
Autonomous Optimization Proves Its Worth in LSR Molding
Sigmasoft Autonomous Optimization automatically ran and analyzed 60 simulations to find the best way to mold a challenging LSR part.
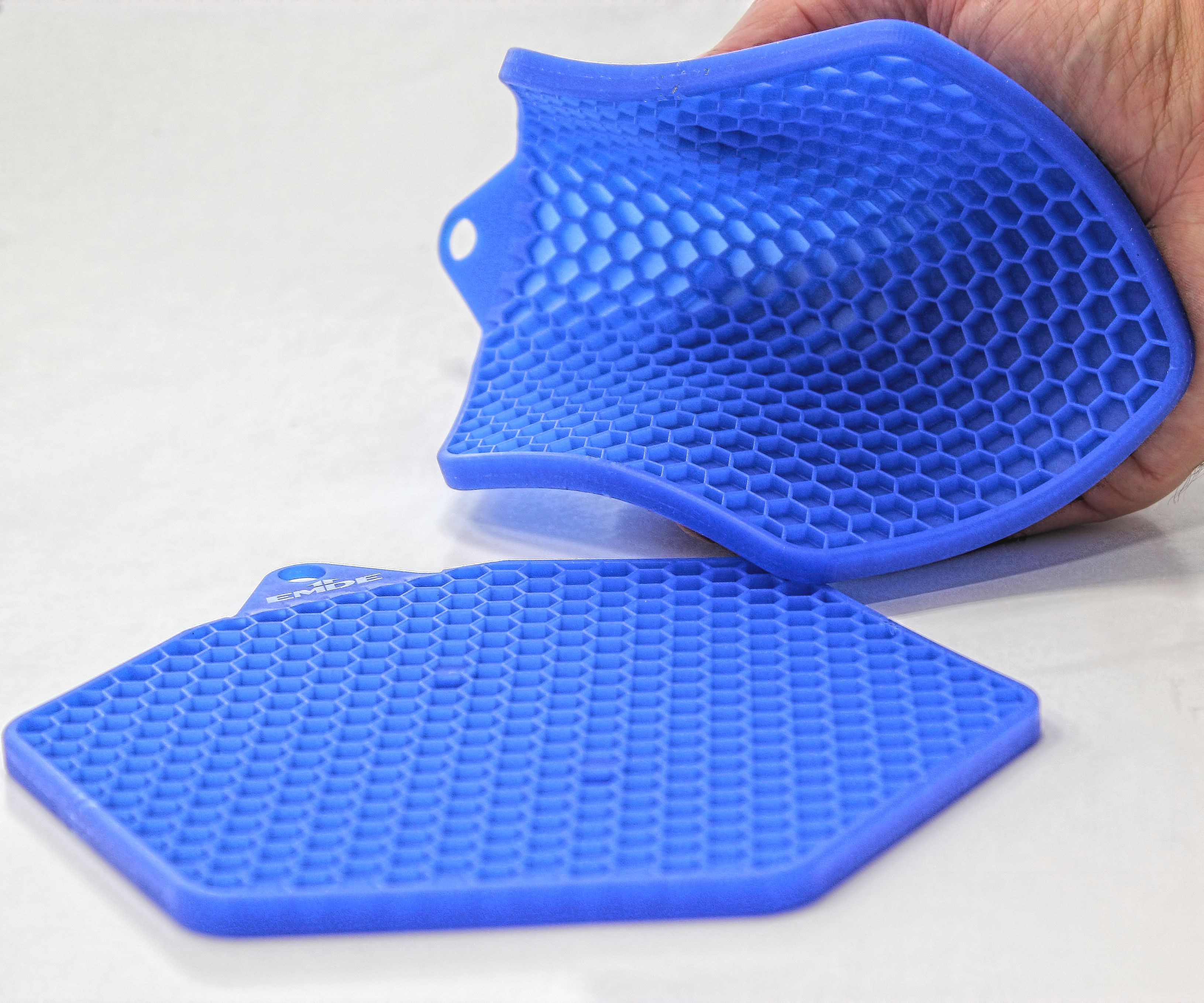
Honeycomb design of this LSR pot holder has cell walls 1 mm thick and a flow length up to 135 mm.
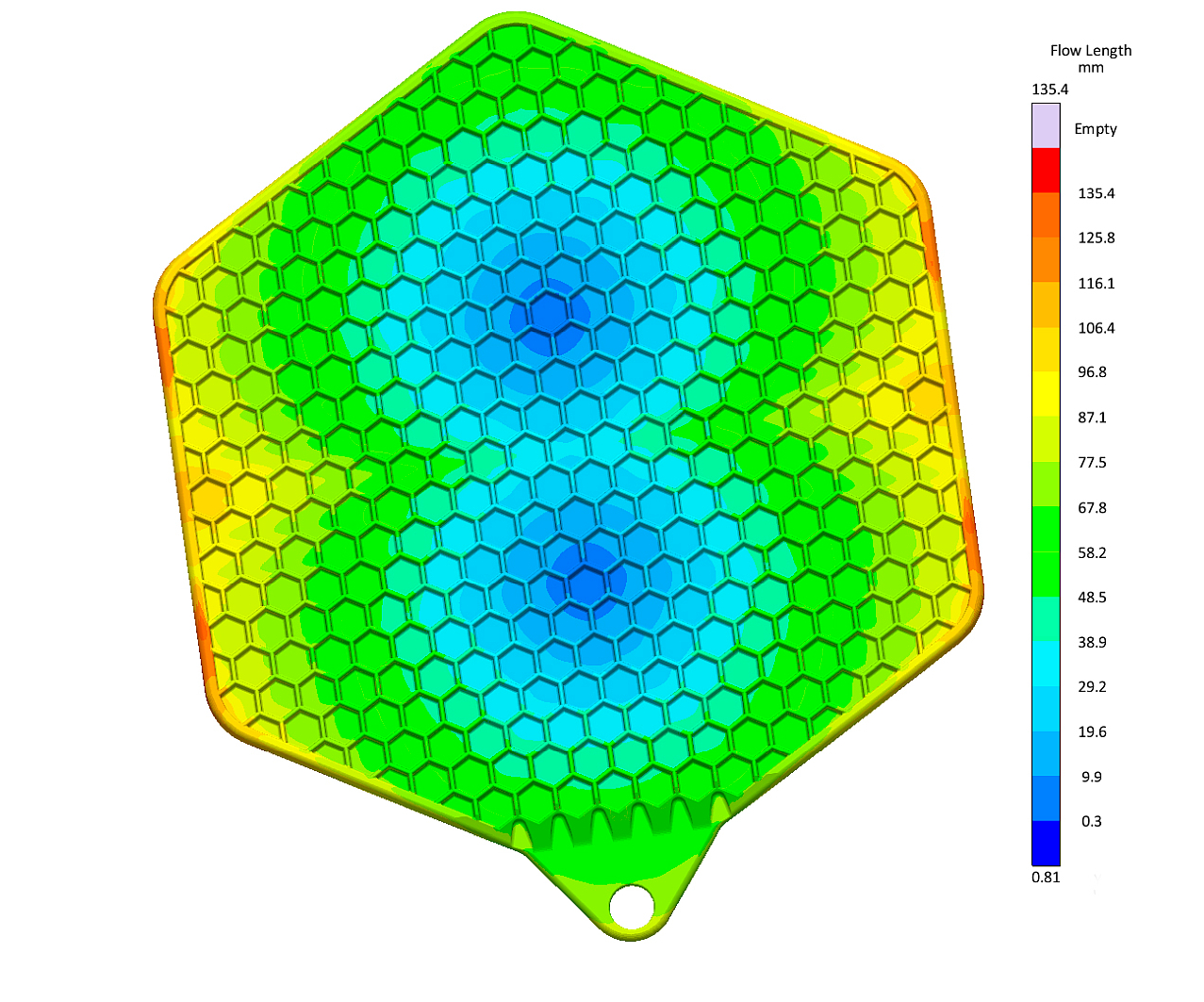
Sigmasoft Autonomous Optimization automatically determined optimum placement of two gates, as well as filling times and heater placement and temperature.



A tricky LSR injection molding demonstration at the Fakuma 2018 show in Germany in October was made possible by a new type of simulation technology that automatically performs multiple iterations to home in on a desired outcome. Introduced at the previous year’s Fakuma bySigma Enginering, Sigmasoft Autonomous Optimization is similar to an automated design of experiments (DOE), except that it seeks an optimized result based on the programmer’s instructions (see June feature for details).
At Fakuma 2018, Momentive Performance Materials operated a molding cell producing an LSR pot holder with a challenging honeycomb design. Its largest dimension is 210 mm and overall thickness varies from about 3 to 7.5 mm. But the honeycomb walls are only 1 mm thick, and the 83-g shot has a max. flow length of 135 mm from two gates. According to Momentive, this project would have been “very difficult to realize without simulation.” This type of product had never been injection molded before—only compression molded. “We didn’t know what exact injection pressure or clamp force would be required,” says Momentive’s Oliver Franssen, senior global marketing leader for transportation. It was essential to determine in the shortest possible time whether the part could be molded on a machine small enough to fit in the company’s booth. “Also, we wanted to avoid two costly mistakes—air entrapment, and excessive temperature difference across the cavity.”
Sigma ran a total of 60 different simulations, involving three different filling times and 20 different gate positions, over about two days using Sigmasoft Autonomous Optimization. The software also evaluated all the results to identify the best solution. The software determined optimal placement of two gates and, in a second optimization, the position, length, and temperature of electric heaters in the mold. The result was a 55-sec cycle time with no flash, no short shot or air entrapment, and reduction of temperature differences in the cavity from 40° C initially to no more than 10°.
Based on the results of the virtual analysis, the mold was built by Emde MouldTec in Germany. The extremely compact tool needed no cold-runner block for sprueless molding; instead, the cold-runner head (from ACH solution of Austria) was attached directly to the 90-ton SmartPower injection machine from Wittmann Battenfeld.
Related Content
-
Automation Evolution: From Robots to Work Cells, Solo Devices to Integrated Systems
Injection molding automation has progressed from devices to systems, from simplicity to more complex capabilities. The author traces this development through various levels of automation – all still available choices today – and analyzes the costs and capabilities for each level.
-
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
-
New Technology Enables ‘Smart Drying’ Based on Resin Moisture
The ‘DryerGenie’ marries drying technology and input moisture measurement with a goal to putting an end to drying based on time.








