
NPE 2006 News Wrap-Up: Injection Molding
Advances in electric drive technology were evident in nearly every injection machine builder’s booth in Chicago.



Direct-drive servo-electric motors replaced belts and pulleys on a number of new machines, such as Sumitomo’s new U.S.-built SE-DU all-electric line. Direct drive is said to give higher speeds, faster response, higher precision, and lower maintenance.

In-mold demonstrations abounded at NPE. Ferromatik Milacron demonstrated two-component molding and in-mold assembly of PP dispenser caps on a 275-ton K-Tec machine with a 48-cavity Foboha twin-turning-cube stack mold. Moldmaker Electroform showed off two-shot molding with black and white ABS, in-mold film decorating, and in-mold assembly. Its new tooling with twin rotating turrets ran on a 200-ton Engel tiebarless machine where it molded and snapped together the top, bottom, and four wheels of this model race car.
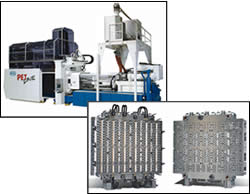
Netstal and Husky pushed the productivity limits for PET preform molding: Netstal operated a new 192-cavity mold in a Pet-Line machine, and Husky displayed a brand-new 216-cavity tool.
Engel has entered the field of direct in-line compounding and molding of long-glass thermoplastics by integrating PlastiComp’s Pushtrusion system atop an Engel machine. The device melts resin and then wets out continuous glass rovings, which are chopped and fed to the injection cylinder below.

Molders found more new choices in hybrid machines at the show. Toshiba announced its new ED two-platen series which ranges from 720 to 1950 tons.
Advances in electric drive technology were evident in nearly every injection machine builder’s booth in Chicago. New electric and hybrid models sported direct-drive motors for injection and other functions, and direct drives showed up on bigger presses, too. Thanks to these drives, several electric machine lines can now mold thick parts with long hold times.
New electric vertical presses and models for LSR, multi-component, and micro-molding also made debuts. And even hydraulic systems followed the trend with servo-driven pumps.



In-mold technologies for labeling, decorating, painting, and assembly were another major theme at NPE. Another was the integration of long-fiber compounding and injection into a single machine as a way to combat rising materials costs. Other timely market needs were addressed by the latest developments in automotive glazing, multi-component presses, and higher-volume PET preform systems.
Direct-drive proliferates
The wave of new direct-drive electric machines, in which ball screws are coupled directly to the motor shaft, is prompted by the ability to achieve faster response, higher speeds, greater precision, and reduced maintenance by eliminating belts and pulleys. Some sources say direct drive is also cleaner because belts generate particulates as they wear.
Two mammoth hybrid-electric machines, both with four direct-drive electric motors on the injection unit, were announced by Mitsubishi Heavy Industries (MHI) of Japan. As we reported last month, its 3300- and 3900-ton “em” models of hybrid-clamp, two-platen presses use low-speed/high-torque electric motors coupled directly to the ball screws.
MHI also extended the size range of its direct-drive, all-electric MEII toggle series with a new 720-tonner that replaces a 610-ton model. It has two servomotors directly coupled to the injection screw. An on-board hydraulic power supply is used for nozzle-touch, core-pull, and valve-gate functions.
As reported in April, Negri Bossi USA launched its new Canbel VE all-electric machine series of 77 to 935 tons, redesigned and upgraded from its previous Elma line for faster injection, more precise and repeatable movements, and reduced maintenance. Negri Bossi now also uses direct drive on the toggle clamp and injection unit of all sizes (previously only on smaller models). Direct drive provides higher clamp speeds than before on the larger presses.
Sumitomo introduced its SE-DU line of U.S.-built direct-drive all-electrics from 20 to 198 tons. They use four direct-drive Sumitomo AC servo motors with closed-loop control and digital sensors for plasticating, injection, toggle clamping, and ejection. New PC-based N-9 control provides faster response, full SPC/SQC, and machine-optimization functions.
Sumitomo rolled out a 7.7-ton all-electric unit for micro-molding. The SE7M has direct drive on the toggle clamp, plasticating, and ejection. New control software reportedly delivers 25-millisec response. New synchro-plast control mode for screw position and backpressure can be used with low-viscosity resins or uneven pellet sizes. At the show, the machine molded 0.035-g connectors from LCP in four cavities with a 3.3-sec cycle.
Sumitomo also introduced the iii-System, its new real-time production and quality monitoring system. Up to 50 machines can be connected, and the unit can store up to 60,000 shots of data and burn it onto a CD or DVD.
Milacron’s Powerline NT550 all-electric press at the show featured a new high-capacity (54-oz) direct-drive injection unit. It uses a single roller-screw to reduce noise and inertia and eliminates having to synchronize two actuators. It is also five times faster than a ball screw, and delivers up to 20,600 psi at 41 in.3/sec with certain screw designs. A servo motor drives the toggle clamp and allows the toggle to relax during part cooling to eliminate the wait for tonnage release before opening the clamp. Other features include Milacron’s new Mosaic control, the global standard now for all Milacron presses, as we reported in June.
Krauss-Maffei showed its all-electric EX series for the first time in the U.S. The direct-drive injection unit provides up to 300 mm/sec speeds, and its three-platen, modified toggle clamp has just eight pivot points—half those of a conventional five-point toggle—bringing compactness and precision. The water-cooled motors reportedly can handle long holding pressure.
In addition, Demag Plastic Group offers a direct-drive injection unit with certain sizes of its IntElect electric press.
More new electrics
Dima of South Korea introduced its first line of all-electric machines. The DES series ranges from 55 to 270 tons.
Ningbo Haitian Group of China, known in the U.S. now as Absolute Haitian, also introduced its first all-electric line—HTD machines from 64 to 396 tons. Injection speed is 150 mm/sec standard, 300 mm/sec optional.
Fortune expanded its Va series of all-electric presses with the new 220-ton Va-200 model, now the largest size.
JSW Plastics Machinery showed two models in its new J-AD Advantage series of electric toggle presses. It will range from 40 to 1800 metric tons (44 to 1980 U.S. tons). The new line will eventually replace JSW’s ELIII series and has controls with response times as short as 62 millisec vs. 250 millisec for the ELIII. The controller also has a new 15-in. touchscreen. Injection rate up to 350 mm/sec is standard, 550 or 800 mm/sec optional. The new clamp design accommodates larger molds while also reducing platen deflection. Clamp and ejector speeds also have been increased. A 121-ton model at the show produced a 1.25-in.-diam. helical gear with 28 teeth using injection-compression molding.
MHI rolled out the next generation of its MetII all-electric series, ranging from 35 to 300 tons. It incorporates Super Resin Control (SRC) II metering system, which ensures consistent part weight and density by applying packing pressure to the melt with the screw after recovery.
Milacron rolled out a new Fanuc Roboshot S2000i-B series from 55 to 330 tons featuring 330-mm/sec injection speed with 36-millisec response standard. A new moving-platen design produces more equal pressure distribution across the mold face. Fanuc’s new 310iS CNC control is said to deliver faster control, higher acceleration, faster injection, and simultaneous sled-forward and clamp-close motions. A 110-ton model at the show demonstrated a coining process to produce ultra-thin-wall medical parts.
Netstal’s new Elion all-electric press made its U.S. debut. The new line will be offered initially in four models from 55 to about 200 tons. They feature a new toggle-clamp design that makes the ma chine considerably shorter and has closed-circuit, oil-free lubrication. A new “combi” gearbox integrates plastication and injection functions into a single transmission. Three different plasticating systems are offered: high-speed, high-torque, or a blend of the two. The unit can deliver injection speeds of 250 to 450 mm/sec, depending on which option is selected. The moving platen rests on a new linear guide system rather than the tiebars. Netstal says the machine achieves a dry-cycle time of 1.2 to 1.4 sec. Elion also uses Netstal’s DSP/3 and Sycap closed-loop control with 15-in. flat-screen touch panel.
Niigata’s new MD-X series of all-electric toggles comes in 55, 85, and 110 tons. The new injection unit, servomotor, and control reportedly allow holding pressures as long as 60 to 100 sec at 19,575 psi for molding thick parts. Injection response time is 55 millisec.
Niigata also developed the MD-W series, similar to the MD-X but in 200- and 385-ton sizes with 11% wider tiebar spacing and 100- to 110-mm increase in minimum mold height.
Sumitomo introduced its mid-sized SE-HD line of all-electrics for heavy-duty applications such as thick-wall parts. These U.S.-built presses can handle long holding pressures at up to 31,718 psi. Sumitomo’s new SE-HS line of mid-sized all-electrics is suited to high-speed, thin-wall parts requiring a cycle time under 15 sec. It ranges from 242 to 385 tons and features injection speeds of 300 mm/sec and 25-millisec response. A new twin cylinder delivers high nozzle-touch force, with 0.3-sec pressurization or depressurization. It has the new SM screw for low-shear plastication and a constant-feedback clamp-force correcting system.
Toshiba’s new ECNII line of all-electric machines have a new low-inertia injection motor and mechanism for quick response. Like the ECN series the size range is from 5 to 950 tons, but the toggle clamp has been improved for “shockless” opening/closing and the new Injectvisor-V30 controller has touchscreen data entry and expanded memory to store data on up to 300 molds and 1000 shots.
A 110-ton model at the show molded polycarbonate light guides 0.4-mm thick x 2.7 in. long using its optional 400-mm/sec injection speed with injection response time under 38 millisec. A 180-ton ECNII-4A showed a new LAP feature for overlapping molding functions to shorten cycle times. It produced PP coasters in a four-cavity mold in under 5.5 sec. A 20-tonner molded thin-wall (0.4-mm) PC parts using optional 550-mm/sec injection speed.
Ube Machinery said it is now offering its largest all-electrics (the biggest in the industry) in the U.S. Introduced last fall in Japan, the Ultima UN 2750- and 3300-ton models have up to eight servo motors and up to 400 oz shot size. The 3300-tonner was built to mold bumper fascias in under 30 sec.
A smaller 720-ton electric unit demonstrated high-speed packaging at the show by producing a 20-liter container in under 8 sec.
LSR goes electric
Exhibits in Chicago testified not only to the growing popularity of liquid silicone (LSR) injection molding but also to multi-shot molding of LSR with thermoplastics. Arburg molded ice scrapers from a self-adhesive LSR and PC on an 88-ton Allrounder A electric machine.
PBT polyester was molded with a new self-adhesive LSR material on a 110-ton Engel electric E-motion Combi US. Integrated robotics transferred the part from the first to the second cavity.
Toshiba used two new 45-ton ECNII electric models to produce a golf-green repair tool of PBT overmolded with a soft-touch skin of self-adhesive LSR. A Toshiba SCARA robot transferred the part from machine to machine.
Sodick Plustech Co. of Japan (represented here by Plustech, Inc.) offers its LSR series of machines in 44 and 88 tons. These hybrids have two-stage injection and hydraulic clamp.
More choices in hybrids
Chen Hsong of Taiwan announced that it had developed a press series with a direct-drive electric injection system and hybrid clamp. An electric inverter motor is used for plasticating. The first model is the SM-180HC with 180-ton clamp. The company also plans to launch soon a new 460-ton hybrid with servo-electric plasticating and injection.
Boy introduced its 60.5-ton 55 Ae model with servo-electric plastication and hydraulic injection and clamping. Its dual hydraulic pumps permit ejection on the fly for 10% faster cycles.
Negri Bossi rolled out its new 1500-ton Bi-Power two-platen hybrid model featuring electric injection, hydraulic clamping, and two traversing cylinders on the moving platen. A low profile and compact footprint allows for easier clamp access and integration of automation.
Nissei debuted its new FNX presses with servomotor-driven, variable-volume hydraulic X-Pump. Machine sizes are 88 to 198 tons. They use the same direct hydraulic clamp as Nissei’s FN series. The hybrid design delivers the combined capabilities of hydraulic clamping with most of the energy savings, quick response, high position repeatability, and fast injection of an all-electric. Injection response is 40 millisec, and maximum injection speed is 300 mm/sec standard. The servo motor runs the pump only when needed, requiring 55% less oil and 40% less energy than Nissei’s fully hydraulic FN units. Part-weight variation with FNX is only one-third as much as with the FN series.
The FNX model also demonstrates a new Nissei concept called “Eco Molding” that uses the X-Pump to automatically adjust clamp force to just the amount needed to counteract the filling pressure. This saves energy by avoiding over-clamping and prevents flash from under-clamping. The concept allows for bigger parts to be molded on smaller machines, says Nissei president Hozumi Yoda.
Nissei also unveiled the AN1 series prototype hybrid press based on its NEX all-electric toggle press but using the hydraulic X-Pump for plasticating. It is designed for high-speed plasticating and fast-cycle molding of PP and PE. Sizes will be 300 to 500 tons. A 397-ton AN1 model at the show molded thin-walled PP lids in a 16-cavity tool in 4.9 sec. The X-Pump raised the plasticating rate to 794 lb/hr, 70% higher than a standard NEX unit.
Toshiba’s new ED series of two-platen hybrid presses ranges from 720 to 1950 tons and combines electric plasticating and injection with hydraulic clamping.
Vertical electrics debut
Niigata upgraded its MDVs-IV and MDVRs-IV lines of vertical all-electric presses (55 to 110 tons) with new software that enhances speed, responsiveness, and precision. Shuttle or rotary table response is improved 20% and table oscillation is down 20%. For lens molding, the presses can maintain injection speeds as low as 0.01 mm/sec and resin pressures down to 14.5 psi. A new nozzle-temperature control reportedly eliminates “cobwebs,” drool, and plugged nozzles. The operator panel is now a larger touchscreen with new screen layouts. The new injection unit features a wear-resistant screw tip.
A U.S. molder ordered the first ET-90HR4 all-electric vertical-clamp/horizontal-injection press from Toyo/Maruka. The new four-station rotary table indexes 90° in about 1 sec. Toyo/Maruka also showed its new 90-ton vertical/vertical electric press, the ET-90VR2. This toggle press joins a 45-ton model and allows users to set up separate injection profiles for different molds on the same table.
Nissei applied its X-Pump technology to its new vertical hybrid machine, the 118-ton Ecoject TNS100RE18E with horizontal injection, hydraulic three-tiebar clamp, and high-speed rotary table (180° in 1.6 sec). All operations except clamping and nozzle touch are electric. TNS models less than 75 tons will remain all-electric.
Meanwhile, Boy introduced to the U.S. its new 60.5-ton 55 M VV vertical/vertical hydraulic machine. It has Boy’s standard two-platen clamp turned 90°, shot weights up to 5.6 oz, and Procan CT color touchscreen control.
Dima also announced its new DCI series of vertical-clamp/horizontal-injection presses in sizes from 35 to 70 tons. Two machines can be mounted on one rotary table for multi-shot uses.
Milacron rolled out vertical/vertical Magna V machines from 15 to 130 tons. Offered in stationary, shuttle, or rotary-table designs, they have a C-frame clamp, digital positioning, and overlapping functions for maximum speed and precision.
In-mold revolution
As we reported in June, at least 20 machinery suppliers exhibited systems for in-mold labeling and decorating (IML and IMD), anticipating growth of those technologies in North America. (IML, in particular, is already widespread in Europe.) A number of exhibits went for maximum visual impact in IML with lenticular films (in many cases supplied by Xtreme Graphics) that give a 3D animated effect. However, the most dramatic demonstrations were combinations of multi-shot molding with in-mold assembly and, in one case, IMD too. These applications showed off the multi-functional flexibility of stack-type molds with one or more rotating turrets between the fixed and moving platens.
Ferromatik Milacron, for example, molded two-color PP flip-up dispensing closures on a 275-ton K-Tec machine with a 48-cavity Foboha “Twin-Cube” turning-stack mold that was jointly developed with Milacron and introduced at NPE. It has two four-face center turrets that rotate 90° on each cycle. The two parts of the closure were snapped together in the mold.
A still more elaborate demonstration by moldmaker Electroform showed off its brand-new twin-turret tooling technology by combining two-shot molding, IMD, and in-mold assembly of a toy race car. Using a 200-ton Engel tiebarless machine, the process starts with robotic insertion of a preprinted, preformed ABS film from Serigraph into the mold cavity. That film is backed up with injection of white ABS to form the top of the car. Black ABS is injected separately to mold the bottom chassis and four wheels. Then all six parts are snap-fitted together in the mold. Moving slides are used to snap on the wheels perpendicular to the direction of joining the car’s top and bottom halves. Cycle time at the show was 22 sec, but Electroform president Wade Clark hopes to get that down to 15-16 sec.
Other IML/IMD exhibits included the following:
- Boy Machines showed IMD of a PP drinking glass in a single cavity on a 99-ton Boy 90 A with 900-mm extended daylight.
- Demag produced IML lids and containers on a 165-ton El-Exis hybrid press with family tooling from Glaroform of Switzerland and a special robot from Beck Automation of Germany (new offices in Millwood, N.Y.) that inserts labels and removes finished products in a single operation.
- Engel molded a PP stadium cup with a 3D lenticular label in a four cavity mold using a 300-ton model in its new Speed hydraulic toggle line plus robotics from Ilsemann.
- An Engel Victory hydraulic press in a new 40-ton size used a heat-transfer film from Kurz to produce IMD cell-phone covers.
- Husky used its 120-ton Hylectric hybrid press, new Ultra Valve hot runner, and automation from SysTec to produce a 125-g cream-cheese container with five-sided IML in a two-cavity mold with a cycle under 2.5 sec. The system is said to be 30% faster than the high-speed system Husky ran at the K 2004 show in Germany. The cell uses two sets of cam-operated swing chutes that are driven by the mold movement. One swing-chute set places the label in the mold and the other removes the finished part and hands it off to a counting/stacking device. This approach is said to be faster than use of a side-entry robot. The cell is designed to handle up to eight cavities. Control of the SysTec automation is integrated into Husky’s Polaris machine control.
- Krauss-Maffei molded 22-oz PP stadium cups with lenticular labels in eight cavities on its fast-cycling KM 380-2700 C3-AP Sprinter machine.
- Netstal molded 32-oz PP stadium cups with a lenticular label on a SynErgy 5000-5500E machine with automation from Machines Pages of France (represented here by StackTeck).
- TopGrade Mold demonstrated IMD of a two-piece “treasure chest” using a 200-ton Engel Speed press.
And for a totally different type of in-mold finishing, Ube Machinery announced that the first U.S. machine with its new Imprest in-mold painting technology (developed with Sherwin-Williams) will arrive next spring for a large, non-automotive application. In Japan, Ube has sold several in-mold painting systems for automotive and appliance jobs. The system was developed for ABS, but Ube and Sherwin-Williams are testing nylon and PP.
High-volume PET preforms
Netstal pushed the limits in PET preform molding with its Pet-Line 660-ton machine running the first 192-cavity tool capable of a 7.3-sec cycle—90,000 preforms/hr. The tool comes from MHT in Germany and employs a narrow-pitch technology that reduces cavity spacing. Netstal has sold one 192-cavity system.
Husky challenged this achievement with a new and larger model of HyPET preform machine and unveiled the world’s largest PET perform mold, a 216-cavity tool that it developed in partnership with Amcor PET Packaging. Husky’s new 715-ton HyPET 650 model features a new injection unit capable of throughputs up to 3960 lb/hr. The mold makes PET preforms with thread diam. up to 30 mm. It is configured with 60-mm spacing between the cavities rather than the 50-mm pitch common to molds for this size of preform. The larger-pitch allows for a more rugged and longer-lasting design, Husky says.
Husky also upgraded the CoolPik robot on its HyPET preform systems. The bladder-type transfer system was replaced by a vacuum transfer system to reduce maintenance and ease setup.
Husky introduced other HyPET improvements that reportedly trim cycle times up to 25% compared with three years ago. These include improved in-mold and post-mold cooling (through the addition of a fourth stage of cooling) plus faster dry cycling and hot-runner refinements. For example, a HyPET 300 system produced a 14.5-g preform for a 500-cc water bottle in a 72-cavity mold in 6.5 sec, while a HyPET 500 molded a 20-oz carbonated soft-drink bottle in a 144-cavity mold in 10.5 sec.
Long-fiber compounding
Compounding in-line with injection in order to incorporate longer glass fibers and reduce material cost was demonstrated by two machinery OEMs. Both systems involve a twin-screw compounder mounted on top of an injection machine. The twin screws pull in and chop continuous glass rovings. Husky has revived its development of this technology through cooperation with twin-screw extruder supplier Coperion Werner & Pfleiderer. Husky’s In-Line Compounding (ILC) cell mounts a Coperion ZSK70 extruder on a 2500-ton Quadloc two-platen press with a hot-runner system and robot.
The system is an alternative to the use of pre-compounded long-glass pellets. ILC allows flexibility in the material formulation, as well as improved mechanical properties at reduced material cost, says Jeff McDonald, Husky’s automotive v.p. A system is installed at a global Tier I automotive supplier. It can produce front-end modules, door-module carriers, and instrument-panel carriers.
NPE was also the North American debut for Krauss-Maffei’s Injection Molding Compounder (IMC) with a twin-screw extruder mounted over the injection press, which was first introduced at K 2001 in Germany. The 1000-ton system produced an automotive front-end carrier using 30% long-glass PP. Krauss-Maffei has sold more than 30 units globally, 10 of them for North American plants. Most systems are of 2700 to 3200 tons, though K-M is working on a 4000-tonner. Major applications are structural auto parts and shipping pallets.
A new factor in direct in-line long-fiber compounding and molding is Engel, which is now working with PlastiComp to offer PlastiComp’s patented Pushtrusion technology on Engel’s Combi press (licenses are included in the purchase).
The Pushtrusion Direct In-Line Compounding unit is a small extruder unit and glass-roving feed system that is mounted atop the feed throat of the primary injection press. The system melts the resin and forces it through the Pushtrusion die, where it wets out continuous glass rovings. The melt pressure coming through the die pushes the glass into the system, where an internal knife chops the material to desired lengths of 2 to 10 mm. The chopped material is fed into the throat of the Engel press fitted with a special screw designed for low shear and little mixing.
Plasticomp offers a portable Pushtrusion unit as a separate device, but Engel’s integrated system is said to have advantages: integrated control from the Engel operator panel and lower cost and smaller footprint since no separate power supply is needed for the Pushtrusion device.
Auto glazing demos
Milacron publicly demonstrated molding of automotive glazing for the first time, using a standard Maxima MG 1100 two-platen press. It injection-compression molded a fixed sidelight from clear polycarbonate overmolded with a black PC frame. The second injector was mounted on an angled sled affixed to the stationary platen above the primary unit. The system was done in partnership with Exatec, LLC, Wixom, Mich., which provided the mold with a retractable core. Shot weights were 2.15 lb for the clear PC and 8.4 oz for the black frame.
Engel molded a two-color sunroof panel using its Glazemelt technology on a Duo 1650 US Combi-M machine. Unlike Milacron, Engel used a rotary stack tool from INglass of Italy.
Meiki America molded a prototype two-component roof panel on a new a 3400-ton model in its Meiki Dynamic Injection Press (MDIP) series for large, thin-wall parts. The press was designed in cooperation with Japan’s Teijin Chemicals, which makes special PC grades for auto glazing. The MDIP-2100-HR2 is said to be the world’s largest two-component rotary injection-compression machine. Platen parallelism is said to be within ±25 microns. Platen movements are controlled with hydraulic servo valves. The machine has 2100 x 2100 mm tiebar spacing and the 1900 x 1900 mm rotary table is indexed hydraulically.
Multi-component machines
Engel and a group of partners developed the new “Dolphin” multi-component process to produce auto interior trim such as instrument panels with integral thermoplastic foam skins. This avoids secondary operations such as slush molding and post-trimming, as well as non-thermoplastic urethane foam. Recyclability is thus enhanced.
The process takes place in one Engel Duo two-platen machine with the multi-component Combi M configuration and Trexel’s Mucell microcellular foaming process. Dolphin uses a rigid carrier of PBT/ASA alloy (BASF’s Ultradur S) and a special copolyester thermoplastic elastomer called Pibiflex from P-Group of Ferrara, Italy. Pibiflex can be foamed with the MuCell process yet delivers a high-class surface—unlike most TPEs—and bonds well to PBT.
The glass-filled, high-flow PBT/ASA carrier is shot first, and then the mold is rotated for injection of the second material in a “negative coining” (mold expansion) step with Engel’s Coinmelt process. The mold-opening stroke determines the thickness of foaming and hardness of the surface.
Taking an opposite tack, Demag demonstrated overmolding of dissimilar materials chosen so that they would not adhere to each other. Demag’s 120-ton Multi machine with two injection units produced a magnifying glass with protective case from optical-grade PC and glass-filled nylon. The two materials are combined by a flip hinge, and ran in a two-cavity mold with indexing plate in 20 sec. When cooled, the two materials do not stick, so the magnifying glass can rotate in and out of the case on pin-type hinges.
Nissei introduced a new all-electric press specially engineered for two-color or dissimilar materials. A horizontal 154-ton DCE140-9E Elject model with a servo-driven rotary table employs a new “shockless” rotation mechanism for higher precision and longer life. It indexes 180° in 0.9 sec. It uses two NEX-style electric injectors arranged side by side and a toggle clamp. Simultaneous motions allowed molding a two-color mug in two cavities in a 20-sec cycle. The system also has a new high-performance mold protection function.
Dima plans to bring its hydraulic DTC line for two-component molding to North America. It has a rotary turntable and integrated second injector.
More packaging machines
Engel showed a 300-ton model of its new Engel Speed accumulator-assisted hydraulic toggle series designed expressly for packaging. Engel will add a 440-tonner in the fall, followed next year with 550- and 710-ton units. They have a redesigned base, toggle, and moving platen.
Engel also rolled out its new CC200 touchscreen controller. It features an intuitive control panel, said to permit faster initial set-up and synchronized movements. All Engel automation is fully integrated into the control using the RC 200 robot control.
Engel also demonstrated integration of RJG’s eDart process monitor with the CC200 controller—the first such move by an injection machine OEM. This allows users to program separate profiles for the three phases of filling, packing, and holding and to use cavity-pressure monitoring as the changeover between the phases. RJG eDart screens appear on the CC 200 display.
Husky introduced its new HyPac line for thin-wall applications. The series will range from 300 to 600 tons and features several new technologies, including the new Ultra Packaging (UP) hot-runner system. A new direct-drive electric injection unit boosts acceleration rates to twice the industry standard, and maximum speed is 30% higher (300 g/sec), which allows for 10% lighter parts. There is also a new fast-acting pneumatic pin shutoff.
Husky also developed a new split sprue-bar (SSB) system that keeps the mold area clear for free-drop parts or robot access and eliminates drool and stringing when running stack molds. The split sprue bar is offered in an in-line or offset configuration. A HyPac unit produced a 19.5-g deli container in a 24-cavity tool in 3.8 sec.
Two-platen progress
Krauss-Maffei showed its new CX line of two-platen machines in 385, 880, and 1760 tons, which replace its C series. Clamp length is 30% shorter, and it has improved hydraulics for better performance. Access to the clamp is easier, too. The CX line has an electric screw drive as standard. For clean-room applications, CX models incorporate a new drive system that retracts the clamping unit from the clean room for mold changing or maintenance. In addition, K-M’s new MC 5 control is standard.
Battenfeld introduced its upgraded HM series two-platen presses, showing 28- and 450-ton models. Upgrades include injection pressures up to 42,630 psi and injection speeds up to 300 mm/sec.
Demag beefed up its Titan two-platen line with new 1500- and 1760-ton models.
Hydraulic lines upgraded
Cincinnati Milacron rolled out the sixth generation of its Magna hydraulic toggle machine. The Magna MTg comes in four sizes from 170 to 450 tons and has a new injection unit, new hydraulics that are easy to service, new Mosaic control, and a compact footprint with fast-lockover clamp. It is designed for fast set-up and changeover. Proportional hydraulics yield a positioning accuracy of ±0.0014 in.
As reported in April, Arburg’s Allrounder C Golden Edition of horizontal hydraulic presses features improved controls and valve technology for greater accuracy. Sized from 44 to 220 tons, they have the “Selogica direct” controller with new 15-in. color touchscreen instead of a keypad.
Nissei upgraded its FN series of fully hydraulic presses with a longer screw and barrel, optimized hydraulics, reduced sliding resistance, and the TACT controller for high-speed injection control and repeatability. There is also a new oil heat-up function to ensure quick starts. The upgrade results in one-third shorter set-up time, 50% less part-weight deviation, and 30% energy savings. Eight models range from 89 to 501 tons.








Related Content

Precision Processing Requires Precision Equipment
Moretto offers plastics processors and micromolders for a broad suite of auxiliary solutions targeted specifically for precision processing.
Read More
IMM Cells Display Communications, Energy Measurement and Energy Recovery
NPE2024: Wittmann is featuring five injection molding machines incorporating its range of robotics and auxiliaries, with all products employing industry 4.0 communications, energy measurement and a brand-new red color.
Read More
Wittmann Plans 7 Injection Molding Machine Displays at K 2025
MacroPower and EcoPower debut with micro, closure, 2K, LSR, vertical molding and more.
Read More
Midtonnage Hybrid Range With Compact Footprint Launches
NPE2024: Milacron has the global launch of its new M-Series injection molding machine line featuring a large clamp stroke as standard in a line of midtonnage, compact-footprint machines.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More