
Improve Profits by Graphing Injection Pressure
Graphing is a powerful aid in optimizing the process and troubleshooting both process and machine issues.
.jpg;width=70;height=70;mode=crop;format=webp)
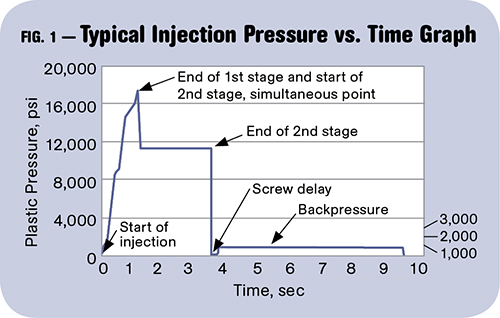
This is a typical graph of injection pressure vs. time, with the machine sequences noted. All curves will not look like this, but this represents a typical process. Note that the vertical axis is plastic pressure; a curve of hydraulic pressure will look the same but with a different scale.
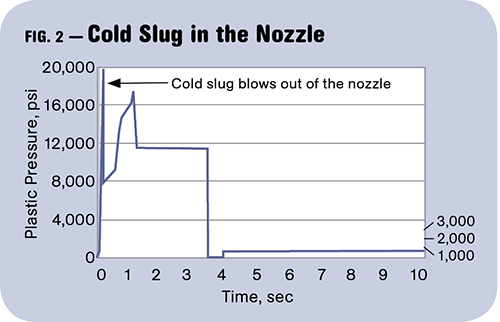
This shows what a cold slug in the nozzle looks like. Again, this is injection pressure vs. time. Ability to overlay the graph for every cycle would enable the processor to watch the spike grow with each new shot.

Most newer injection molding machines with faster microprocessors now have some graphing capabilities. Usually injection pressure, injection velocity, screw position, and sometimes even backpressure can be plotted vs. time or screw position. This graphing capability offers real help in understanding the process and machine.
So take some time and see if you can figure out how to turn it on and set up the scales to your liking. This will not be as capable as a full process-monitoring system, but it’s a good start. Graphing is a powerful aid in optimizing the process and troubleshooting both process and machine issues.



First, make sure you are dealing with good data. My criteria:
1. Speed of data logging. My preference is data logged at the rate of at least 100 points/sec—1000 points/sec is even better during fast machine events like injection. Logging data at only 10 points/sec can miss some important events, yet it is fine for slow events like second-stage injection pack and hold.
2. Ability to properly scale both the vertical and horizontal axes.
3. Ability to pick the variable of interest, for example injection pressure or screw position.
4. Ability to pick time as the horizontal axis. This is perhaps the most frustrating issue on many machines. Often you will find first-stage injection plotted vs. screw position as the horizontal axis and then changing to time as the horizontal axis at switch-over from the first to second stage. Worse, the two plots are not connected, and how this switchover point happens is critical for good processing. Processors and maintenance need to see it clearly as one continuous curve, so use time as the horizontal axis.
5. Ability to overlay graphs of different variables for one cycle or for several cycles.
6. Ability to plot first-stage injection, second-stage pack/hold, and backpressure on one graph. Not seeing all together seriously limits processing and maintenance folks’ ability to use the data.
7. Ability to select the color of the graph.
All this may sound simple, but remember that the first priority of the controller is to control the machine cycle. Data gathering and manipulation are secondary and have to take a back seat to critical machine functions. So it may not get the computer power or time to do high-speed data gathering or storage. You may need dedicated process-monitoring equipment to get the information you want.
Now that you are collecting good data, what can you learn from these plots? Here’s a partial list:
•Is the machine repeatable?
•Do you have a cold slug problem in the nozzle tip?
•Are you pressure limited on first stage?
•Is second stage stable or trending?
•Is machine response appropriate at switchover from first to second stage?
•Are you starting to turn the screw with too much pressure on it?
•Is backpressure stable?
•Is there a difference between peak injection pressure and pressure at transfer during injection?
•If there is a glitch in machine function can you readily see if it is in first, second, or backpressure stages?
To illustrate the benefits of doing this, refer to Figs. 1 and 2. Begin by looking at only one curve at a time. Two or more can be confusing. Understand what graphing one process variable tells you before going on to another. Keep the same color for each process variable; for example, make injection pressure red for all machines. This saves time in interpretation. Again, try to keep the horizontal axis for the time scale.
Figure 1 is a typical graph plotting injection pressure vs. time, with the machine sequences noted. If you could overlay several shots you could easily see if the machine was repeatable; and if there was a machine glitch, you could easily tell in what stage it was occurring on and if it was on every shot or “random.”
Figure 2 shows what a cold slug in the nozzle looks like. Again, this is injection pressure vs. time. In this case, having the ability to overlay the graph for every cycle would enable the processor to watch the spike grow with each new shot. The cold slug spike would start out small and grow higher with every cycle. The longer the nozzle is in contact with the cold-runner sprue-bushing the more heat loss and the higher the cold slug spike. Interrupt the cycle and pull the injection unit back and the spike would be lower again upon startup.
Note that this cold slug will not always be caught in the cold-slug well. It can easily wind up blocking or restricting a gate. But now you have documentary evidence of the cold slug—it is not just a matter of opinion, so there’s an end to time-wasting arguments. To remedy, make sure the controlling thermocouple is back one-third the length of the nozzle; try to have a free-flow nozzle tip; reduce the tip land; and reduce the tip’s contact area to minimize heat loss.
Understanding the intricacies of these graphs will provide better part consistency, process understanding, and faster troubleshooting. Profits will improve.








Related Content

Moving Beyond the Relative Viscosity Curve — New Method To Find Optimum Plastic Flow Rates: Part 2
Explore the use of the injection unit velocity capability, which determines a machine’s injection speed linearity to find optimum flow rates, and proposes a second method.
Read More
Use These 7 Parameters to Unravel the Melt Temperature Mystery
Despite its integral role in a stable process and consistent parts, true melt temperature in injection molding can be an enigma. Learning more about these seven parameters may help you solve the puzzle.
Read More
Online Versions of Process Development Course and Software Launch
NPE2024: FimmTech is introducing online versions of its Nautilus process development software as well as its Scientific Molding and Design of Experiments (DOE) process development course.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More