
Take Proper Care in Feeding Your Extruder
Everything that happens in an extruder starts at the feed throat, so proper attention to that zone’s temperature pays off in quality and productivity.
.jpg;width=70;height=70;mode=crop;format=webp)

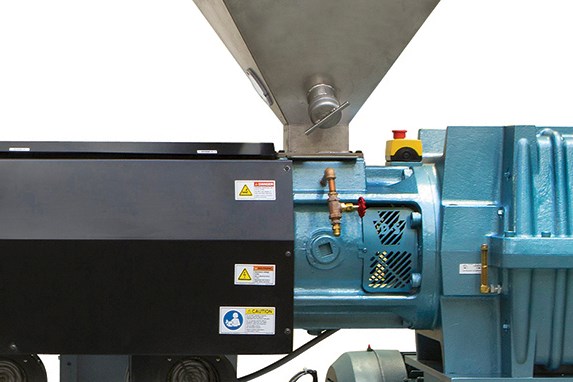
Feed-throat temperature is not discussed much, but makes a big difference in extrusion output, stability and melt quality. (Photo: Davis-Standard)
One aspect of single-screw extrusion you don’t hear much about is feeding. It can be an important operating parameter. Feeding not only controls the extruder output but also influences process stability and even the melt condition. Melt temperature and melt uniformity for a given screw design are affected by the feed rate, as it affects the degree of fill in the rest of the screw.
Obviously, nothing comes out the die that doesn’t go in through the feed throat. Different feed-throat geometries, polymer properties and thermal heat transfer require different temperatures for optimum processing. Even different pellet shapes and particle-size distributions of the same polymer require different feed-throat temperatures. Different bulk densities are another important variable. All polymer bulk densities are 20-40% of the solid density, so improved compaction is a principal benefit of optimized feeding.


Feeding has a surprising number of variables when you throw in all the polymer factors and the geometric considerations of the feed throat, screw and hopper. Since there is not much that can be done to change the feed throat, screw and hopper design during operation, it makes sense to focus initially on the few operating controls that are available.
Remember that the entire principle of feeding is that the polymer must have a greater drag on the barrel wall than on the surface of the screw channel in order to move forward. Because the ratio of surface areas greatly favors the barrel, a relatively small difference in drag is usually all that’s required. But the greater that difference, the higher the feed rate and the greater the compaction. Otherwise, the polymer simply spins with the screw.
That drag difference is generally achievable by raising the temperature of the feed throat. On most extruders the feed throat is not heated, so its temperature must be controlled by heat conducted from zone 1 of the barrel and by regulation of the cooling water. The “drain” of heat from zone 1 by the feed throat can be considerable if the feed throat is over-cooled, so cutting back the cooling-water flow is usually the best starting point. Over-cooling the feed throat also hurts the output and compaction, which does not occur entirely in the limited length of the feed throat.
There are, of course, limits on how high the feed-throat temperature can be raised without causing some melting to occur, particularly when screw rotation is stopped. That seems to be the main fear operators have about running a hotter feed throat. But there are no common polymers that melt below 200° F, so there is plenty of temperature range to work with without causing trouble. And the screw can be water cooled to further prevent polymer from sticking to it.
I have visited processors over the years that had full cooling on the feed throat, which in many cases reduces their feed rate. The feed throat is simply an extension of the barrel and its purpose is to heat the polymer, not cool it. For all polymers, the feed throat should be “hot” to the touch—at least 130°F, and often hotter. In general, the higher the melting point of the particular polymer, the hotter the feed throat should be to improve drag on the barrel wall. Polymers that are “slippery,” such as HMWPE, often use a grooved feed throat to maximize the drag.
Because of the variations in extruder design and polymer properties, optimum feed-throat temperatures can only be determined by experimentation—gradually warming the feed throat and watching to see if the output and/or head pressure increases. If they do not increase, then the throat is likely hot enough at the original temperature setting. Even two identical extruders may preform best at different feed-throat temperatures due to screw/barrel surface conditions and heat-transfer rates. Keep in mind that polymers that are processed dried are already preheated and typically require minimal increase in the feed-throat temperature to optimize feeding.
ABOUT THE AUTHOR: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 50 years. He is now president of Frankland Plastics Consulting LLC. Contact jim.frankland@comcast.net or (724)651-9196.








Related Content

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Understanding the Effect of Pressure Losses on Injection Molded Parts
The compressibility of plastics as a class of materials means the pressure punched into the machine control and the pressure the melt experiences at the end of fill within the mold will be very different. What does this difference mean for process consistency and part quality?
Read More
Three Key Decisions for an Optimal Ejection System
When determining the best ejection option for a tool, molders must consider the ejector’s surface area, location and style.
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More