
Low-Pressure Injection Molding Technology Boasts Faster Cycles, Better Parts
Available for license, this low-pressure process “breaks the rules” of injection molding, but has numerous benefits for molders.

Conventional high-pressure injection shows considerable stresses in part, revealed by polarized light.
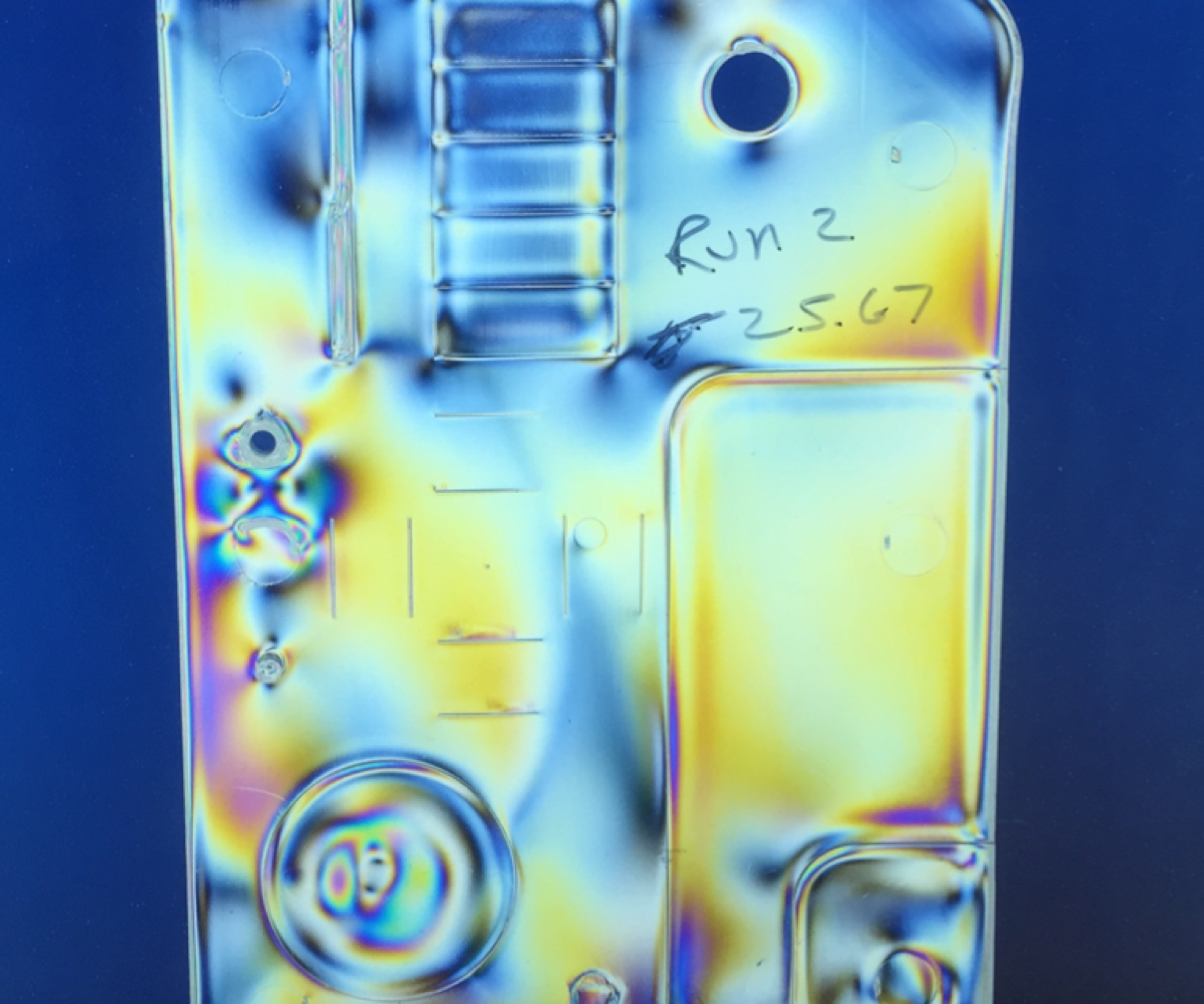
Low-pressure iMFLUX process greatly reduces frozen-in stresses.


Low-pressure injection molding technology developed at Procter & Gamble and now being offered for license is said to offer advantages in molding productivity, part quality, and design freedom. iMFLUX Inc., Hamilton, Ohio, is a new subsidiary of P&G created in 2013 to market the technology. It was born of a challenge issued by former P&G CEO A.G. Lafley, who asked why a company like Toyota could design and build a whole new car model so much faster than P&G could change the cap on Pantene shampoo. From that emerged a goal to build injection molds for P&G products in half the time and cost of conventional methods. P&G engineers identified the high pressures of injection molding as a major cost and time driver in building molds and pursued ways of overcoming this hurdle.
The public debut of iMFLUX was at an October open house hosted by KraussMaffei Corp., in Florence, Ky. In a technical presentation there, Gene Altonen, chief technical officer for iMFLUX, said this low-pressure technology offers economic advantages: 10-25% or more faster cycles, 25-50% or greater reduction in melt pressure, up to 50% lower clamp tonnage, and ability to mold thinner walls without freeze-off and to increase mold cavitation. Altonen showed how two parts 0.045-in. and 0.025-in. thick could be molded at the same pressure,
saving energy. Quality advantages with iMFLUX, he said, include reduced molded-in stresses, more uniform filling of multicavity molds, and elimination of flow-front hesitation for improved part aesthetics.



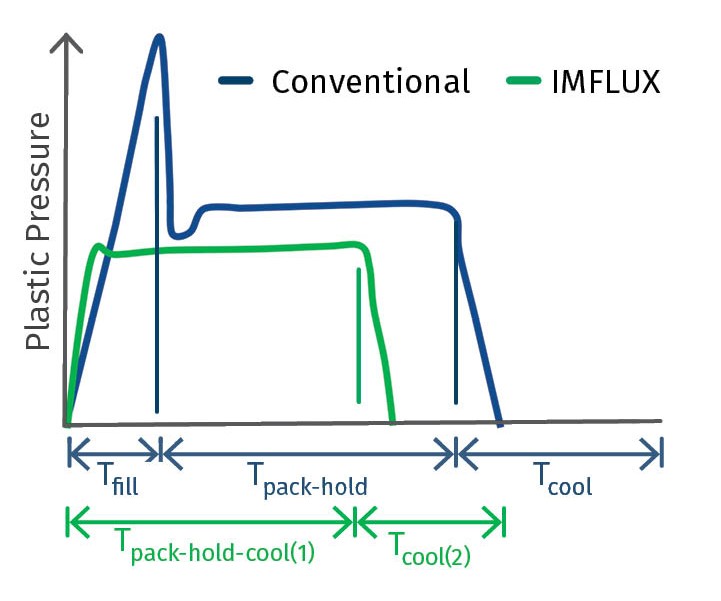
The iMFLUX process breaks many of the rules of conventional injection molding. The key is filling at a constant, lower pressure, without the usual reliance on shear thinning to facilitate flow. Slower filling without hesitation yields faster cycles. This also allows for a cooler melt that can flow farther through thinner channels. Whereas conventional injection molding separates mold filling, packing, and cooling into sequential steps, iMFLUX combines them all simultaneously. “If you stop a short shot, you’ll see that it’s fully packed, with a fully formed surface at every point during fill,” Altonen said.
The firm’s proprietary software and controls utilize a pressure sensor in the machine nozzle as the primary control point to ensure consistent filling without flow hesitation, based on sensing melt pressure every 1.2 millisec. Altonen showed a 3-in.-long runner only 0.030-in. thick: “Any hesitation would cause it to freeze off.” A single cavity-pressure sensor—regardless of how many cavities there are in the mold—is also used to detect end of fill. This approach is said to adjust immediately and automatically to any change in resin viscosity—caused, for example, by changes in regrind quality or percentage, or by a color change. Altonen said the cost of installing a cavity sensor could be saved by means of an iMFLUX invention called Nighthawk, which is installed on the outside of the mold to detect strain and deflection as a proxy for measuring melt pressure inside the mold. Nighthawk gives readings all during fill, not just at the end like a cavity sensor.
Altonen cited the case of a 16-cavity mold that experienced intermittent short shots. Adding pressure sensors to each cavity showed a 3439-psi range of pressures at end of fill. With iMFLUX, that range shrank to 1113 psi without modifying the mold or hot runner. Other examples of what iMFLUX has achieved include one customer that was able to shift a mold from a 700-ton to a 400-ton press. Another reduced cold-runner volume by more than 50% while trimming cycle time. Still another trimmed resin use by more than 25% with thinner walls than were possible with conventional technology.
iMFLUX can be installed on any existing mold and machine. iMFLUX also designs and builds molds to take advantage of its process technology.
Altonen will discuss iMFLUX technology at Plastics Technology’s Molding 2018 Conference, Feb. 27-Mar. 1 in Long Beach, Calif. Get information on the program and registration here.












Related Content

Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.
Read More
Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More