Div. Innovation Awards Program, whose winners were announced last month. Five trend-setting applications or technologies were chosen to receive awards from among 20 finalists. The 16 judges (including myself) included editors of plastics, automotive, and design publications, as well as consultants, university professors, and at least one retired car-company executive.
Among this year's winners were two striking examples of how paintless film decorating is moving into large exterior body panels. Another pair of awards celebrate a long-awaited breakthrough of carbon-fiber composites into structural chassis applications. Four finalists testify to growing prominence of long-fiber thermoplastics in interior and exterior parts. Two more entries recognize new opportunities for blow molding in car interiors and the first all-thermoplastic front-end supports that can take e-coating.


Goodbye old paint
Automotive and other manufacturers have shown growing interest in avoiding the mess and expense of painting by switching to formable "dry paint films." These materials are plastic films coated with stretchable paint layers that retain their integrity when the films are thermoformed. Typical applications have used the formed paint films as inserts backed up with molten resin by injection molding. In some cases, heavier-gauge painted sheets have been thermoformed directly into body parts.
The trend has been to use dry paint films on larger and larger parts. The rocker molding for the 2003 General Motors Chevrolet Trailblazer North Face Edition is perhaps the largest paint-film application to date—6.5 ft long—and it is reportedly the first thermoformed high-gloss body-color application of a dry paint film on a production vehicle. This part won the Innovation award for the Body Exterior category.
The dry paint film comes from Soliant LLC, the new name of the U.S. Weatherable Films business of U.K.-based Rexam PLC, which was acquired in August by Ernie Green Industries, Inc. The four-layer Fluorex film consists of a thermoformable masking film (stripped off after forming), a fluoropolymer clear coat, a color coat, and a tie coat/primer. The substrate is a 150-mil TPO sheet, which is extruded and laminated to the paint film by Spartech Plastics (using technology licensed from Polybond). The parts were thermoformed and CNC trimmed by Stac Pac Inc. in Grand Rapids, Mich.
TPOs historically have been difficult to form because of their low melt strength, but large thermoformed parts like this one are becoming more common, thanks to improved materials and processing know-how (see PT, Nov. '02, p. 39). A reactor TPO grade, Flexathene PD 951, was developed specifically for this application by Equistar Chemicals. It was tailored for good bonding to the film even after stretching 300% in forming. The TPO also had to have good melt strength (provided by a high-molecular-weight polypropylene matrix), low CLTE, plus good stiffness and low-temperature impact. (This extrusion grade remains ductile at –20 to –30 C vs.–5 C for injection molded TPO, according to Equistar).
Thermoforming was chosen over injection molding for this specialty vehicle application because of the relatively low volumes (7000 to 8000 vehicles per year) and the short development time required. Prototype parts were produced in three to four weeks and production tooling took only eight weeks. Elimination of painting costs saved 7% to 10% per part, according to Edward Crowe, technical director of Carlisle Engineered Products, Crestline, Ohio, which provided engineering support and program management. He also notes that the dry paint film provides better resistance to weather, chemicals, and chipping than paint. Laminated sheet scrap is recyclable, since it can be reground and put back into the TPO substrate.
Meanwhile, Mayco Plastics Inc. launched a different non-paint approach that is reportedly much less expensive than dry paint films and perhaps better suited to complex deep-draw parts like bumper fascias. The film was co-developed by Mayco with DaimlerChrysler Corp. (which has a patent pending) and two materials suppliers. Mayco extrudes a glossy, colored film, then thermoforms it to the part shape and places it in an injection mold, where molten material is injected behind it.
Mayco's "molded-in-color" (MIC) film won an SPE award for its first commercial application. The front fascia of the 2002 DaimlerChrysler Dodge Neon, which Mayco injection molds of PP copolymer behind MIC film, was the winner in the Process Enabling Technologies category. One big advantage, Mayco claims, is that the film can match metallic-color body paint. Special features in the film extrusion die help orient the metallic flakes.
MIC film provides a Class A finish that matches body paint in color, DOI, and gloss but is more scratch and impact resistant than paint. Cost savings relative to paint are said to be $5 to $15 per fascia.
MIC film will also appear on front and rear fascias of the 2003 Neon, and both Mayco and DaimlerChrysler see broad applicability to interior and exterior components. With further development, MIC film could be used on the entire skin of the vehicle—including SMC and RIM or SRIM parts. Heavier-gauge film can also be extruded for thermoforming directly into finished parts. Mayco plans to offer the film to other molders and thermoformers in rolls, precut sheets, or preformed shells.
The four-layer MIC film is based on a new uv-stabilized ionomer, Formion FI-311301U-01, developed by A. Schulman for clarity, colorability, and durability. A 5- to 6-mil clear layer of this material forms the top surface of the film. Under it is a 30-mil color-matched ionomer layer, which is reportedly capable of stretching 300%. Next comes an adhesive tie layer developed by Schulman jointly with ExxonMobil Chemical. The bottom backing layer is ExxonMobil's PP7032 E2 copolymer. The injection molded substrate is ExxonMobil's PP8074 copolymer.
The film is thermoformed in a mold that is carefully matched to the injection mold shape in order to prevent subsequent wrinkling. The thermoformer is a custom, side-by-side machine from Advanced Ventures in Technology (AVT). It has a shuttling oven that heats sheet over two cavities while two more parts are being formed and demolded. Then a Fanuc jointed-arm robot places the preformed skin in the injection mold. Holes in the 1-in.-wide lip around the formed skin are used to positively locate the skin on pins in the injection tool, which comes from Build-A-Mold Ltd. After molding, excess film is trimmed off. An in-mold trimming mechanism is envisioned for the future.
Carbon-fiber landmark
Decades-old predictions that carbon-fiber composites would replace metal in auto chassis structures are coming true—at least in one limited-run vehicle. The SPE award winner in the Chassis/Hardware/Assembly category is the carbon-fiber fender-support system for the 2003 DaimlerChrysler Dodge Viper sports car. This entry is described as the first application of carbon fiber in a large chassis or body-exterior component using a production-capable process—namely compression molded SMC. Previous large automotive body structures using carbon fiber appeared on race cars or other exotic vehicles and were made with prepreg or wet lay-up processes not suitable for volume production.
The large parts in this case are right and left fender supports that extend from the base of the windshield all the way to the headlamps. They weigh 4.25 lb each and consist of 55% random chopped carbon fiber in vinyl ester SMC. Without glass or filler, their specific gravity is 1.4 vs. 1.9 for standard SMC. The same material is also used in two smaller brackets and two headlamp supports that make up the complete fender-support system.
Together, these four composite parts weigh 13.5 lb, but they save 40 lb by repla cing 15 to 20 metal parts. The thin-wall (2-mm) SMC parts support the entire front end of the car body and provide the attach ments for over 34 components. The result is a 22% more rigid front end.
The material is QMC 8590 from Quantum Composites. It is compression molded by Meridian Automotive Systems in Shelbyville, Ind.
Use of carbon-fiber composites in this car also won the Innovation award for the Materials category. Another 2 lb of CF-SMC are used for the integrated A-pillars and windshield surround. But the award-winning innovation is in the SMC door inner panel. The majority of the panel is low-density glass-fiber SMC. But an additional 1 lb of Quantum's QMC 8590 CF-SMC is used to provide additional stiffness at the hinge-mounting end of the door, where a steel hinge-pillar reinforcement is bonded to the panel. This adds up to a total of 17.5 lb of CF-SMC per car.
What's especially new is the method DaimlerChrysler developed to "blend" the carbon and glass SMC materials by overlapping the charges. After experimenting with various overlap arrangements, DaimlerChrysler designed a structurally sound interface by sandwiching the end of a CF-SMC charge between the ends of two GF-SMC charges, resembling a tongue-in-groove joint (see schematic, opposite). The length of overlap is 4 in. This approach permits reducing the size of the steel hinge reinforcement, saving 6.5 lb, while tripling door-sag stiffness. According to a DaimlerChrysler source, "The next revolution will be to create a Class A surface with carbon fiber."
Blow molding innovation
A brand-new blow molding application won the Body Interior Innovation award. The first-ever blow molded speaker pod assembly was produced by Kautex Textron of Troy, Mich., for the 2003 DaimlerChrysler Jeep Wrangler. Made on an accumulator-head machine, it is a one-piece housing for the speaker and overhead dome light. Two of these pods are mounted on the roll bar. The black, uv-stabilized material is 20% glass-filled PP from Spartech Polycom. It has low gloss—2.3 or less—which is reportedly hard to achieve. It also provides low-temperature toughness and greatly exceeds federal head-impact requirements.
Other new blow molded interior applications could follow from this development. Said Jim Schwaegerle, Kautex Textron's program manager for this vehicle, "Now that we have mastered the interior graining and head-impact requirements, we could blow mold A, B, and C pillars."
Long-fiber onslaught
The greatest concentration of finalists in this year's competition is in the area of long-fiber reinforced thermoplastics. They reflect the surge of interest in injection or compression molding of both long-fiber pellets and in-line compounding and molding processes. An example of the latter is the running board for the 2003 Ford F250/340 pickups and Explorer and Mountaineer SUVs. A finalist in the Body Exterior category, it is injection molded of 40% long-glass PP by Decoma-Mytox of Woodbridge, Ont. The running boards are about 10 in. wide and range from 1100 to 2200 mm long. They weigh about 13 to 17 lb each, half as much as the steel equivalent. The one-piece composite board replaces an assembly of 43 components and saves about $10 per vehicle.
This application is the first major use by Decoma-Mytox of a special in-line compounding and molding process licensed from Composite Products Inc. (CPI), which also molds one version of the running board. The CPI process uses one single-screw extruder to melt and mix resin and additives and a second single-screw extruder to incorporate the 1/2-in. chopped glass. The mix is extruded into an accumulator, which pushes out a 6.5-in.-diam."log." That charge is transferred by a robot to an injector, where a plunger fills the two-cavity mold in a 4400-ton vertical press. Part-to-part cycle times are 1.5 to 2 min.
In-line twin-screw compounding and compression molding of long-glass/PP produced another finalist entry, the instrument-panel carrier for the 2002 DaimlerChrysler Mercedes E-Class. The part requires glass fibers longer than 3/4 in. in the final part, as well as a sheet-steel insert to withstand the explosive force of air-bag deployment. The IP carrier is molded by Faurecia in Germany, using the new LFT-D-ILC process from Dieffenbacher (PT, March '02, p. 37).
Injection molded long-fiber pellets are used on the 2002 European Ford Fiesta for the first-ever plastic sealed door module. This finalist in the Body Interior category is injection molded of 30% long-glass/PP. It weighs around 2 lb—3 lb lighter than conventional steel modules. Savings can be up to 20%, or $5/lb per car. The parts are molded in France by Faurecia of long-glass pellets from StaMax LLC, a joint venture of Owens Corning and SABIC of Saudi Arabia.
Another finalist injection molded of StaMax is the world's first all-plastic integrated front-end module with no metal support. It is produced by Faurecia in the U.K. for the BMW Mini Cooper (PT, July '02, p. 33).
On-line paintable
What is said to be the first "e-coat-capable" thermoplastic grille opening reinforcement (GOR) was another finalist in the Chassis/Hardware/Assembly category. It appears on the 2003 Ford Lincoln Navigator and Ford Expedition SUVs. Injection molded of 40% glass/mineral reinforced PET by Venture Industries of Fraser, Mich., it withstands up to 410 F for on-line E-coating. The material, DuPont's Rynite 940, has an HDT of 466 F at 66 psi and 412 F at 264 psi.
Venture mounts two GOR molds in a 4000-ton press and fills each tool through 14 gates. After molding, the hot parts are placed in a water bath that cuts cooling time to 3 min from 8 min with a cooling fan.
"No body engineer thought a thermoplastic GOR, let alone one of this size, could ever go through e-coat. This really opened our eyes to what thermoplastics can do," said Ford body engineering supervisor Lee Tsai. Ford dropped a back-up SMC program because the PET GOR provided at least 10% weight reduction and 15% cost reduction per part.








Related Content

Designing a Twin-Screw Compounding Process: Home in on Screw Design, Barrel Setup, Degassing Ports
Follow these strategies to design compounding operations that operate at higher rates and mitigate wear to the extruder and screw elements, increasing process profitability.
Read More
A Purge Solution for the Blow Molding and Compounding Industries
New commercial purge compounds for new industries from Chem-Trend.
Read More
Understanding 'Boundary Conditions' in Twin-Screw Compounding
In twin-screw compounding, the objective is generally to produce the highest quality product at the maximum strand. But sometimes there are operating parameters that prevent this objective from being realized.
Read More
How to Configure Your Twin-Screw Barrel Layout
In twin-screw compounding, most engineers recognize the benefits of being able to configure screw elements. Here’s what you need to know about sequencing barrel sections.
Read MoreRead Next

Why Long-Glass Molders Are Compounding In-Line
Compounding raw fiberglass directly into thermoplastic molded parts is growing rapidly in Europe, and now it’s coming here. D-LFT, as it’s called, promises to make large parts cheaper and stronger—but with new technological risks and higher up-front investment costs.
Read More
Now Molders Make Their Own GMT Sheet
The latest sign of an upsurge of interest in direct long-fiber compounding by molders of reinforced thermoplastics is a technology that allows molders to produce their own glass-mat thermoplastic (GMT) composite sheet.
Read More
Long-Glass Leader-How Faurecia Helped Put TP Composites In the Driver's Seat
Europe's third largest automotive molder, Faurecia, uses five different long-glass thermoplastic molding processes, more than any other molder in the world. It invented half of them, including the world's first in-line compounding- and-injection process.
Read More