
Foam Blow Molding Process Unveiled at NPE
What's different is direct gas injection into the head, not the barrel.




After more than a year in development, W. Müller USA Inc., Agawam. Mass., the maker of blow molding extrusion heads, took the wraps off its foam blow molding process at the recent NPE2015 show in Orlando. Says company president Wolfgang Meyer, “At NPE, we started talking to selected customers about our new blow molded foam technology for packaging. They had a lot of questions about things like physical properties, and I had to tell them that we’re still at the very beginning, in terms of application development. But we have proven that the process works very well.”
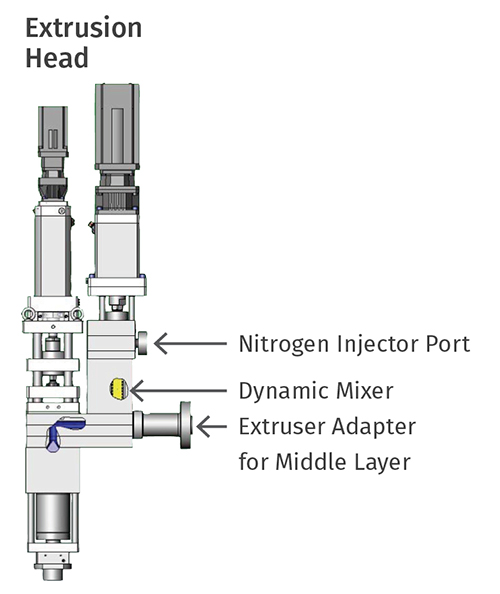
That process uses a special head design for three-layer coextrusion with solid inner and outer skins and a foamed center. The machine’s main horizontal extruder provides the middle foamed layer, while two separate vertical extruders provide the skins. (A single extruder would suffice for both skins, but two extruders allow savings by putting color and additives in just the outer layer.) What’s different about this process is that it uses nitrogen gas injection into the head, not into the extruder like other processes.
It uses no chemical blowing agent—only talc as a nucleating agent, so it is acceptable for food packaging, Meyer says. Another feature of the head—which is retrofittable to any brand of continuous-extrusion machine—is a “pineapple” dynamic mixer to disperse the gas. Higher mixer speed yields finer cell structure. Cell structure thus can be controlled independently of extruder speed, unlike other processes.
W. Müller has worked with HDPE and PP. On a sample bottle of 0.75-mm wall thickness, weight was reduced by 18.6% from 28 g to 22.8 g with foaming. Meyer says the outer layer is “fairly smooth” but the inner layer is less even, because lower blowing-air pressure is needed to avoid collapsing the foam.
Related Content
-
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
-
Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
-
Processing Megatrends Drive New Product Developments at NPE2024
It’s all about sustainability and the circular economy, and it will be on display in Orlando across all the major processes. But there will be plenty to see in automation, AI and machine learning as well.








