
Micro-Thermoforming Makes Its Debut
Manufacturers of micro-size components that until now relied exclusively on injection molding may have another option to consider.

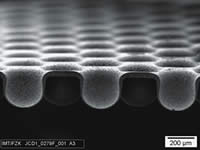
Thermoforming is entering the field of micro-part manufacturing. For example, here are micro-pockets in a cross-section of a cell-culture chip made via a new forming process developed by German researchers.

A three-piece bumper with two end caps thermoformed of TPO with a chrome-like decorative film is a first in the commercial truck industry.

New PD500 Mega Cylinder from Tooling Technology holds up to 25,000 lb and reportedly helps speed tool changeovers from 1 hr to 10 min.
Manufacturers of micro-size components that until now relied exclusively on injection molding may have another option to consider. A novel thermoforming process has emerged as a promising new method to produce highly technical micro-parts such as polymer microchips for life-science applications. The micro-thermoforming process, discussed recently at the SPE’s 16th Annual Thermoforming Conference in Nashville, Tenn., offers thermoformers potential entry into the market for micro-electromechanical systems, which is projected to grow 16%/yr through the decade. Other conference developments included a four-motion plug assist for PP containers, a “mega” quick-change cylinder, and the first chrome-like TPO bumper for commercial trucks.


Micro debut
Researchers at the Institute of Microstructure Technology at Forschungszentrum Karlsruhe GmbH in Karlsruhe, Germany, a large, government-funded engineering and research center, have developed a lab-scale thermoforming process that reportedly represents the industry’s first move into micro-forming of structures with dimensions between 0.1 and 1000 nanometers (1000 nm = 1 micron). The process targets life-science applications such as single-use “lab on a chip” (LOC) microfluidic devices that perform synthesis and analysis of biochemical agents for pharmaceutical research.
The new process is a microscopic adaptation of the trapped-sheet forming technique. The three-part forming system consists of a plate-shaped mold with micro-cavities, a counterplate with holes for vacuum and gas pressurization, and a seal between the mold and the counterplate. A thin (20 to 50 micron) thermoplastic film is inserted in the mold assembly, which is mounted in a heated laboratory press. The press is closed and vacuum sealing is achieved although the film is not yet clamped between the mold plates. The mold is then evacuated and completely closed, thus clamping and heating the film. When the material has reached forming temperature, the film is forced into the evacuated mold cavities with compressed gas pressure of about 50 bar. When the mold has cooled to about 20° C below the material’s forming temperature, the gas pressure is released, the mold opens, and the micro-part is demolded.
To produce closed-container parts, a second film with a heat-activated adhesive is inserted into the press after the first film is formed but before it is demolded. In a process resembling twin-sheet forming, the second film is pressed against the formed microstructure to activate the adhesive and form the container. This method can product liquid-tight products that compete with micro-injection molded and vacuum hot-embossed products with features such as microchannels and reservoirs.
Pre- and post-processing of the sheet could include ion bombardment or uv-based surface modification with appropriate masks before forming and ion-track etching after forming.
Molds can be made by mechanical micro-machining, EDM, lithographic methods combined with electroplating, wet or dry etching, laser ablation, or powder blasting. Metal, ceramic, glass, and silicon carbide have been used as mold materials. The process can use 50-micron-thick film of polystyrene, polycarbonate, or cyclic olefin copolymer (COC).
Benefits over injection
The first application for micro-forming is 10 x 10 mm cell-culture chips, each one formed into 675 micro-pockets. The chips were previously micro-injection molded in a labor-intensive process that required hand removal of sprues and runners. The micro-thermoformed structures are a few microns thick and boast a smooth inside surface that is difficult to achieve with other methods.
Current limitations of the micro-forming process include manual operations that result in a 10-min cycle time. Development efforts focus on automating pressure build-up and demolding systems. Work also continues on advanced heating systems that hold the mold temperature constant and preheat the film instead. The objective is to reduce cycle time and improve reproducibility.
The research group wants to license the patented technology and is in discussions with thermoformers in the U.S. and Europe. Truckenmuller says the technology would be most attractive to medical packaging manufacturers with cleanroom capabilities.
Chrome-like TPO
In the annual parts competition, top honors in the cut-sheet automotive category was won by a three-piece truck bumper of chromed steel and two end caps of thermoformed TPO with a chrome-like finish. Use of bright-metal TPO is a first in commercial trucks. This application showed off so-called Thick Sheet Forming, in which a decorative film is laminated onto heavy-gauge sheet for forming into parts with an integral finish. Hendrickson International, Joliet, Ill., a maker of truck bumpers, worked with Soliant LLC, developer of a bright chrome-like film that adheres to the 0.187-in.-thick TPO. Thermoformer Profile Plastics Corp., Lake Bluff, Ill., used low pressure to obtain a Class A finish matching the chromed steel. TPO was chosen for its ductility and impact resistance at temperatures down to -40 C. Hendrickson and Soliant previously collaborated on a bright-chrome bumper for Mack Truck made of ABS with a decorative film (see “Learn More” box).
Tooling news
Marbach has developed a four-motion plug assist for square PP containers that reportedly reduces cycle time by 10%. It has cam-driven “fingers” that spread material at the bottom toward the corners of the container. Better material distribution can allow use of thinner sheet and faster forming. The plug made of syntactic foam reduces part weight up to 20%, says Hubert Kittelmann, president of Marbach Tool & Equipment Inc. Applications include PP meat trays and margarine tubs. One of the first users is Huhtamaki in Europe and Australia.
For heavy-gauge formers, a new quick-change pneumatic cylinder lock from Tooling Technology LLC is claimed to be a big time-saver. The PD500 Mega Cylinder locates and locks the tool quickly and holds up to 25,000 lb. The high-strength steel knob withstands greater shear loads, accelerating changeover of large and/or vertically positioned tools. It’s said to reduce tool changes from 1 hr to 10 min.








Related Content

Measuring Technology Specialist Pixargus Acquired by CiTex Group
A global player in optical inline quality control, Pixargus is intensifying presence in U.S. & Asia under CiTex umbrella.
Read More
Polyfuze Graphics Corp. Partners With RFID Specialists
To help customers navigate the complexities of RFID technology, Polyfuze has partnered with such companies as HID Global.
Read More
SPE Automotive Names Winners for 54th Annual Automotive Innovation Awards
Winners in 10 automotive plastics application categories and a grand prize winner were chosen from 33 finalists.
Read More
Inline Measurement Adds Module for Inspection of High-Gloss Vehicle Trims
Pixargus’ Shiny Detection module casts a pattern of structured light onto the high-gloss surfaces of the profiles to be inspected.
Read MoreRead Next

Thermoforming Goes Paint-Free, Too
Thermoformed parts play two roles in the expanding field of in-mold decorating (IMD) of plastic parts: For injection molding, IMD begins by thermoforming a thin film into decorative shells that are placed in the injection mold cavity and then back-molded with a compatible substrate.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More