
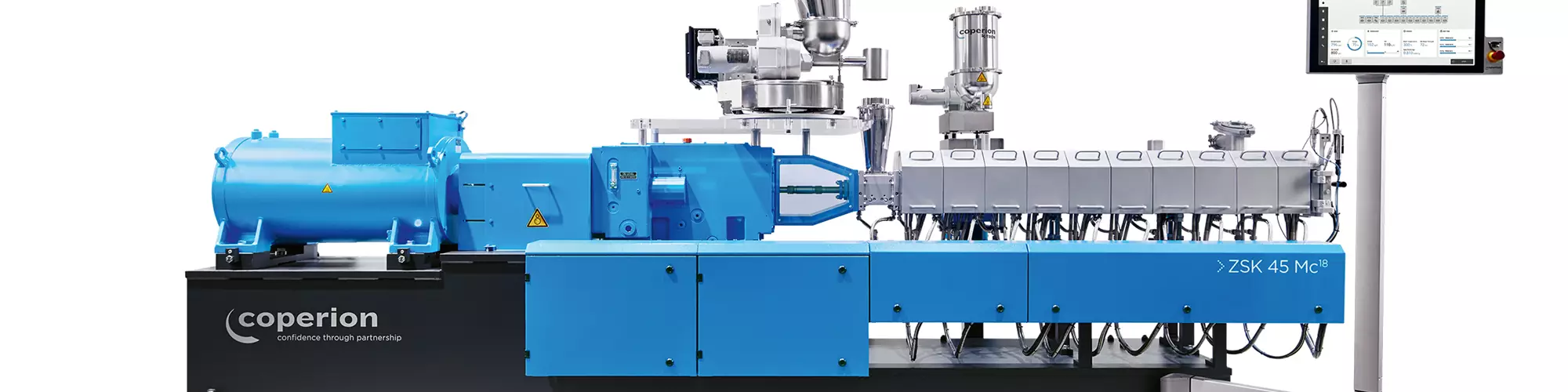


Corotating intermeshing twin-screw extruders (TSEs) are exceptionally suitable for processing color-pigment masterbatches, offering benefits such as excellent dispersion at high throughput rates, high pigment loading levels, long lifetime of screw and barrel parts, and simple machine operation.
That said, processing of color masterbatches comes with its own set of challenges, such as handling of raw ingredients, dispersion of pigments, and cleanliness between color changes. This article will explore the tools that are available for producing high-quality color masterbatches, as well as techniques to overcome processing challenges while maximizing throughput and product quality.


The TSE can be considered a “toolbox” providing the operator or process engineer with a highly flexible variety of parts that can be modified and/or moved around to accommodate a specific compounding task. Producing high-quality pigment dispersions is widely proven on TSEs, but not every pigment behaves and processes the same way. The way pigments are handled and how they are treated inside the TSE is crucial to the performance of the end product.
Firstly, TSEs, even though considered as one piece of equipment, include a dimension of separate unit operations. To understand how to accomplish the best-performing final product, a closer look into each unit operation of the TSE is crucial.
This article will focus primarily on the split-feed method of masterbatch compounding instead of the premix method, though both are acceptable ways of producing color-pigment masterbatches.
Unit Operation: Upstream Feeding
First and foremost, it is important to understand the raw-material feedstock. The choice of feeders—such as twin-screw feeders, single-screw feeders, etc.—depends on the behavior of the feedstock. Once feeders are appropriately chosen for each raw material, the feed intake of this material into the TSE can be the next challenge. Depending on the feedstock, fluidization and aeration of the material can occur before it actually gets fed into the machine.
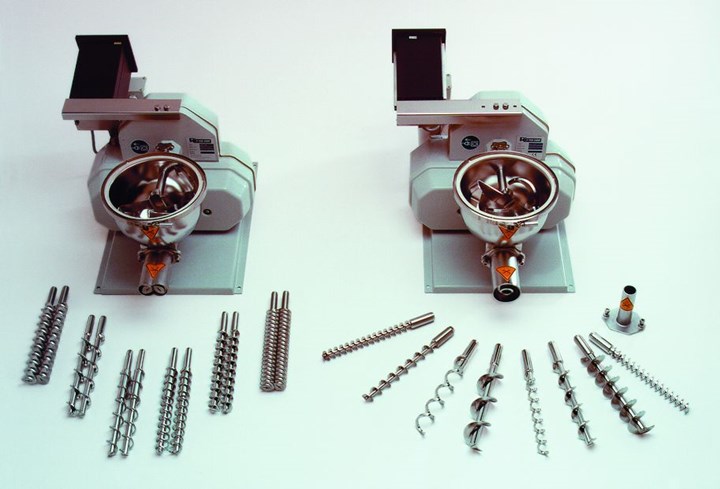
Feeders can be supplied in various twin- and single-screw configurations with a variety of screw designs to accommodate a broad range of materials.
Positioning of the feeders above the TSE plays a very important role to minimize fluidization and aeration of the feedstock. A lot of air is entrained together with the powder (not so much with pellets), which needs a place to escape. If there are no filter socks or a central aspiration system connected to the feeding system, then gas escaping from the extruder will impede the feed intake of the feedstock.
As a rule of thumb, normally no more than 15% of a pigment powder should enter the main feed of the TSE.
Regarding feedstock aeration, the positioning of the feeder height above the extruder is also crucial. Once the feedstock enters a feeder, there is a chance for the powder to compact a bit, increasing its bulk density. As the feeder starts feeding the material, depending on the height above the extruder, the feedstock will aerate, which in turn will decrease the bulk density, causing problems in feed intake.
As a rule of thumb, normally no more than 15% of a color-pigment powder should enter the main feed of the TSE, in order to prevent feed intake problems. However, if there is a pellet masterbatch form of the color pigment already available, then feed-intake issues will not be encountered.
For color-pigment powder loadings higher than 20% and anywhere up to 80%, split feeding between the main feed and side feeders is highly recommended, where multiple side feeders can be positioned downstream to add the color pigment.
Unit Operation: Melting
Melting polymer within the TSE is influenced by a number of factors, including external heating, internal friction and/or the heat transfer of the polymer melt. A TSE is set up with a distinct number of zones that include heating and cooling of the internal process, where energy is either absorbed into or removed from the system. Of course, as extruder size increases, the effect of external heating is reduced due to the decreasing surface-to-volume ratio.
Another influence is the internal friction that occurs inside the TSE between polymer pellets or powder particles or between the material and the screw elements. Friction and shear stress occur in the narrow gaps of kneading blocks, for example. This is totally influenced by the type of screw profile installed and by the throughput rate and extruder screw speed. Heat transfer in the polymer melt helps encapsulate any unmelted polymer to aid in creating a full melt.

Segmented screw elements provide a variety of functions and can be assembled together on the shafts to suit the unit operation.
The design of the kneading and mixing zone is entirely determined by the type of polymer being processed but can include a variety of kneading elements. These can include three-flighted and two-flighted 45° (conveying) kneading elements, two-flighted 90° (neutral) kneading elements, and/or left-handed (retaining) kneading or conveying elements.
A combination of these elements provides the necessary amount of mechanical energy and residence time to efficiently melt and homogenize a polymer before it travels farther downstream. The left-handed (retaining) elements pressurize the melt inside the TSE. It is important to design this section to not over-shear and degrade the polymer. It is also critical to note that once the material exits the melting section, it should be completely molten to provide the proper wet-out of the color pigment being introduced downstream.
To understand how to accomplish the best performing final product, a closer look into every unit operation of the TSE is very crucial.
With advances in TSE technology, there has been room for screw-element design straying away from the classic Erdmenger profile of screw elements, which has been used extensively in the industry. The geometry of these so-called “involute screw elements” has changed, while maintaining the self-wiping profile found in co-rotating TSEs. The use of involute elements in both the melting section and downstream mixing section reduces filler incorporation limitations observed with standard designs. The involute elements provide the user with the ability to feed either a filler or color pigment into the main feed of the TSE while reducing the risk of insufficient melting.
Regarding downstream mixing, the use of involute elements can also reduce the limitations of insufficient incorporation of filler. Overall, the involute elements are one tool users can use to overcome limitations they come across when compounding high amounts of filler or pigments.
Unit Operation: ‘Split-Feeding’
It was mentioned earlier that depending on the loading of a color pigment in a formulation, there is a chance to feed some of the color pigment into the main feed of the TSE up to 15% or so, depending on its particle shape and size. But when considering high loadings of color pigments (up to 80%), there is a chance of “split-feeding” the material between the main feed of the TSE and a side feeder (sometimes multiple side feeders) positioned downstream. The ratios of split feeding depend on the type of material and the loading level; but in the end, it is a balancing act to find what exactly works best.
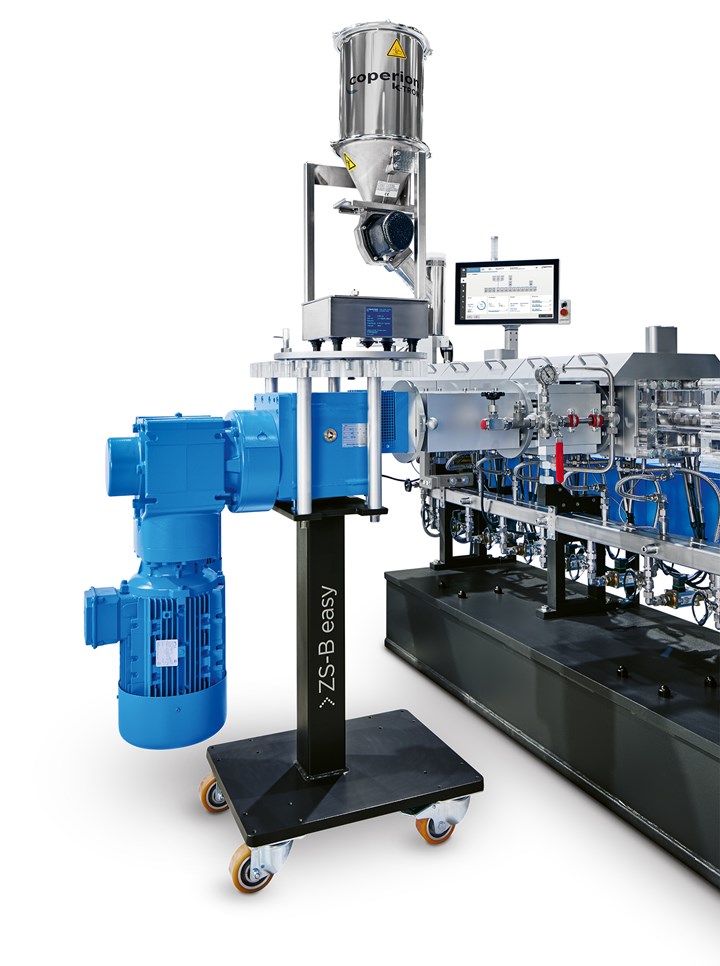
One or more side feeders can be added downstream to “split” the material-feeding unit operation.
Unit Operation: Downstream Mixing/Venting
The melting section is a very important tool in producing quality color pigment dispersions on the TSE. The same goes for the downstream mixing section. Once the color pigment is efficiently introduced into the TSE and proper wet-out of the particles with the polymer melt takes place, the design of the downstream mixing section(s) is crucial to distributing and dispersing the color pigment. It was mentioned earlier that air does get entrained with the pigment powder when entering a downstream side feeder, where some of the air is back-vented through an upstream vent included on the side-feeder barrel itself.
However, most of that entrained air actually makes it into the downstream mixing section, where if it is not designed correctly, it could cause the entrained air to travel backward and back into the side feeder, impeding the flow of material. The purpose of the downstream mixing section is to wet out the pigment with the melt and also to convey the entrained air downstream where an atmospheric vent can be positioned to let that air escape.
Unit Operation: Devolatilization
Now that the product has gone through most of the upstream unit operations, the material is coming very close to exiting the TSE and entering the downstream equipment. One area that is sometimes overlooked is the devolatilization (or degassing) section of the machine. This is an important unit operation because when the material undergoes vacuum application, air bubbles and/or volatiles are stripped from the polymer melt, providing a nonporous and dense pellet.
If porosity were to be present in the final pellets, it can affect the strength and durability of the final molded part. The TSE provides a rather easy way to apply vacuum, which consists of an open (or vent) barrel with a vacuum dome attached to a knockout pot (or condenser) and a vacuum pump.
There are cases where no matter what level of vacuum is applied or what extruder screw speed is being used, material will still escape the vacuum vent port, plugging the vent and preventing adequate devolatilization. In this case, a piece of equipment sometimes referred to as a side degassing unit (ZS-EG) will be used to help keep material inside the TSE while letting gases escape for proper devolatilization.
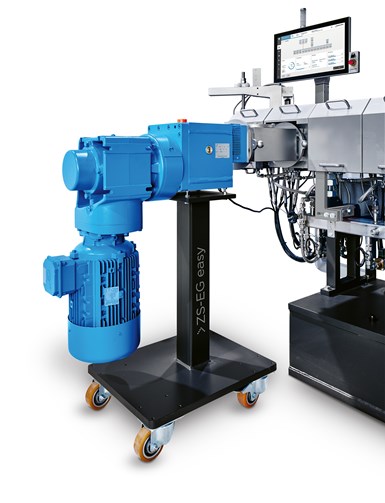
Devolatilization is a downstream unit operation in which a vacuum is drawn to strip air bubbles and or volatiles from the polymer to provide a dense and non-porous pellet.
Unit Operation: Pressure Buildup & Pelletizing
Not much time is normally spent in considering the design of the pressure-buildup section of the TSE. Polymer flow in this section is a combination of drag flow toward the screw tips due to the rotation of the screws and a pressure flow upstream, away from the discharge of the TSE. Be mindful of where vacuum ports are positioned, as too much pressure buildup will cause devolatilization issues.
Typically, pelletizing of color masterbatches will involve either strand or underwater pelletizing. Higher loadings of color pigments approaching 80% could cause strands to be very brittle, in which case underwater pelletizing would be the better choice, but this all depends on the type of pigment being used.
ABOUT THE AUTHOR: Justyn Pyz is a process engineer for Coperion’s Compounding and Extrusion division. He is responsible for twin-screw extrusion trials at the process lab in Sewell, N.J., as well as technical support for process development, new machine sales, and existing customers. Pyz holds a MS in Chemical Engineering from New Jersey Institute of Technology (NJIT). Contact: 856-589-0500; Justyn.pyz@coperion.com; coperion.com.
















Related Content

DSM Launches an AI Powered Color & Mechanical Properties Prediction Tool
Called Lucidiris, this prediction tool can reduce time to market when developing colors of high-performance materials for a variety of applications.
Read More
Reduce Downtime and Scrap in the Blown Film Industry
The blown film sector now benefits from a tailored solution developed by Chem-Trend to preserve integrity of the bubble.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Riverdale Global Showing Latest Innovations and New Satellite Location in Wisconsin
NPE 2024: Live demos of updated RGS controller are among the highlights at its Wisconsin facility that will house the ‘new’ color R&D lab.
Read MoreRead Next

Five Effective Ways to Control Color
A 50-year veteran in color-concentrate production and use shares practices to help you make better color decisions and generate less scrap. To specify color correctly and communicate your specs to your color supplier requires understanding of the “Five U’s.”
Read More
Avoid These Three Mistakes to Get the Most from Color
Here are the key misconceptions and common practices that keep processors from reaching the heights of coloring proficiency. Find out if you’re stumbling into these pitfalls, and learn how and why you should swerve around them
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More