Why Drying Polyolefins Might Be Right for Your Process
From a technical standpoint, drying non-hygroscopic materials such as polyethylene and polypropylene may not be necessary. However, doing so may be advantageous to your process. Here are details.
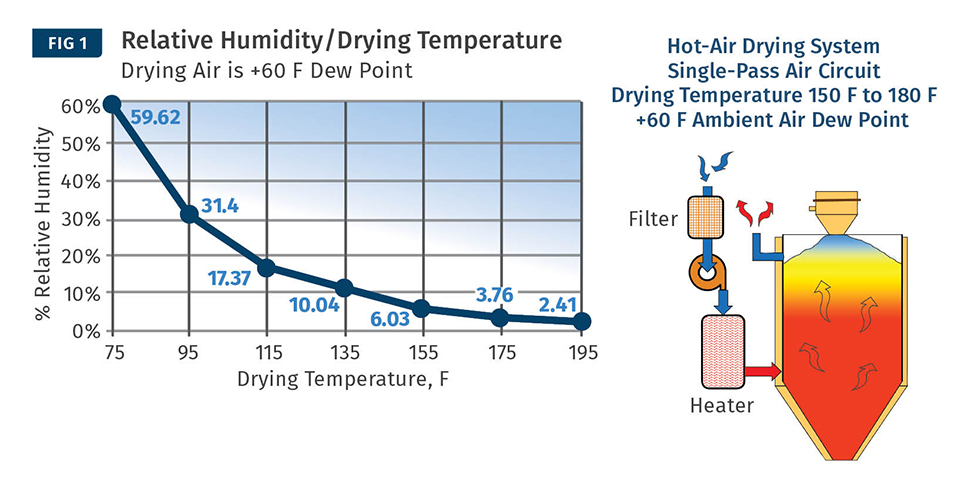
In a hot-air dryer, hot air will absorb and hold more water than cool air. As shown here, for example, ambient air at a temperature of 75 F with a dewpoint temperature of 60 F has a relative humidity of 59.62%, meaning it has absorbed over half of the water that is is able to hold at that specific temperature.
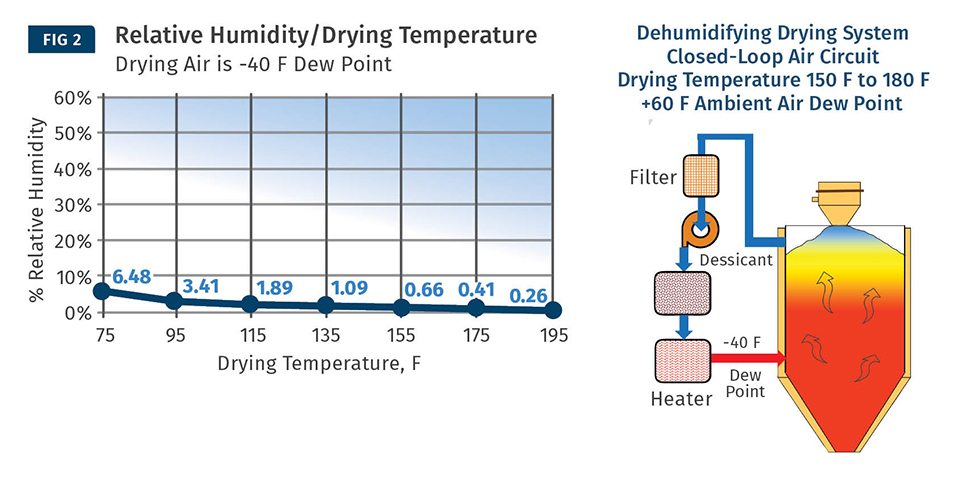
In a dehumidifying dryer, drying air is passed through a bed of molecular-sieve desiccant. The dehumidified air is then heated to a higher temperature, which lowers the air’s relative humidity. We now have drying air that has a very low dewpoint and an extremely low relative humidity A dehumidifying dryer can easily reduce the surface moisture of polyolefin pellets to 0.005% or lower.



Polymers of all kinds can be classified into one of two groups: hygroscopic or non-hygroscopic. Hygroscopic materials such as nylon, ABS, PC, and polyesters—to name just a few—will attract and absorb water molecules into the plastic’s interior structure.
Non-hygroscopic plastics such as polyolefins (polyethylene and polypropylene), on the other hand, will not absorb water molecules into the polymer structure. Because hygroscopic polymers attract and absorb water molecules from the atmosphere, they must be dried prior to processing to achieve consistent production results regardless of changes in the ambient temperature and humidity conditions that occur throughout the year.



But what about polyolefins? Polyolefin processors molding and extruding products for automotive, medical, and certain other markets sometimes predry materials to remove surface moisture and, in effect, “preheat” or soften the material to facilitate melting. But this is not a common practice. Still, the fact is that processing polyolefins without predrying can lead to problems:
- Although polyolefins are non-hygroscopic and will not attract moisture from the surrounding air, they will certainly pick up some surface moisture when exposed to high ambient humidity. While a very small amount of surface moisture may not cause any visible issues in most general-purpose molding and extrusion applications, increasing surface moisture levels will cause surface finish problems such as roughness, splay, or silver streaks.
- Moving containers of polyolefins from an unheated warehouse into a warm and more humid production area may cause moisture to condense onto the cold pellets when the containers are opened.
- Polyolefins that contain colorant such as carbon black, or are filled or reinforced, will attract and hold some surface moisture.
- A good, high-quality surface finish is a necessity when plating polyolefin products, and even a very small amount of surface moisture present on the incoming pellets will result in a poor finish.
DRYING BENEFITS AND TIPS
Processors that have made the commitment to dry polyolefins have seen several benefits. Maintaining a consistent temperature and moisture level in the incoming material throughout the year helps them achieve consistent performance of the extruder or injection molding machine.
What’s more, reducing surface moisture on the incoming material results in an improved surface finish. Plus, preheating the material will reduce the energy load required from the injection molding or extrusion machine to melt the polymer.
So much for the why.
What about the how?
A hot-air dryer is recommended for drying polyolefins at temperatures in the range of 150 F to 180 F; a drying hopper should be sized for 2 hr of drying time. This type drying system will provide a stable incoming material temperature and lower the surface moisture of the pellets.
The principle of operation of a hot-air dryer is simple: Hot air will absorb and hold more water than cool air; for example, ambient air at 75 F with a dewpoint temperature of 60 F has a relative humidity of 59.62%, meaning it has absorbed over half of the water that it can absorb at that temperature. If that air is then heated to a temperature above 75 F, as shown in Fig.1, the relative humidity of the air will decrease, and the drying air then will be able to absorb more water.
A hot-air dryer will dry polyolefins down to 0.1% moisture, and often much lower, which will satisfy the vast majority of polyolefin processors. However, if your application requires an extraordinary low final moisture level, a dehumidifying dryer may be required.
Preheating the material will reduce the energy load required from the injection molding or extrusion machine to melt the polymer.
A dehumidifying dryer is a hot-air dryer on steroids. It first passes the drying air through a bed of molecular-sieve desiccant, which removes water from the drying air and lowers the air’s dewpoint. The dehumidified air is then heated, which lowers the air’s relative humidity. We now have drying air that has a very low dewpoint and an extremely low relative humidity (Fig. 2). A dehumidifying dryer can easily reduce the surface moisture of polyolefin pellets to 0.005% or lower.
Note: Relative humidity is not a term used to describe the performance of dehumidifying dryers. It is used in this article to provide a reference when comparing the performance of a dehumidifying dryer to that of a hot-air dryer.
Questions about drying? Visit the Drying Zone.
ABOUT THE AUTHOR: Pete Stoughton has more than 40 years’ experience with dehumidifying dryers and PET crystalizing systems. He has held various technical positions with the Conair Group, including technical services manager, product manager, and business unit manager. He now has his own consulting firm, Polymer Drying Services. Contact: (814) 516-3838; pstoughton@comcast.net; pstoughton.com.
Related Content
PiovanGroup Rebrands, with Mostly Minor Name Changes
For the most part, subsidiary company names will remain, with slight modifications meant to enhance the Group’s identity.
Read More
New Technology Enables ‘Smart Drying’ Based on Resin Moisture
The ‘DryerGenie’ marries drying technology and input moisture measurement with a goal to putting an end to drying based on time.
Read More
High-Output Dryer Requires Less Energy
Maguire’s ULTRA 2200 is designed to meet high throughput requirements with a max capacity of 2200 lb/hr.
Read More
Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More