
Injection Molding: Understand the Link Between Feed Throat Temperature & Bridging
Save time and money by properly controlling the feed-throat temperature. In some cases—but not all—it can help you solve a bridging problem.
.jpg;width=70;height=70;mode=crop;format=webp)



As one of the most important temperature zones in an injection molding process, the feed throat deserves more of your attention. Why? About 80% of the processes I work on have issues with feed-throat temperature control and bridging. A bridged feed throat causes significant downtime as well as being a frequent flash point for processors’ tempers.
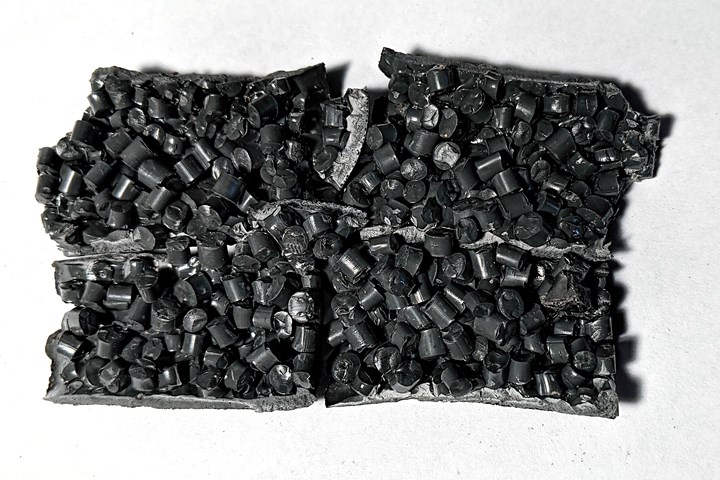
FIG 1 This shows a Type 1 bridge caused by the feed throat being too hot. Note mostly unmelted granules stuck somewhat loosely together.
Optimizing the performance of your machine’s feeding zone will provide a more robust and consistent process. In addition, you will experience more uptime and better part consistency, making your day on the shop floor easier. You may be able to reduce screw rotate time slightly, but the real time and money saver is the reduction in variation in screw rotate time from shot to shot. Less variation in screw rotate times provides more consistent plastication times and, most importantly, better melt uniformity shot to shot. Stabilization of screw recovery also provides better part consistency and there is a chance of a slight cycle time improvement.



First let’s cover the function of the feed throat:
• It provides a clear, free-flowing path for plastic granules, powders, and liquids (i.e. liquid color) into the feed section of the screw.
• It prevents the granules, etc. from sticking or clumping. This is called “bridging” the feed throat. Avoiding bridging saves time spent clearing the feed throat and, more importantly, prevents a potentially dangerous safety issue. A bridged feed throat allows pressure to build up so high it can blow the plastic and even the hopper to the ceiling. You would be surprised how many plants have pock marks in the ceiling due to plastic being blown out the feed throat. Think about this the next time you look into a hopper.
• It provides a vent for the volatiles, air, and off-gases of the polymer as it heats up. These gases include the air between the granules, residual moisture, lubricants, and other additives that are volatile at or near the polymer’s melt temperature.
• It provides for venting of volatiles without providing a condensation area for these gases. Improper venting and subsequent condensation can cause screw slippage, feeding issues, bubbles, splay and other cosmetic defects in your parts. This actually requires the feed-throat temperature to be higher than commonly used.
Optimizing the performance of your machine’s feeding zone will provide a more robust and consistent process.
Next let’s define bridging. Seems simple enough—it’s anything that blocks the free flow of granules in and volatiles out of the feed section of the screw. However, there are actually two types bridging. It is critically important to recognize each, as they have different causes and therefore different remedies.
• Type 1 (least common): The blockage in the feed throat is caused by individual granules stuck together (see Fig. 1). In a sample of the bridged material, you can see the individual granules, and few if any are completely melted. They can be easily broken apart. The feed throat was too hot and/or the off-gases of the polymer in the feed section of the screw were hot enough to warm the granules sufficiently to stick together. (The same thing often happens in a drying hopper set at too high a temperature.) You may break up the bridge—plastic rods work nicely—with little interruption of the process. If you have Type 1 blockage, lowering the temperature of the feed throat should prevent this type of bridging, but not a Type 2 bridge.

FIG 2 Type 2 bridge from a feed throat caused by a worn non-return valve, screw or barrel. Note the solid clump of mostly melted plastic.
• Type 2 (most common and most dangerous): The blockage in the feed throat is cause by a clump of plastic that’s almost completely melted (Fig. 2). A few partially melted granules may be included, but the bulk of the bridge is a solid clump of plastic. This is not caused by too high a feed-throat temperature. There are a number of possible causes, including:
a. Worn or improper type of non-return valve;
b. Worn screw;
c. Worn barrel;
d. Combination of the above.
Many in our industry do not distinguish between Type 1 and Type 2 bridging. The common reaction to a Type 2 bridge is to lower the temperature of the feed throat. Lowering feed-throat temperature will not solve a Type 2 bridge and can actually make the situation worse. You have to find the worn component and repair or replace it. The problem here is that nobody wants to shut a machine down, not to mention tearing it apart to find the culprit component. Everyone wants the press up and running.
To understand the formation of this solid ball of plastic in the feed throat we need to review a few aspects of screw design and how it melts plastic. Assuming you have a “general-purpose” screw with a 20:1 L/D, you have a screw with 10 flights of feed, five flights of transition, and five flights of metering section. Most of the 10 flights of feed can be seen by looking (be very cautious of blowback) into the feed throat. Check to see if there is any melted plastic in these flights. Simply purge the screw then suck the screw back slowly and check the flights you can see.
These are deep flights meant to auger granules forward and deliver them to the transition zone for melting. The feed section of the screw is not designed to melt plastic and should not have melt or solid masses of plastic in any of the flights. If there is plastic (molten or solid) in the feed section of the screw, it is proof the problem is not the temperature of the feed zone and it is one of the four signs of a Type 2 bridge.
If the feed throat or feed section of the screw contains melted or solidified plastic, you know you have bigger problem than a hot feed throat. The problem is the non-return valve leaking or a worn screw/barrel allowing plastic to back-flow so much that upon injection molten plastic is pushed all the way back into the feed throat. This happens during repeated injections. Molten plastic gets pushed back to the feed zone, and then as the screw rotates it pushes some of the molten plastic into the feed throat where it cools and solidifies, often rounded into a ball shape, as the screw rotates. The feed throat is bridged but the cause is not the feed-throat temperature.
If the feed throat or feed section of the screw has melted or solidified plastic you know you have bigger problem than a hot feed throat.
Remember, that these deep feed flights are filled with both plastic granules and air during processing. Actually, a lot of air is in between the granules. This air gets warm, expands and needs to be vented through the hopper. Melted plastic in the feed zone or feed throat prevents this. Pressure builds up and blows a wad of plastic, and sometimes even the whole hopper, to the ceiling. You do not want to be looking down the feed throat when this happens. As a safety measure, never look into the hopper or feed throat until you are sure it is safe to do so and always wear safety glasses, or better yet, goggles. Check out the ceiling in your plant for pock marks from past Type 2 bridges.
Bottom line: The feed throat is a critical zone to control for melting plastic properly and producing acceptable cycles and parts. If you have bridging issues, check out the type and potential causes. There are machine-performance and safety concerns, so take the time to ensure that the feed throat, screw, check valve, and barrel are working properly. And do not forget to clean out the feed-throat cooling lines. They are often plugged.
About the Author: John Bozzelli is the founder of Injection Molding Solutions/Scientific Molding in Midland, Mich., a provider of training and consulting services to injection molders, including LIMS, and other specialties. Contact john@scientificmolding.com.
















Related Content

Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read MoreRead Next

INJECTION MOLDING: Troubleshooting Bridging
Bridging is an aggravating problem that can shut you down. Here's how to find it and fix it.
Read More
Water Droplets in the Feed Throat
And other reasons you must dry hygroscopic resins.
Read More
EXTRUSION: What’s the Right Feed Throat Temperature?
Selecting the proper one is critical to the process.
Read More