


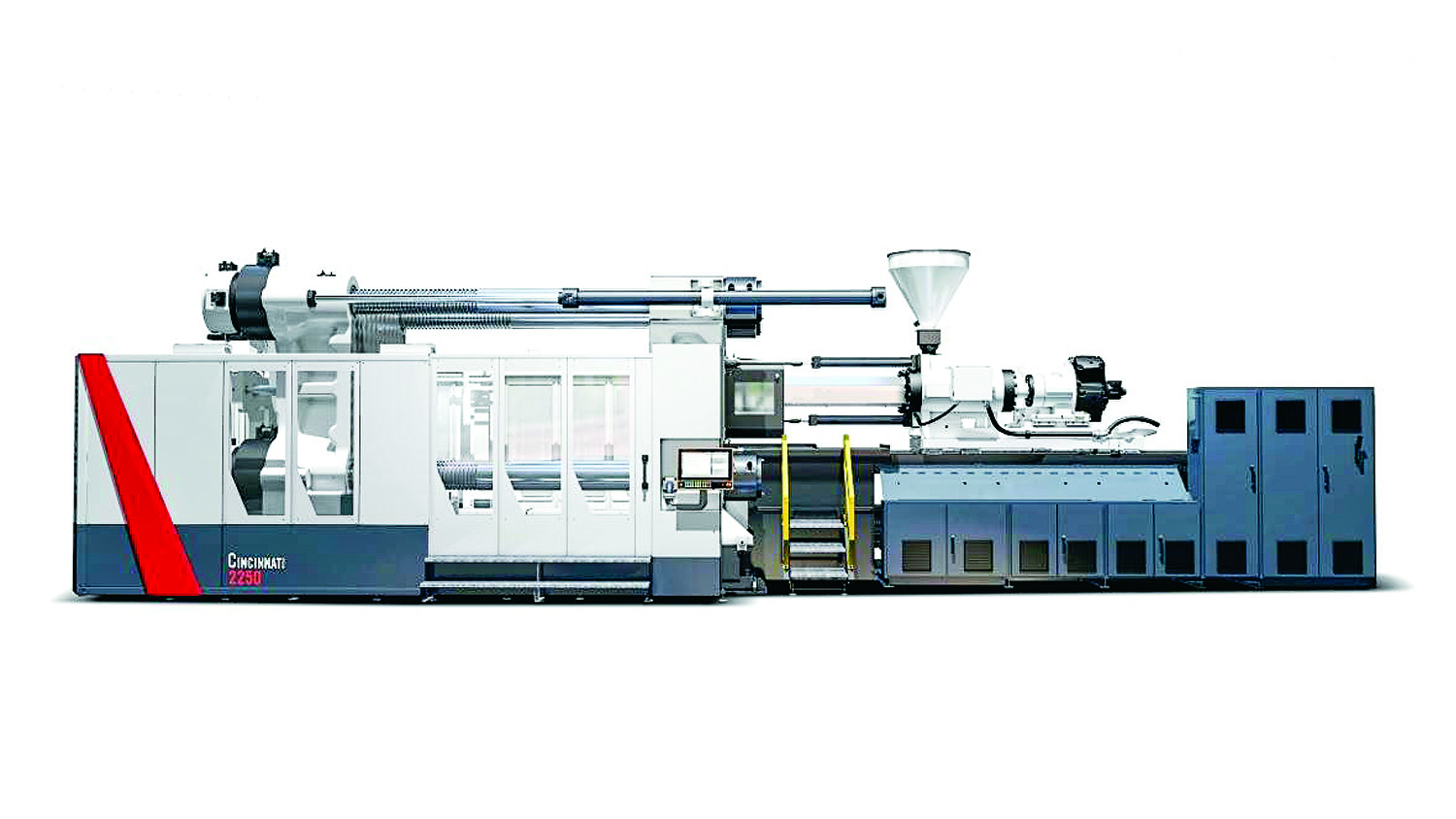
This 2250-ton press, part of Milacron’s new Cincinnati series, is an example of the dominance of servo-hydraulic two-platen presses among new machines at NPE.

Lucky Goldstar (LG) is back, under the name LS Mtron. The One is its new premium line of servo-hydraulic two-platen presses.
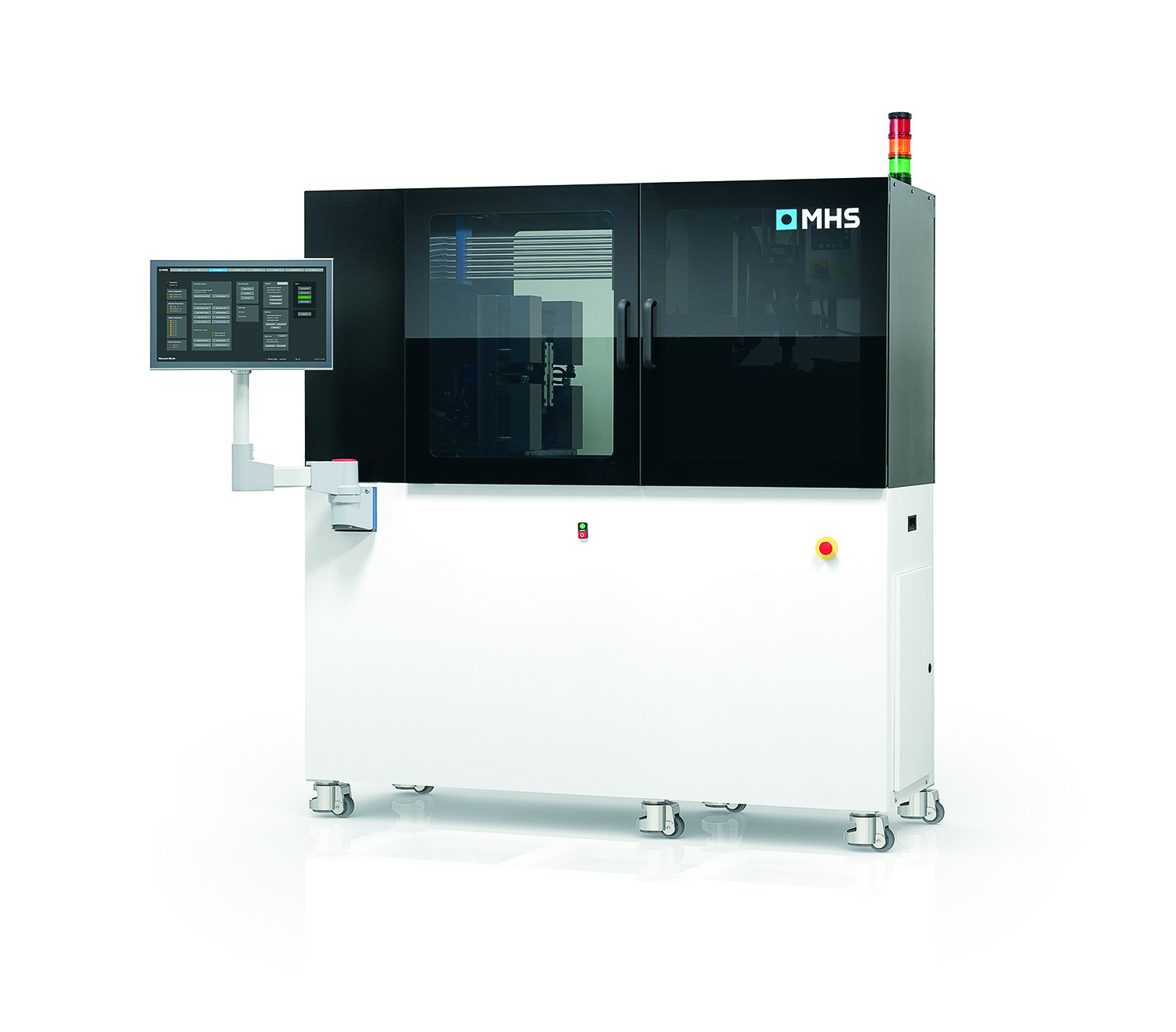
New M3 micromolding system from MHS Hotrunner Solutions is said to provide extreme shot size precision and maximum protection of sensitive resins from thermal degradation through a novel three-step injection process involving two plungers and a valve-gate nozzle.

Brown Machine’s new Quad Series thermoformer is available with a dual servo-drive system that maintains coining force at higher speeds.
New Compeo series compounder from Buss Corp. can run a gamut of materials and recipes without changing any hardware.
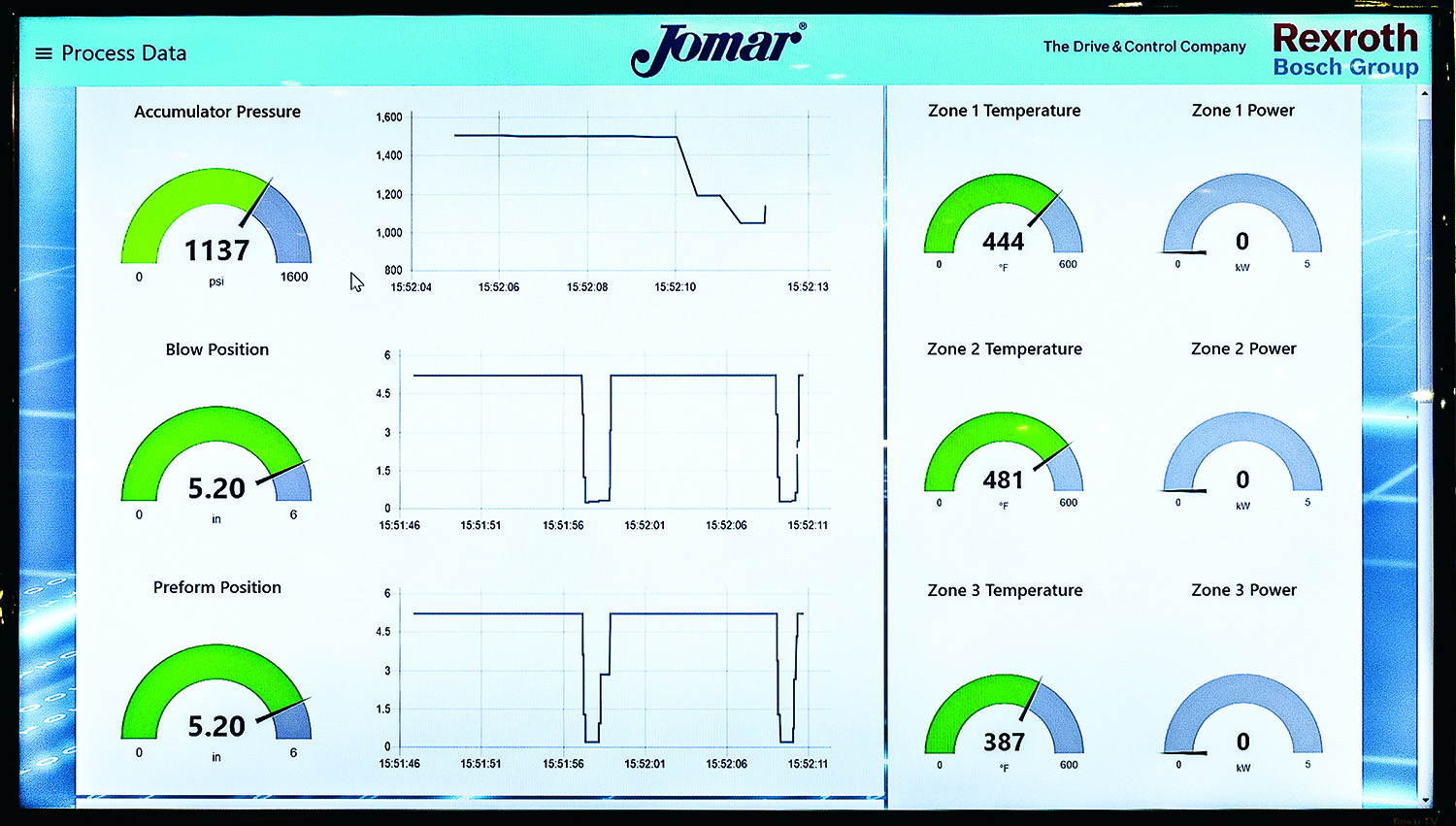
Jomar’s newest servo-hydraulic injection-blow machines have controls designed with Industry 4.0 in mind—for example, remote monitoring of process-data “dashboards” like this one.

Examples shown by Bekum of growing applications in extrusion blown EPET, in some cases replacing PETG copolyester for enhanced recyclability.

HDPE pharma bottles are made up to 28% lighter with a combination of SACMI’s Compression Blow Forming (CBF) process and Milliken’s barrier-enhancing UltraGuard additive technology.

NPE2018 was rich in new molding, extrusion, and thermoforming hardware and technology. Much of this was reported in our April and May issues (including the five Show Dailies). Nonetheless, our editors vacuumed up enough additional news to require two more issues to present it all. But for the full picture of all that was on display in Orlando, go to the NPE2018 Zone at PTonline.com to explore the wealth of earlier reports on new technology.
INJECTION MOLDING NEWS
Our previous coverage included new and enhanced injection presses from Arburg, Bole North America, Boy Machines, ChenHsong, Engel, Fortune International, KraussMaffei, Führung/Leadway, FCS/Maruka, Md Plastics, Milacron, Negri Bossi, Netstal, Nissei, Plustech/Sodick, Sumitomo Demag, Wilmington Machinery, Wittmann Battenfeld, and Yizumi-HPM. Presented here are additional new entries and more on some machines on which few details were previously available.


New machines were overwhelmingly of two categories, all-electric and servo-hydraulic. Within the latter group, a case could be made that the stars of the show were two-platen presses, whose compact format fits neatly with burgeoning applications for large machines for automotive, recreational vehicles, housewares, large bins, and other medium-to-large parts. Quite a few of these machines at the show hailed from China or South Korea.
For example, CH-America, the new representative for Chen Hsong of Hong Kong, is particularly excited about the new Supermaster servo-hydraulic two-platen series from 700 to 6500 metric tons (7150 U.S. tons).
CH-America sources point enthusiastically to platen speeds up to 700 mm/sec—“almost unheard-of” for this type of machine—together with modularity that allows buyers to mix and match 14 clamp sizes and 29 injection units.
Clamp speeds up to 1100 mm/sec are claimed for new two-platen lines from LS Mtron, the new name for what used to be Lucky Goldstar and then LG of South Korea (U.S. office in Norcross, Ga. Under an agreement announced at NPE, LS Mtron named Daiichi Jitsugyo America (DJA) as a distributor in the U.S. DJA also distributes Niigata injection machines from Japan. Niigata builds only all-electric toggles, however.
LS Mtron, the largest injection machine builder in South Korea (2800 machines in the last year), is looking to revitalize its U.S. presence. It offers three series of two-platen presses: the servo-hydraulic WIZ series from 450 to 1100 m.t.; WIZ-X series from 1300 to 4000 m.t.; and the One series of premium two-platen hybrid presses from 500 to 3300 m.t. The last series comes with a one-touch automatic tiebar-pulling system, quick-barrel-change system, and 250% greater mold-weight capacity.
LS Mtron also builds the WIZ-T series of servo-hydraulic toggles from 90 to 400 tons and WIZ-E series of all-electric toggles from 18 to 850 tons. (Niigata’s electric toggles range from 55 to 950 tons.) All machines have KEBA controllers. Scan a barcode on the mold, and load setup recipes for the press, robot, chiller, hot runner, etc. Controls for the auxiliaries can be integrated into the machine controller, and settings can be monitored and changed from a tablet.
As reported in our May Keeping Up, Engel is bringing its Wintec line of Chinese-built machines—all-electric toggles (55 to 310 tons) and servo-hydraulic two-platens (500 to 1900 tons)—to the U.S. These machines (all with KEBA controls) are designed for general-purpose applications and offer limited options. They are available at substantially lower prices than the Engel line of machines, while maintaining high quality, the company says. Though supplied from Engel’s U.S. headquarters in York, Pa., Wintec machines have their own president for the Americas, Peter Auinger, and their own North American sales manager, Don Ivey. In order to maintain the goal of quick delivery in the face of growing demand, Wintec is more than doubling the size of its Chinese plant and increasing the number of production employees 60% by the end of 2019.
LK Systems, Inc. of Hong Kong (U.S. office in Holland, Mich.) showed off its third-generation servo-hydraulic, two-platen machines—the Forza III series from 450 to 7800 tons. They have 10% greater daylight than the previous generation, as well as KEBA controls and linear guide rails for the clamp and injection unit.
Welltec Machinery of Hong Kong highlighted its JSeII series of servo-hydraulic two-platen presses from 450 to 4000 tons. They have B&R controls. Building injection machines since 2014, Woojin Plaimm of South Korea (U.S. office in Mount Prospect, Ill.) offers the DL-A5 series of premium servo-hydraulic two-platen presses from 500 to 3630 tons. Engineered in Austria, they come with B&R controls. The company also builds servo-hydraulic toggles from 50 to 880 tons, all-electrics from 30 to 850 tons, and vertical presses from 50 to 150 tons.
Other new or upgraded two-platen machines at the show previously reported included the following:
• Zhafir Jenius (JE) Series from Absolute Haitian, with servo-hydraulic clamp and electric screw drive and injection.
• GenII FA series servohydraulic presses from FCS of Taiwan, sold here by Maruka US.
• Medium-sized GX servo-hydraulic two-platen presses from KraussMaffei with a new “speed” option that includes electric screw drive for faster cycles.
• New Cincinnati series of large servo-hydraulic, two-platen presses from Milacron. A 2250-tonner ran at the show; a 6750-tonner is being built for a U.S. molder. This redesigned series features improved operator access to the mold and ejector areas, long stroke, full-stroke rod guidance, improved platen parallelism, simplified strain-rod pulling with a split nut, quick barrel change, active level sensors that adjust while the machine is running, and Mosaic+ control with fully integrated Mold-Masters iM2 hot-runner controls and optional integration of a six-axis robot. The machines also boast faster clamp speeds (up to 1035 mm/sec for the 2250-tonner) and ability to carry heavier molds (to 121,250 lb on that model).
• Wilmington Machinery discussed its new Lumina MP800 two-stage, medium-pressure machine, which has electric screw drive and servo-hydraulic plunger and two-platen clamp.
• Wittmann Battenfeld reported that it is building larger MacroPower servo-hydraulic, two-platen machines, including its first 1100-, 1600-, and 2000-ton models.
• Yizumi-HPM showed a 1200-ton model in its new DP-N series of servo-hydraulic, two-platen machines with KEBA controls, tailored specifically for the U.S. market. By the end of this year, the company plans to offer wide-platen versions of all sizes (550 to 3500 tons), which will be 15-20% wider than standard models. In the future, the line will be extended to 5000 tons.
MORE NEW MACHINES
Here’s a handful of other types of new machines at the show not previously reported: Alba Enterprises displayed the new 10-ton servo-hydraulic Babyplast micromolding machine; the maximum size was 6 tons previously. Also new is upgraded software with remote monitoring capability, faster CPU, and more detailed cycle-time analysis and QC package.
Another new micromolder is the M3 system from MHS-Mold Hotrunner Solutions. Suited to parts from 0.001 to 0.400 g, this system generates 4 m.t. of clamping force solely with electromagnets. An electric linear motor opens and closes the tiebarless clamp at speeds up to 6000 mm/sec. The molds are simplified “insert carriers” that use the company’s Rheo-Pro hot-runner valve gates for direct gating of parts with no waste. The system handles up to eight (4 + 4) cavities, which can be multiplied to 32 by gating onto small sub-runners. Enclosed in its own cabinet, the system can integrate material feeding and drying, “touchless” robotic vacuum takeout, vision inspection, conveyor, and TCU.
As compared with previous MHS systems, the M3 boasts larger shot capacity (628 or 1430 mm3), faster cycles (4 to 6 sec), faster tooling changes (a few minutes for one person), and more Industry 4.0 features—more communications and monitoring options, remote control, and more sensors throughout the machine for process monitoring.
Most important is a new injection concept, called Isokor. This proprietary three-step injection process uses two plungers. One key feature is pre-pressurizing the melt in the barrel and hot runners, and maintaining that pressure so that the system does not encounter variability in shot size due to melt compressibility. Another advantage is preservation of material properties by using relatively low-temperature plastication and gradually bringing the melt up to processing temperature only at the gate, where material is injected with extreme speed and pressure (up to 60,000 psi).
Husky Injection Molding Systems announced a new medical machine called HyperSync M, adapted from a cap-molding system introduced at K 2016. It boasts improved ejector parallelism and a smaller injection unit for more precise control. It also monitors mold cooling-water flow for quality control. Husky says it had sold 30 of these units.
JSW Plastics Machinery showed off its new “Flip” auxiliary injection unit, a servo-electric device with 1- to 1.5-oz shot capacity for use with JSW machines up to 450 m.t. It can be integrated with the controls of AD or ADS series machines or as a mobile stand-alone unit.
LK Systems brought out its first all-electric machines late last year. The e2Xcel line ranges from 45 to 500 tons. They have beltless direct drive of the clamp and injection unit, Gefran controls, and a servohydraulic power pack in the base for core pulls. The company also offers the eXcel line of servo-hydraulic toggles from 90 to 915 tons.
Milacron released details on its new Quantum servo-hydraulic toggle line from 125 to 610 tons. Replacing the MTS line, the new presses are said to be 30% faster with longer stroke and large tiebar spacing. The company described it as “a packaging machine for the price of a general-purpose press.” In addition, the new base design is said to reduce deflection by 20%, and the new toggle design reportedly allows reducing minimum tonnage by an additional 30% vs. conventional toggles. They come with Endura Touch control, including a 15-in. color touchscreen, adjustable height and swing arm, real-time energy monitor, data storage for up to 80 molds, new core-pull configurator for custom sequences, SPC process monitoring with graphics, and ability to fully utilize the new M-Powered suite of connectivity (Industry 4.0) features.
Niigata of Japan, supplied here by DJA, brought out its eighth-generation all-electric toggle line, the MD-S8000 series from 55 to 500 tons. They offer a larger control screen and linear guides in all sizes (previously only up to 200 tons). Also new are eighth-generation vertical electric presses with a rotary table.
The MDVR S-8000 series runs from 55 to 165 tons. Both use the new S8000 control with a larger screen and remote monitoring capability—including the Factory View dashboard providing a quick look at production counts and other data. This controller also permits remote service and troubleshooting, and it can send email alerts of alarms or notices when it’s time for scheduled maintenance. Controls for hot runners and TCUs can be integrated with the machine controls, so all three can be set up automatically as part of the mold recipe.
Yizumi-HPM introduced its latest series (FE-N) of all-electrics from 65 to 290 tons. The company is working on a 360-tonner, which it expects to introduce by the end of the year.
Sumitomo (SHI) Demag Plastics Machinery North America demonstrated some novelties on its latest SEEV-A all-electric presses. One was a new automated color-change system from CAM Co., Ltd. of Japan. The Pigmic color feeder uses a metering disc—a variable-speed rotating plate with holes to let the powdered colorant fall through—to dispense colorant into a feeding tube that extends deep into the feed throat so that only the resin in the barrel is exposed to colorant. The programmable unit changes colors prior to the last shot of the previous color and begins feeding the next color. A color-definition camera works together with the Pigmic unit in a closed-loop feedback manner to determine when the color change is complete and reject all intermediate parts. This system reportedly saves labor by automating the color-change process and saves time and material by shortening color-change times. What’s more, the camera system works between color changes to ensure color consistency and adjust color feeding as needed. About 17% lower color usage is said to result from such optimization.
On a 130-m.t. SEEV-A machine, Sumitomo Demag demonstrated its relatively new S-Move software for speeding clamp closing in complex molds with deep draws and many slides or motions. The system molded 1-ml PP medical pipettes (0.87 g each) in a 32-cavity hot-runner mold in 7 sec. S-Move replaces multi-step mold open/close speed profiling with an optimized profile that is both smoother (less vibration) and 15% faster by eliminating unnecessary steps, the company says. This is possible because the control “learns” where high contact force occurs relative to mold position. Then it can close the mold much faster, while “thinking ahead” to anticipate those critical points and decelerate appropriately. S-Move reportedly auto-tunes clamp speed and ramp speeds within two or three cycles.
Another new software feature—variable accumulator loading—was demonstrated by Sumitomo Demag on its super-high-speed El-Exis SP 300 hybrid press. It molded 72 HDPE stillwater caps (26/22 mm) with tamper-evident band in 1.8-1.9 sec, though the system is said to be capable of 1.6-1.7 sec cycles. To save time, the system starts injection before the mold is fully locked up, almost like injection-compression molding. The new feature adjusts accumulator charging to provide only what the process requires, for a reported 10-15% energy savings.
NEWS IN CONTROLS & MES
Arburg provided more details on its new controls. Two machine sizes, the Allrounder 920 H and 820 H (550 and 440 m.t., respectively) have been converted to the new design introduced with the 1120 H (650 m.t.). The 920 H is currently available, the 820 H is coming in October. An option on these two machines is the new Gestica controller that’s standard on the 1120 H; standard configuration is with a new design of the Selogica control, dubbed Selogica ND. The main difference is that the Gestica control embodies the look and feel of smart mobile devices.
The company also has introduced six optional “digital assistance packages” for users of Selogica and Gestica controls. The first of these is not actually a new capability; called “4.set-up,” it provides guided step-by-step setup assistance for inexperienced operators. Another is the new “4.start-stop,” which is said to simplify and shorten times for production startup in complex applications, such as with multi-component and hotrunner molds. It provides a guided filling study for a new mold.
Simulation of filling will be added to the machine control in the future. “4.optimization” is designed to enhance part quality with features for customized process and efficiency optimization, such as injection during mold closing, dosing across cycles, and extended mold-locking functions. Future enhancements will include screw-position-controlled injection for hydraulic presses—already available for all-electrics.
“4.production” offers experienced operators greater flexibility and freedom in programming functions for special processes and complex molds. An example is the ability to program greater numbers of hot-runner cavities. Future plans include adding a nonlinear curve of pressure drop at the transition point from injection to holding phases, replacing the current programming of linear steps. This new feature reportedly will help balance multicavity molds.
“4.monitoring” provides detailed process and quality monitoring and seamless process documentation. It helps detect process deviations at an early stage.
“4.service” incorporates Arburg’s new remote service capability, with online support and ability to give Arburg technicians direct access to the machine control. The company is also exploring use of Augmented Reality for service, whereby special goggles can overlay a view of the actual machine with additional virtual information or objects. The company is also working on predictive-maintenance features.
Toshiba Machine showed off its new ECSXIII all-electric machines with their enhanced V70 controller. It has a screen twice as large as previous models and offers varying access levels via ID card, fingerprint, or facial recognition. Incorporation of the OPC UA communication protocol reportedly permits integration of robots, hot runners, chillers, and other auxiliaries. Setup recipes for these auxiliaries can be saved together with the mold data and recalled for automated setup of the cell in later runs.
Toshiba also demonstrated integration of a Mold-Masters E-Multi auxiliary injector for a multi-component demonstration. Toshiba six-axis robots will also be fully integrated into the V70 in the future.
Toshiba also demonstrated automated quick mold change using magnetic platens and an automated mold cart from Pascal of Japan. On a 250-ton ECSXIII press, the system accomplished changeovers in 2.25 min, part to part, on a fully automated basis. The magnetic platens are not bolted on, but are replacements for conventional platens, so there is no sacrifice of die height. A robot assisted the mold change by replacing the knockout rods, which were also magnetically coupled.
In manufacturing execution systems (MES), T.I.G. of Austria, now owned by Engel) is offering a new entry-level option, called TIG 2go, which reportedly attracted the greatest interest at NPE. It enables simple, worldwide access to all connected machines through its cloud-based infrastructure. As a simple point of entry to Industry 4.0, TIG 2go offers an overview of the most important operating data like OEE (overall equipment efficiency), which includes measures of performance, quality, and uptime. For machines connected via Euromap 63/77 or OPC, TIG 2go offers simple analyses of process stability. Also new from T.I.G. is a licensing model for all its products via software subscription, which has the advantage of low initial investment cost.
EXTRUSION & COMPOUNDING NEWS
Reifenhauser introduced several products in response to growing demand for blown-film technology that expedites changeovers. The new EVO Drain is a fully automated material-changing system for all secondary resin components (the main material component is not switched to reduce the risk of bubble breaks due to lack of resin in the extruder). In this new technology, residual resins in the feed hoppers are transported by a separate conveyor automatically into a waste bag so there is no manual emptying of waste pails. Emptying and cleaning take about 30 sec for each component. Then, a drain valve in the suction pipe near the suction lance opens and enables piping to be cleaned without suction of new material; the suction lance can remain in the resin reservoir. During cleaning of the feeders, the screw runs slowly, backwards and intermittently.
Reifenhauser’s new EVO Ultra Die is billed as a fusion of axial, conical and stack die technology. A compact design and short melt-flow paths result in the lowest melt-volume possible to expedite startups and changeovers. Reifenhauser also introduced a Universal Screw, a barrier design that reportedly can run a wide variety of polyolefins along with EVOH, PP, and nylon.
SINGLE- & TWIN-SCREW COMPOUNDING
CPM Extrusion Group displayed a new 45-mm twin-screw compounding extruder designed for custom compounding and masterbatch markets. The CXE 45 sHO can be furnished with screw elements designed to gently incorporate glass fibers and/or heat-sensitive flame retardants and additives, and with Century’s T-Profile Technology elements, which boost mixing and degassing efficiency. A tie-rod design is said to enable what Century calls “an extraordinarily efficient water-cooling system,” which, combined with high-performance cartridge heaters, allows processing of high-temperature nylons for automotive applications with “unmatched process control.”
The extruder is also furnished with smart monitoring technology. For the motor, safety clutch and gearbox, optional temperature and vibration sensors can be applied to provide comprehensive condition monitoring that enables the operator to plan a preventive-maintenance program. A gearbox oil sensor constantly evaluates impurities, water content, soot formation, air content, oil aging, acidification, oil temperature, electrical conductivity and the relative permittivity of the oil. Other sensors measure ambient temperature and humidity.
For each screw shaft, a sensor assesses the torque and provides valuable information on shaft performance corresponding to specific energy input to the product and can give an indication of wear on shafts and the barrel. The machine is also equipped with condition monitoring technology for the drive, heaters and cooling water.
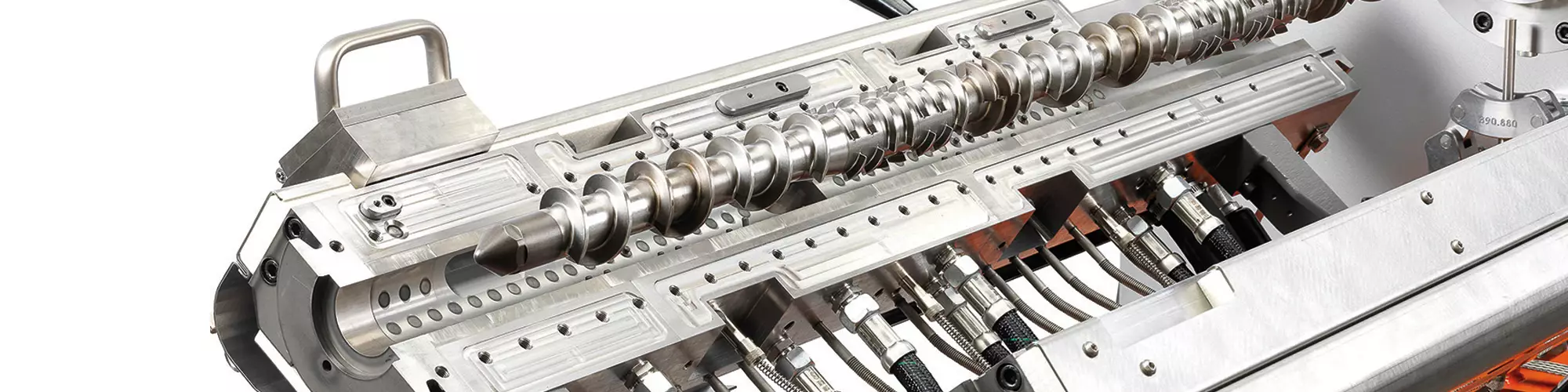
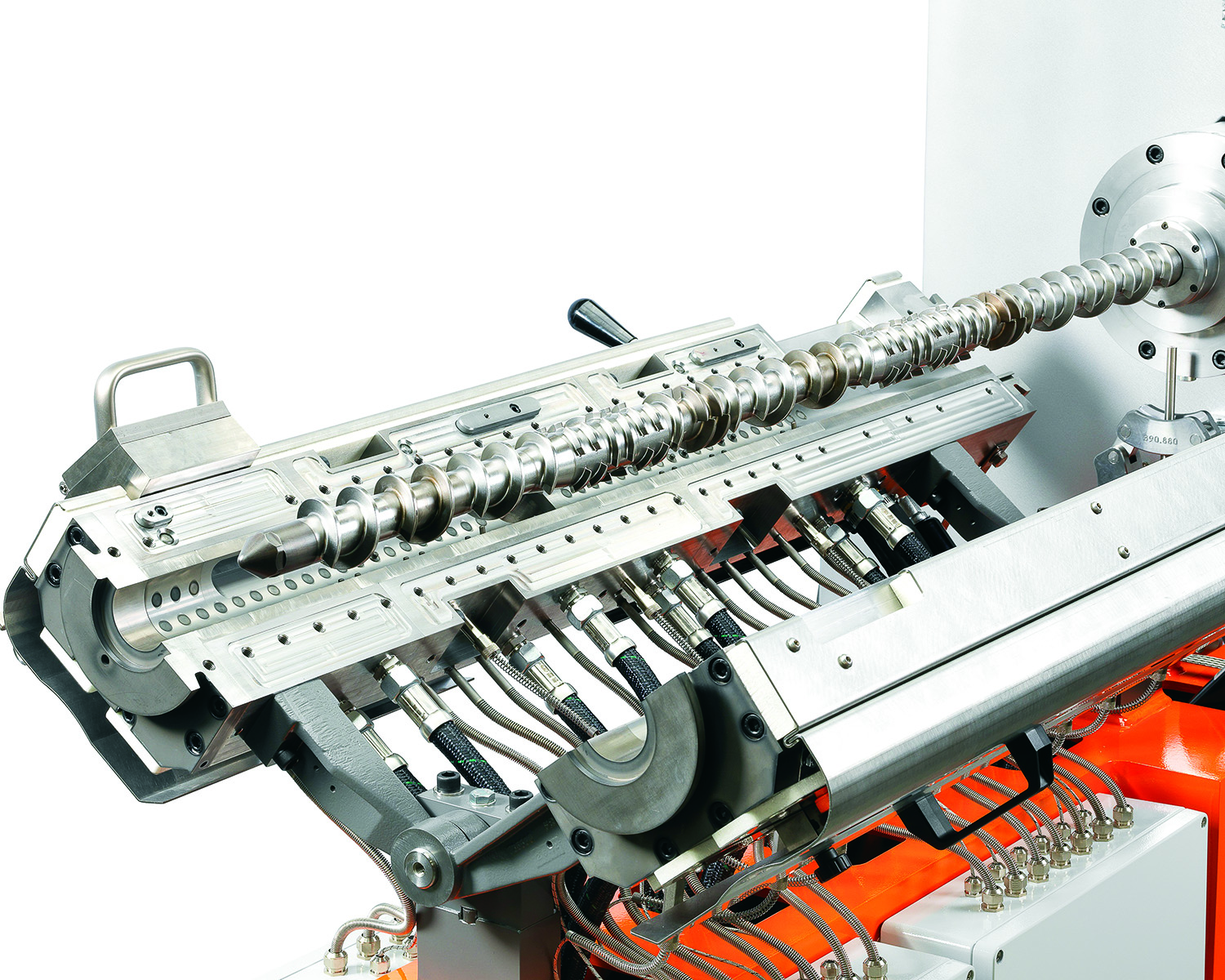
Two years in the making, the Compeo series compounder from Buss Corp. can run a gamut of materials and recipes without changing any hardware. Conventional three- or four-flight kneading elements can be combined with new elements comprising two or six flights, which can be used at any desired point in the process section. As a result, previously conflicting objectives, such as a high specific throughput at a controlled energy input, can be achieved simultaneously. All the flights are generated as free-form surfaces, which means that they provide uniformly intense product shear to prevent localized overheating.
The modular concept also means that process length, type and number of feeding units, temperature control, and degassing can all be tailored to the specific processing task. A vertical inlet screw or side feeders can also be used instead of an inlet hopper. Further side feeders can be provided along the processing zone, while liquid additives can be injected at any desired position through kneading teeth with a bore.
The newly developed discharge unit is based on the principle of a slowly rotating conical twin screw. Regardless of compounder configuration, the discharge unit builds up pressure for downstream units such as screen changers and pelletizers and ensures constant throughput even at high backpressures. The housing of the discharge unit can be removed completely for ease of maintenance and cleaning. The machine is available in 55, 88, 110, 137 and 176 mm.
THERMOFORMING NEWS
The new-generation Quad Series thermoformer from Brown Machine Group is now available with a dual servo-drive system that maintains the 180 tons of coining force provided by the original design—at speeds above 40 cycles/min (up from 28/min before). Each platen is driven by two Yaskawa servo motors and has four mechanical toggle assemblies that are corner-guided by four linear bearings.
The toggles are strategically positioned on a honeycomb platen designed to eliminate deflection and guarantee consistent material distribution across the complete mold area. Symmetrical drive loads throughout the toggle linkages and drive system are said to eliminate all over-hung loads. The dual servo-drive system can be retrofitted at a much lower cost than a new machine.
Brown also introduced the HTP-1T case-packing system, designed to erect cartons and pack products sequentially within the same machine to save floor space. The initial offering is targeted for the cup and lid industry, but the company has development plans for other markets.
BLOW MOLDING NEWS
As noted in our April show preview, PET stretch-blow machines were the most numerous category of blow molders at NPE2018. We have already reported on new systems from W. Amsler, Flexblow/Terekas, KHS, Nissei ASB, 1Blow, PET All Manufacturing and SIDE. Here’s what else was new: Aoki Laboratory America was operating four one-step injection stretchblow molding (ISBM) models in its new AL series, which offers cycle times about half those of previous versions. The company focused on speeding up the preform injection molding stage, which required an injection screw about 5D longer and wider in diameter. Increased mold cooling allows for quicker release of the preforms for an overall faster cycle.
The new AL-1000-150 was molding a 32-oz smooth, round PET mayo jar in six cavities. Compared with the previous SB III-500-150 machine with the same cavitation molding a jar of the same weight, the cycle time was 8.6 sec, vs. 17.45 sec before, for production capacity of 2508 bph, up from 1236 bph.
A new AL-500-50 was molding 30-ml PET medicine bottles in 10 cavities on a 3.4-sec cycle or 8370 bph. With the same cavitation and bottle weight, the previous SB III-250LL-50S achieved a 9-sec cycle, for 4000 bph. The new AL-500LL-50S long-stroke machine molded 200-ml PET personal-care bottles in six cavities and 8.5 sec, for 2538 bph. For the older SB III-250LL-50S, the comparable figures were 18.1 sec and 1188 bph.
The fourth new machine is the AL-1000LL-40, which molded 90-ml HDPE packer bottles in 12 cavities and 9.5 sec. This machine has four times the shot capacity of the SB III-250LL-50S, which could mold the same bottle in only six cavities and 20 sec. The difference is 4536 bph vs. 1080 bph.
SIPA of Italy (U.S. office in Atlanta) demonstrated a newly enhanced model ECS SP80 (80-ton) single-stage ISBM system for up to 16 cavities, containers up to 8 L, neck diam. to 110 mm, and outputs up to 7200 bph. This hybrid machine incorporates servo-hydraulic injection and clamping and electric screw drive. The rotary system has four stations, including one for preform conditioning. At the show, a four-cavity system produced four different bottles (around 200 ml) simultaneously on a 14-sec cycle. New features include a quick-mold-change system for short runs that can cut changeover times by about 25%.
As reported previously, W. Amsler Equipment Inc. introduced its L42X linear two-stage (reheat) machine at the show. It also showed 12-oz, long-neck craft-beer bottles produced for visitors to the NPE Bottle Zone. These monolayer, amber-colored PET bottles contained a barrier additive and were capped by a standard metal crown closure.
Another interesting bottle displayed by Amsler was a 1.5 L screw-top wine bottle for the Magnotta winery of Toronto (photo on p. 8). Like the beer bottles, they use a barrier additive, and also a colorant from Repi S.p.A. to eliminate the resin’s blue tint.
Kiefel’s Mould & Matic subsidiary showed off one of its Blowliner one-stage ISBM machines based on an Engel injection unit and a linear stretch-blowing system with integrated take-out robot. The Blowliner M (medium-size) machine at the show has been sent to Kiefel’s U.S. office in Portsmouth, N.H., for customer trials and demonstrations.
OTHER BLOW MOLDING NEWS
Our pre-show reporting include new machinery from Uniloy Milacron, Rocheleau, Hesta, Graham Engineering, PET Technologies of Austria, and S.T. Blowmoulding of Italy. In addition, we reported in last month’s NPE Close-Up that Jomar Corp. may have changed some perceptions of what the injection-blow process can achieve with production of polycarbonate LED light bulbs with very low-visibility gate marks and parting lines. This demonstration of the company’s new-generation servo-hydraulic IntelliDrive 85S machine also showed off its Industry 4.0 capabilities in the form of remote process monitoring on an easy-to-read “dashboard” of variables such as accumulator pressure, preform and blowing clamp positions, servomotor rpm, screw rpm, zone temperatures, and power consumption. Future enhancements reportedly will include remote preventive-maintenance monitoring of factors such as screw hydraulic pressure to detect hydraulic leaks.
In keeping with the Industry 4.0 theme, Kautex presented Kautex Remote Service, allowing remote diagnostics and troubleshooting by Kautex technicians, saving the time and expense of an on-site visit.
Two other exhibitors of shuttle blow molding equipment, Bekum America and Hesta of Germany, represented here by Jackson Machinery, both talked about a market shift from PETG copolyester (recycling code 7) to extrudable PET, or EPET (recycling code 1), in order to make clear bottles that can be mixed with the standard PET recycle stream. Machines for EPET reportedly need higher clamp force and a longer extruder that can run at lower rpm to generate less shear. The looming issue, sources said, is availability of sufficient quantities of high-melt-strength EPET resin to support this increased demand.
Meanwhile, Bekum discussed two new features of its EBlow and HyBlow machines. One is the adaptation of Bekum’s spiral-flow head to smaller sizes (e.g., 40 mm). Another is a quick-mold-change option that reportedly allows changeovers in less than 15 min per side without tools. Mold change is from the front instead of the side, an unusual arrangement that allows closer spacing of machines in a plant. One element of this QMC technology is magnetic clamping of the molds and blow pins; the mold comes out with the pins in place.
As reported last month, W. Müller USA showed how it can dramatically reduce color-change times by applying a plasma spray coating of amorphous metal onto the flow channels of its continuous-extrusion heads. The coating is said to be more lubricious, lowering the tendency of the plastic to stick to the metal.
SACMI of Italy (U.S. office in Des Moines, Iowa) demonstrated production of super-lightweight barrier HDPE pharmaceutical bottles with its unique Compression Blow Forming (CBF) system in a joint project with Milliken & Co. and blow molder Jarden Plastic Solutions, Greer, S.C. The 90-ml bottles were molded of Dow 6620 Health+ HDPE and Milliken’s new, proprietary UltraGuard additive, which alters crystal orientation to create a tortuous path that inhibits passage of moisture and oxygen. Milliken’s technology is said to boost HDPE barrier properties by 20% to 60%. This, together with SACMI’s CBF technology, which reportedly produces consistent bottle walls without thin spots, is said to allow for HDPE pharma-bottle weight reduction of up to 28%. CBF maintains bottle weight within ±0.1 g, according to SACMI. The system also incorporates eight cameras for inline QC checks of bottle dimensions, wall thickness and presence of contaminants.
As we reported in the NPE Show Daily, Wilmington Machinery was talking at NPE about several new machinery concepts. In rotary wheel machines for packaging, Wilmington has an idea that increases the machine’s efficiency—the percentage of time that each mold is actually forming parts—from 65% to 80%. Russ LaBelle, company founder and president, calls it a “radical improvement” in dry-cycle time that will result in more bph per mold.
At the show, he was also talking about foam blow molding for bottles and industrial parts. Potential applications include large (40-gal) industrial containers and automotive parts such as tanks for fluids other than fuel. LaBelle is considering foam-core and other multi-layer structures that could be produced on wheel or reciprocating-screw machines. He has a patent on a machine with three reciprocating screws that could make parts from 1 to 100 lb. Accumulator heads is another possible alternative.
As reported in our April preview, Trexel, Inc. presented its new MuCell P-Series nitrogen dosing unit for microcellular foaming of thin-wall products such as packaging. At the show, company sources noted that this technology can also be used for injection-blow molding.
What’s more, Trexel has modified the design of its B-Series dosing unit for industrial extrusion blow molding. It now can be used for both conventional 2D blow molding and 3D suction blow molding. Also new is the ability to use the MuCell process with a standard screw, eliminating the need for a restriction to keep the gas from blowing back upstream, because very little gas is required for blow molding.








Related Content

Four Industry 4.0 Tech Adoption Insights from Indiana Plastics Manufacturers
As more plastics manufacturers step into the Fourth Industrial Revolution, insights have emerged about how best to approach the digital transformation journey.
Read More
For Extrusion and Injection-Blow Molders, Numerous Upgrades in Machines and Services
Uniloy is revising its machinery lines across the board and strengthening after-sales services in tooling maintenance, spare parts and tech service.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Inside the Florida Recycler Taking on NPE’s 100% Scrap Reuse Goal
Hundreds of tons of demonstration products will be created this week. Commercial Plastics Recycling is striving to recycle ALL of it.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More