

Suhas Kulkarni (right) instructs participants during a DOE workshop at custom molder Comar’s plant in Garden Grove, Calif., held in conjunction with Plastics Technology’s Molding 2018 Conference.
In this experiment, 30 shots were collected, and the weights were recorded for the individual cavities and the runner. The combined range for both cavities was low, but the range for the individual cavities was higher. The low combined range suggests that the machine was consistently delivering an accurate amount of melt from shot to shot. However, if the individual cavities are showing variation, it suggests that there is a hesitation effect in the flow into the cavities, where one is filling preferentially over the other.


A two-part series on process capability by this author was published in Plastics Technology in May 2018 (Improving Molding Process Capability: Understanding the PVT Graph) and August 2018 (Improving Molding Process Capability: The Role of the Five Essential Pillars). The articles were based on studies conducted by the author at his firm’s lab in Carlsbad, Calif. Generating the data for these two stories revealed an intriguing phenomenon: The injection molding machine was very consistent in delivery of the melt, but the calculated variation for individual cavities showed large differences. It was puzzling at first, but further investigation uncovered the reason. This article describes the findings and reasons for the process-capability numbers, called the hesitation effect.
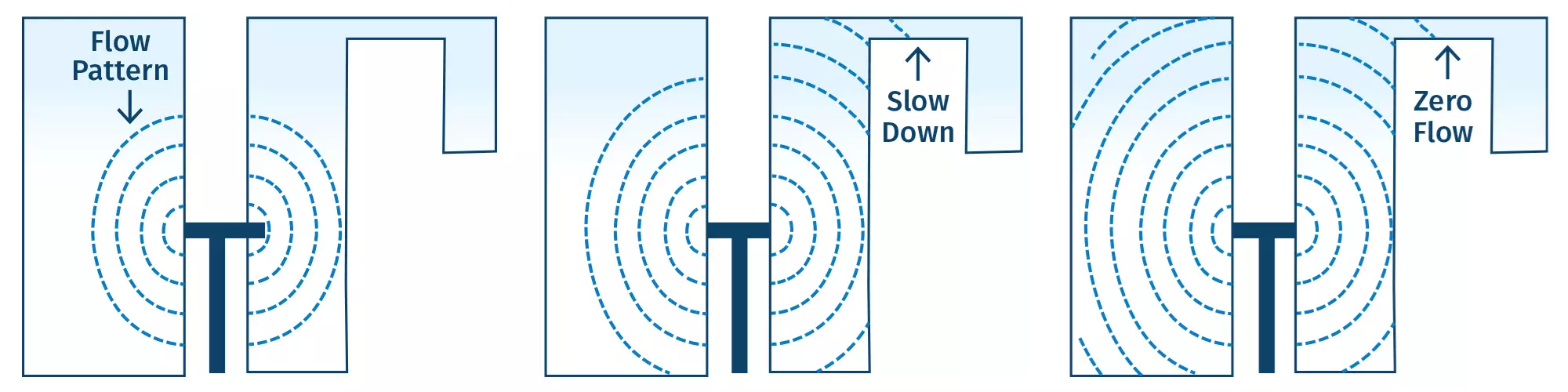
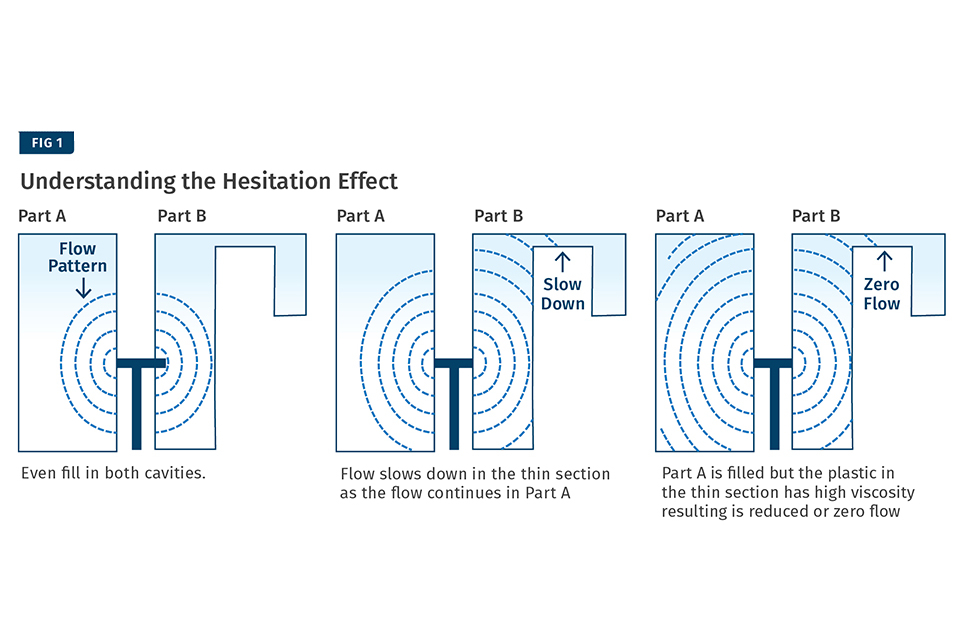
What is the hesitation effect? Figure 1 is a schematic of a family mold with two non-identical parts. Part A has a rectangular cross-section and Part B has a cross-section with a thin section. They both have one gate. Figure 2 shows the initial fill pattern of the plastic, where the flow is even. As the flow advances, the plastic reaches the thin section in Part B and therefore the required pressure to push past the thin section increases.



At the same time, the plastic in Part A does not need high pressure to continue filling the part, since the cross-section is thicker than that of the thin section in Part B. Since the required fill pressure is low in Part A, the melt front preferentially flows in part A and the flow front in Part B slows down, increasing the viscosity of the melt and cooling the melt. Once Part A is filled, the plastic now tries to flow in the thin section and may or may not reach the end of fill, depending on the plastic viscosity. The overall flow in Part B can be summarized as follows: The plastic flows at an initial rate, then slows down and/or stops and restarts again. The melt flow is said to hesitate, and this is referred to as the hesitation effect. This effect can cause several cosmetic defects, such as flow marks, sink in thick sections, and dimensional variations.
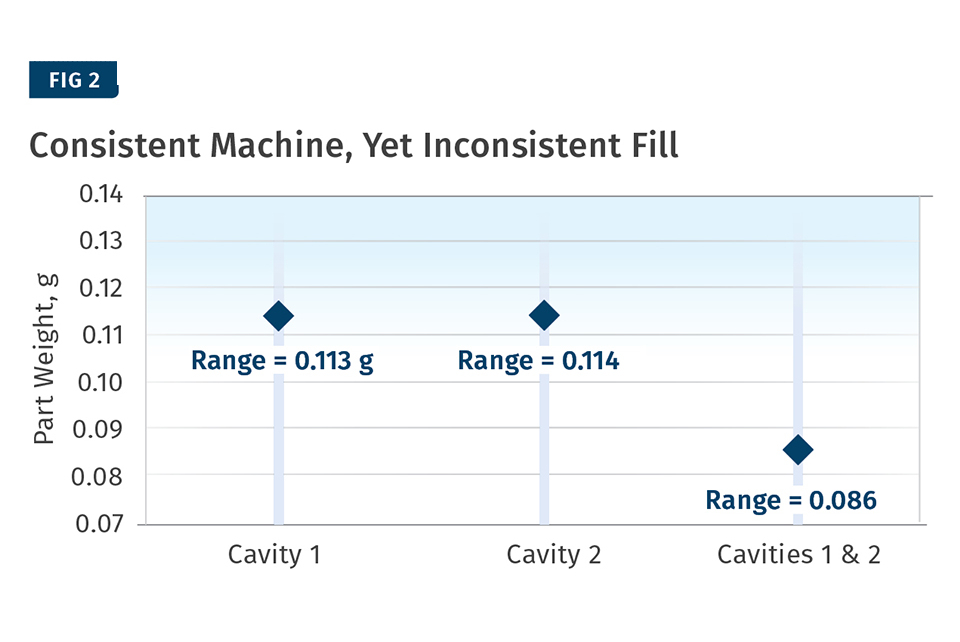
Process capability is a measure of consistency of part quality. The higher the process-capability number, the better the part consistency. The experiment with the family mold described above was simple: 30 shots were collected, and the weights of the individual cavities and the runner were recorded. The data was then analyzed. Figure 2 shows the part-weight range for the two cavities. The data shows that the range for the runner was 0.008 g. The range for cavity one was 0.113 g, and 0.114 g for cavity two.
When the weights of the two cavities were added together, the range dropped down to 0.086 g. This shows that the combined range for both cavities was low, but the range for the individual cavities was higher. The low combined range suggests that the machine was delivering consistently an accurate amount of melt from shot to shot. However, since the individual cavities showed variation, that suggests that a hesitation effect was occurring in the plastic flow into the cavities, where one was filling preferentially over the other.
It was observed that it was not one particular cavity that preferred to fill first and that the phenomenon was random. The machine cushion value stayed consistent throughout the run. It was noted that as the packing pressure was increased, the ranges got lower.
Calculating process capability is the norm is many industries. From the above data it is evident that a molder may have one of the best machines on the market, but without following a proper process-development procedure utilizing Scientific Molding and Design of Experiments techniques, the molder may end up with low process-capability numbers. In this case, understanding the concept of pack and hold and applying these during process development would be important to achieve consistency. It is also important that the gate be sealed at the end of the pack and hold phases. This should be part of the mold-qualification procedure.
ABOUT THE AUTHOR: Suhas Kulkarni is the founder and president of Fimmtech, a California-based injection molding service-oriented firm focusing on Scientific Molding. Fimmtech has developed several custom tools that help molders develop robust processes, and its seminars have trained hundreds of individuals. Kulkarni is an author of the book, Robust Process Development and Scientific Molding, published by Hanser Publications. Contact: (760) 525–9053; suhas@fimmtech.com; fimmtech.com.








Related Content

ICYMI: January Roundup
In case you missed it, here’s a short recap of the articles that our readers are taking note of.
Read More
Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Read More
Sizing Your Granulator To Optimize Scrap Reuse
What makes good regrind, and why is it important? Ideal regrind should be as close to pelletized material as possible, meaning regrind that is uniform and homogeneous, with minimal dust, fines and longs. Learn how to find the right granulator for your scrap.
Read More
Shredding Thin Film: How to Do It Right
While many processors recoil at this task, a little know-how in shredding equipment, processing, and maintenance should add the necessary confidence.
Read MoreRead Next

Improving Molding Process Capability: Understanding the PVT Graph, Part 1
Process capability is related to the variation in part dimensions from shot to shot. High values of process capability require the shrinkage of the material to be identical on each shot, which can be confirmed from the pressure-volume-temperature (PVT) graph.
Read More
Improving Molding Process Capability: The Role of the Five Essential Pillars, Part 2
Each contributes to molded-part quality, and each must be optimized before production begins.
Read More