


Dow has a full-scale production seven-layer blown film line furnished by Hosokawa Alpine American at the Pack Studios facility in Freeport, Texas. The system is used for customer trials and also by Dow for process optimization and troubleshooting.
As the extruder wears, the efficiency could suffer, reducing production.
As the screw wears, shear is decreased, causing the heater to add more energy to maintain setpoint.

Extruder wear can cause serious issues in polyethylene film production, resulting in decreased output rates and increased costs. Some challenges include loss of throughput, poor melt-temperature control, decreased mixing, gel generation, and increased energy usage.
Many times, the amount of wear in an extrusion system happens gradually, and often the issues can go unobserved until it is too late. There are certain indicators that plant operations should monitor to determine the onset of extruder wear and possibly when the extruder screw should be replaced. In this article we will take a look at key process-control points and data that could indicate a change in the process due to extruder screw wear.


DEVELOP A STANDARD METHOD—BASELINE
One key to using your process-control system to identify possible extruder wear is to create a baseline using a standardized method and formulation. Ideally this baseline would be created when the line is new and operating at its maximum efficiency. However, a process baseline can be created at any point in the extruder’s life.
Creating a baseline of performance is a fairly simple process, and there have been many articles written about how to properly baseline your system. One point that is often overlooked when talking about how to baseline an extrusion system is the need for a standardized formulation. When baselining a system, you should try to minimize any variation when generating your data.
When baselining a system, you should try to minimize any variation when generating your data.
One way to do this is to run the same formulation each time you generate the data. The formulation should preferably be simple and not include blends, in the spirit of reducing variation. However, if you choose to use a blend in your standardized formulation for creating your baseline data, it is important to ensure, to the best of your capability, that the blend is exactly the same each time.
Now that you have your standardized formulation identified, it is time to standardize the process. To do this you would want to find a set of conditions that best represents your desired production targets. Usually this target is based on some production value established by management. Using your standardized formulation and process conditions, now generate your baseline data. Sufficient time should be allowed for your process to reach a steady state and ensure a homogenous extrudate. Data should include head pressure, melt temperature (using a probe submerged in the center of the melt), motor load, motor rpm, specific rate (lb/[hr rpm]), frost-line height, extruder heater output, and film quality.
Additionally, measuring film properties at these conditions and looking for film quality or performance fade over time is a good indication of extruder issues.
SIGNS OF WEAR: WHAT TO LOOK FOR
After creating a baseline of performance, it is recommended that this same data set is generated on some routine frequency. It is important to note that screw wear happens over a long period of time and the amount of wear typically is very small unless there is some catastrophic failure. Some conditions and resins or formulations can increase wear and significantly shorten screw life. Running an extruder at the upper end of the rpm range can not only damage the motor, but the amount of shear generated in the extruder can shorten screw life. Combine this with very high melt temperature, and a formulation that includes acid copolymers and/or high amounts of abrasive materials like talc or calcium carbonate can work as a perfect storm and greatly shorten screw life.
Film quality should be monitored and cataloged as a key indicator of extrusion performance and can be used to determine extruder wear.
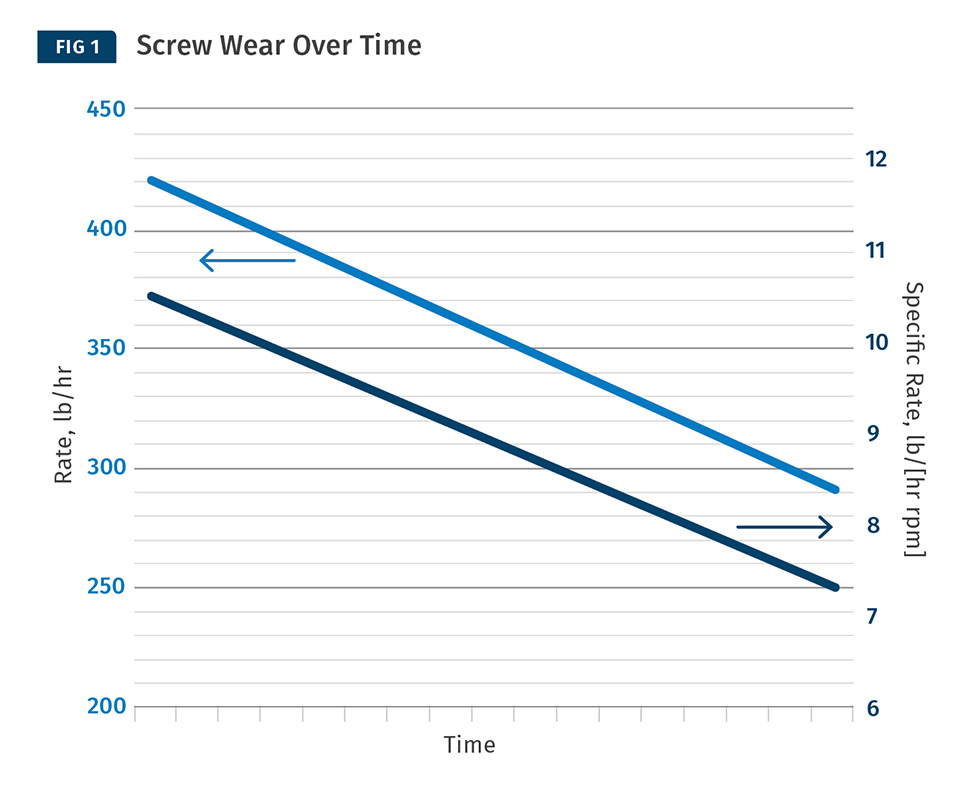
So how can we use our control system to tell us that we may be having a problem? Once we have the baseline data, the extrusion system should be spot-checked to see if there is drift from the baseline. The most common and apparent sign that something has changed in the extruder would be the need to run a different screw speed vs. baseline to achieve the specified target rate. As a screw wears, you could see a decrease or increase in specific rate, which would result in a need for higher or lower extruder rpm to achieve the target rate. An increase in specific rate may not be a bad thing, but often as a screw wears you’ll experience a loss of efficiency, which will result in a need for higher rpm at the same rate. This is especially true for blown film applications, where the discharge pressure is relatively high. Additionally, if you are experiencing a loss of efficiency in your system that results in a need for a higher screw speed, you will experience higher energy usage for that system.
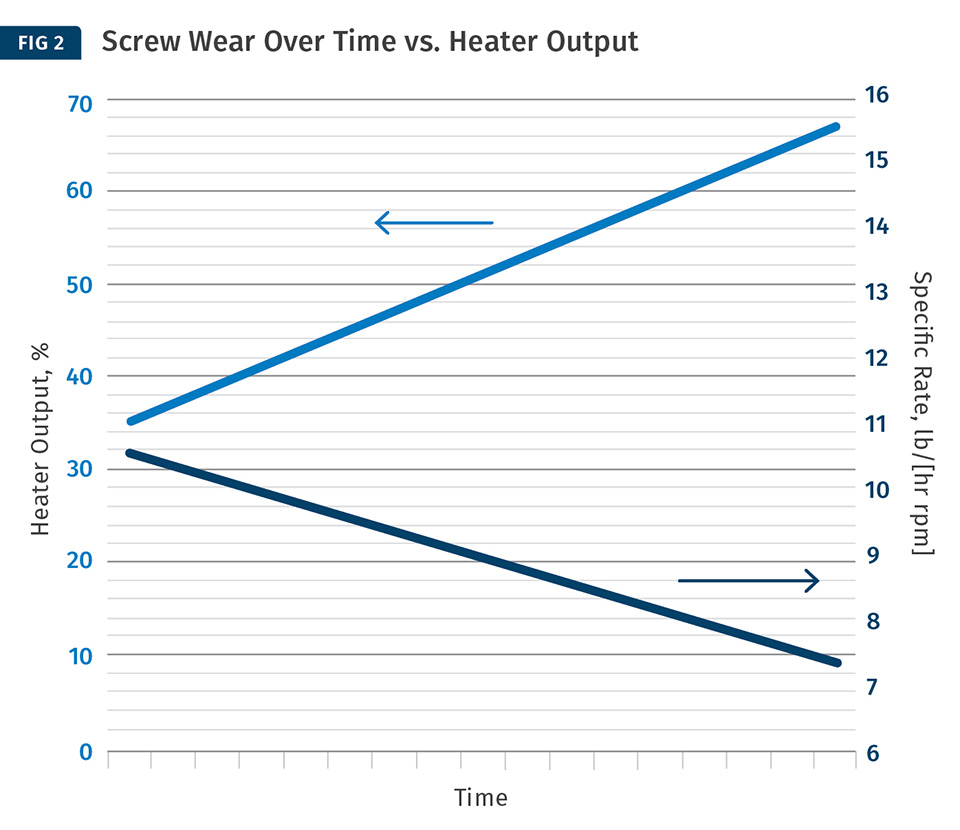
Another key indicator often overlooked is the heater output. As you establish your baseline data, you should look at the heater output for each of your extruder zones and catalog this. This can typically be seen on the control panel as an output percentage or total amperage draw. As the screw wears you will lose some shear heating due to the distance between the flight and the extruder wall increasing. As this happens, the mechanical heaters will be called on to provide more energy to each zone to maintain temperature targets for each zone. Therefore, you will see gradual increase in heater output over time, which would indicate wear. The zones most influenced by this would be the compression zone through the end of the screw, especially where a mixing element may be placed in the metering section.
As you establish your baseline data you should look at the heater output for each of your extruder zones and catalog this.
Film quality should be monitored and cataloged as a key indicator of extrusion performance and can be used to determine extruder wear. It was mentioned earlier that an increase in specific rate may not be a bad thing. That is not always true. A problem that may appear with higher specific rate could be degradation via higher shear heating. An increase in background gels—gels that constantly appear in the film—may result from degradation due to shear heating. An increase in unmelt gels in a system could result from a loss of efficiency in the mixing element. Another symptom of mixing issues would be high melt-temperature variation and/or mixing issues that manifest themselves as film abnormalities.
A good way to measure the melt-temperature variation would be to use a variable-depth thermocouple. With your transfer-line pipe temperature set point near the extrudate temperature, start with the thermocouple retracted as far out of the melt as possible.
Take a reading, then insert the thermocouple into the melt one complete turn and stop. Allow the measurement to come to a steady state, then take a reading and repeat. Continue this procedure until you have reached maximum extension. Now take the data and look at the amount of temperature variation across the melt. If you see less than 10° F variation, you have good homogenization of the melt. If your data shows more than 20° F variation, you have poor melt homogenization.
WHEN IS IT TIME TO REPLACE YOUR SCREW?
After you have established your baseline data and tracked your extruder performance over time, it is important to set a target range for optimal performance. When the system wear causes you to fall outside your optimal performance metric, it is time to consider replacing the extruder screw.
The optimal performance metric could be a balance of extruder output/ energy usage. If you can still maintain your target production rate, but because of screw wear you are operating at too high a screw speed and using more energy, you may find it valuable to replace your screw to increase your extruder efficiency. The next step would be to pull the screw and measure the tolerances to determine the amount of wear. As a rule of thumb, it is considered time to replace the screw when the flight clearance increases by 4 times the original clearance. For example, the typical flight clearance is the diameter divided by 1000. Thus, a 6-in. screw would have a clearance of 0.006 in.
Based on the process meeting our defined performance metric, if this screw were pulled and measured at a clearance of 0.024 in., it would be recommended to replace the screw. Being in tune with your extrusion equipment will allow you to identify issues before they impact production. Creating a baseline set of data from a standardized formulation and standardized process conditions will be critical when trying to track extruder performance over time to identify potential issues. Aside from generating data, film-quality fade over time should be monitored, as this could also be a key indicator of something wrong in your extrusion system. Finally, establish some target metric to determine when to replace the screw, then replace it as soon as this tolerance is exceeded, to improve efficiency and reduce cost.
ABOUT THE AUTHORS: Wes Hobson is a senior engineer in The Dow Chemical Co.’s Performance Plastics Technical Service and Development group in Freeport, Texas. He has 22 years of experience focusing on cast and blown film and sheet extrusion. Hobson in currently application development leader in Dow’s Industrial and Consumer Packaging group, focusing on stretch film. He has a Master’s Degree in Packaging Science from Michigan State University and is a member of ISTA and the Society of Plastics Engineers. Contact: 979-238-1610; jhobson@dow.com; dow.com.
Mike Rutkowske is a senior technologist with The Dow Chemical Co. and has 13 years of experience in polymer research and technical development. He has spent the majority of his time operating both small and large-scale packaging equipment (blown film, twin-screw extrusion, extrusion coating, etc.). He is an author of one patent and has significant experience in optimizing fabrication processes and equipment. Rutkowske is currently in the process of completing his BS in Mechanical Engineering Technology from the University of Houston and is a member of TAPPI. Contact: mrutkowske@dow.com.








Related Content

Plastics Technology Year in Review: Your Favorite Reads of 2024
A year-end review of the top stories showcasing industry trends, advancements and expert insights. Revisit the articles that captured the attention of the plastics community.
Read More
Sizing Your Granulator To Optimize Scrap Reuse
What makes good regrind, and why is it important? Ideal regrind should be as close to pelletized material as possible, meaning regrind that is uniform and homogeneous, with minimal dust, fines and longs. Learn how to find the right granulator for your scrap.
Read More
Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Read More
ICYMI: January Roundup
In case you missed it, here’s a short recap of the articles that our readers are taking note of.
Read MoreRead Next


Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More