
A Film Processor’s Guide to Understanding Materials & Equipment
Process engineers need to have a fundamental understanding of three areas: the material properties, the basic design parameters of the extrusion equipment, and the process window of the equipment.

The shear viscosity of a material decreases with increasing shear rate. As the temperature increases, the shear viscosity decreases—i.e., it is easier for materials to flow at higher temperatures.
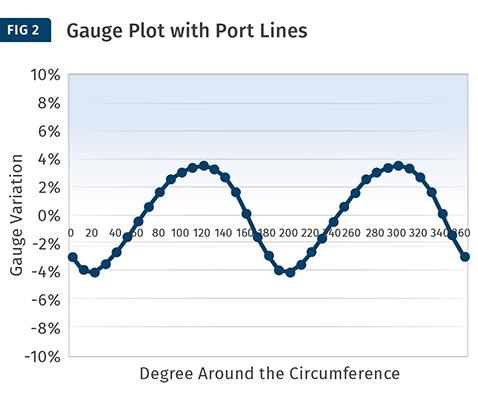
When melt temperatures are not controlled properly, the temperature gradient across the melt stream will increase. The bigger the difference in cross-stream melt temperature, the worse its impact on thickness uniformity, as shown in this two-port die.
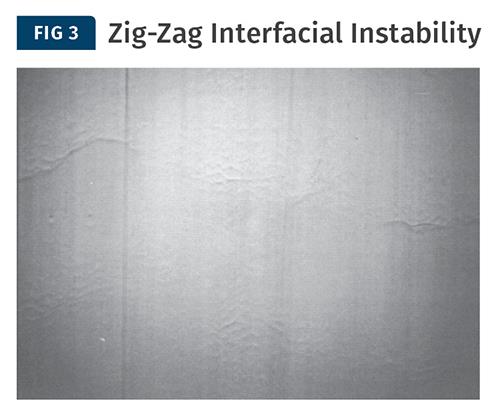
Zig-zag interfacial instability is commonly seen between materials that have vastly different shear viscosities. (Source: Dr. John Perdikoulias)
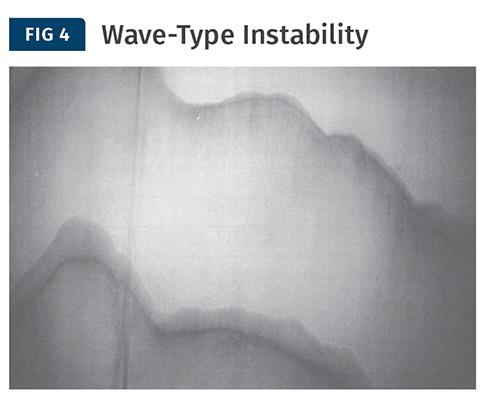
Wave interfacial instability is commonly seen between materials that have very different elongational viscosities. (Source: Dr. John Perdikoulias)


Film extrusion is used in widely varied applications, ranging from agriculture, geomembrane, and construction to medical and food packaging, to name a few. Depending on the end use, film-quality requirements can also vary. In food packaging, for instance, gels or defects of any kind must be avoided, as they can be mistaken by consumers to be food spoilage or bugs in the food. In construction films, where in recent years a thin EVOH layer has been incorporated for radon barrier, thickness uniformity of the EVOH layer becomes very important.
In general, though, there are some attributes that are important for any type of film-processing operation:


Thickness uniformity. The film needs to be as flat and uniform as possible to enable smooth operations of any downstream processing.
Material flexibility. The line will need to have as much flexibility as possible to handle a variety of different resins, ranging from different types of polyethylenes (LDPE, LLDPE, mLLDPE, HDPE, MDPE) to different types of polypropylene, and in some extreme cases, different engineering resins as well (nylon, EVOH, PET).
Various thicknesses. Often, the line will need to be able to produce films of various thicknesses, ranging from 20 to 200 microns. Not only is the material selection important in these cases to target certain physical properties, but so are cooling and winding capabilities of the line.
Length of the run. For extrusion processors, it would be ideal that the line will never be cleaned, to minimize maintenance and scrap costs. In the real world, that is unrealistic. It is not only important to select extrusion equipment that will help reduce hang-up spots and prevent degradation, but how processors run the line is equally important.
Quality Control. It’s always crucial to minimize defects such as carbon buildup.
In order to fully optimize any extrusion process, the process engineers need to have a fundamental understanding of three areas: the material properties, the basic design parameters of the extrusion equipment, and the process window of the equipment. This article will describe how each area contributes to the most important attributes of any extrusion process.
Material Properties
It is important for processors to understand the material properties of resins they wish to run. It is understandably common that processors would like to accommodate as many different structures on the same extrusion equipment as possible, which would maximize the equipment utilization.
However, it is important to understand the equipment differences available in the plant, as not all equipment is designed the same and therefore may not be able to accommodate all the material recipes or structures. In order to understand the material differences, some common material properties that need to be considered include:
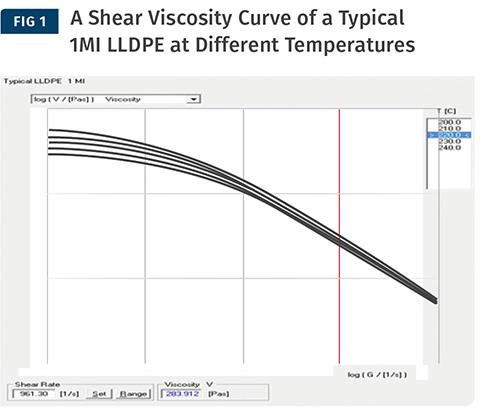
• Viscosity differences. This is probably the single most important property to understand in extrusion. Viscosity is defined as the material’s resistance to flow. In polymers, what complicates the characterization of viscosities is the visco-elastic behavior. Viscosities are not constant in polymers; generally, their viscosities decrease as the materials experience more shear. Figure 1 shows a typical shear viscosity curve of a 1 melt index LLDPE.
As Fig. 1 indicates, the shear viscosity of a material decreases with increasing shear rate. As the temperature increases, the shear viscosity also decreases—i.e., it is easier for materials to flow at higher temperatures. Depending on the molecular architecture such as molecular-weight distribution (MWD), molecular weight (MW), and long-chain branching content (LCB), the shear-thinning behavior of different polymers is different.
For example, a LDPE shows more shear thinning than a LLDPE due to the presence of LCB, so the shear viscosity of LDPE decreases faster at higher shear rates than does that of LLDPE. Moreover, the temperature sensitivities of the various polymers are also different; for example, generally speaking, the viscosity of nylon decreases faster at higher temperature than does that of PE. Shear stress is expressed as:
Shear stress [Pa] = Shear Viscosity [Pa-sec] * Shear Rate [1/sec]
A material that has higher shear viscosity will also have higher shear stress at the same shear rate. Shear stress is the force applied per unit area. This property is very important when taking into account the effective purging time and material-transition time. It is much easier to transition from a 1 MI LDPE to a 1 MI LLDPE than vice versa, since the shear stress of a 1 MI LLDPE material is higher at higher shear rate than that of a 1 MI LDPE, and therefore, it is easier for the LLDPE material to “clean out” the LDPE.
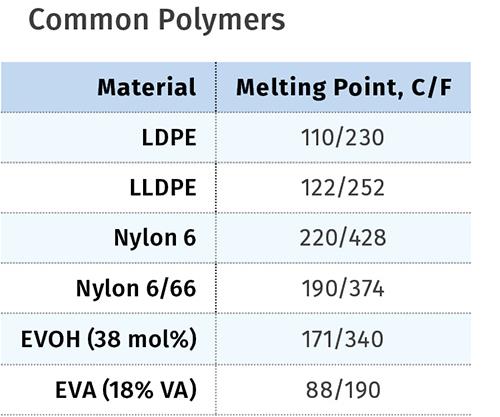
• Melting-point differences. Different polymers have different melting points. Table 1 indicates some typical melting-point ranges for different polymers.
Knowing the melting points of the materials is very important in at least three aspects. First of all, when transitioning from a polymer with a higher melting point to one with a lower melting point, it is crucial that the lower-melting material be introduced at the same processing temperature as the higher-melting material. A common example would be to transition from a nylon 6 to a 1 MI LLDPE. The processing temperature of the nylon 6 material would likely be around 2500C (4820F). The 1 MI LLDPE material should be introduced at 2500C so that it can purge out the nylon 6 material. After the film becomes clean, the temperatures in the barrel should be lowered first, without changing the die temperature. This way, the viscosity of the LLDPE can be increased to further purge out the nylon 6 in the die. Finally, after the film looks good in appearance, the die temperature would be lowered to that used for LLDPE.
Secondly, during a coextrusion process where different materials join together to form one structure, it is important to understand the processing-temperature differences of the materials in the structure. For example, in a blown film application, if a material such as homopolymer PET needs to be extruded at 290-3000C (554-5720F), the rest of the structure must be designed in such a way that it will have enough melt strength to stabilize the bubble.
Another example would be running a temperature-sensitive resin such as an EVA, EAA or, in extreme cases, PVdC. Process engineers need to keep in mind that the layers directly adjacent to these materials cannot be resins that require much higher processing temperatures. These materials need to be encapsulated by temperature-stable resins that can be processed at the same temperatures but can withstand much higher temperatures as well. These materials will then act as protective layers.
Thirdly, it is very common for processors to blend different resins in a given layer of a structure. It is important to know the melting point of each resin in the blend. If the melting points of the resins are vastly different, specific temperature profiles need to be used or different screw designs will need to be specified. For example, if one mixes a LLDPE material with a small amount of EVA, the EVA material melts at around 850C (1850F), while the LLDPE melts at around 1200C (2480F). The EVA inevitably melts sooner than the LLDPE. The key here is to prevent EVA from encapsulating the LLDPE pellets and acting as an insulator, which prevents the LLDPE from melting completely, resulting in LLDPE unmelts.
This holds true also for materials with vastly different viscosities. Processors need to be careful when blending a 1 MI LLDPE with a 5 MI LLDPE, for example. The lower viscosity resin flows much more easily and hence will encapsulate the higher viscosity resin if the wrong screw design or the wrong processing-temperature profiles are used.
Understanding Basic Equipment design
Even though film processors are not equipment designers, it is still crucial for them to understand what each line is designed for and what its capabilities are. Back in the 1980s, most of the equipment in the industry was designed for LDPE. When LLDPE was first introduced, processors did not realize that because LLDPE has higher viscosities in general, the equipment that was designed to run LDPE could not run LLDPE at the same rate. There were several main issues with running LLDPE in a line designed for LDPE:
• Melt temperature of the polymer became too high: The melt temperature of LLDPE could go as high as 270-2800C (518-5360F). This would cause degradation of the polymer and generate gels. After the line ran for a couple of months, black specs would be seen on the film.
• Backpressures from the die would be exceedingly high. When the die was designed for LDPE only, the pressures from the die normally could be 3000-4000 psi. With a 1 MI LLDPE, the pressures would increase by at least 50%, which would limit output. High backpressures would also cause an increase in melt temperatures.
• Torque issues on the extruder. Again, since LLDPE has much higher viscosity than LDPE, it consumes much higher torque in the extruder. If the extruder could previously run LDPE at 80 rpm, it could be maxed out on torque at 30 rpm with LLDPE, in some cases. This, again, limits the output of the system significantly.
• Screw design. When processors tried to run LLDPE on a screw designed specifically for LDPE, not only did the output suffer, but unmelts were also observed. Proper melting and mixing of the polymer was not achieved with the wrong screw design.
• Thickness uniformity issues. When the melt temperatures are not controlled properly, whether due to excessively high backpressures or the wrong screw design, the temperature gradient across the melt stream will increase. Even though the melt temperature would read 2600C (5000F), in most cases that was a temperature reading at the adapter wall. The actual melt temperature in the center of the adapter could be as high as 3000C (5720F). The bigger the difference in cross-stream melt temperature, the worse its impact would be on extrudate thickness uniformity. The large temperature gradient is equivalent to having polymers of different viscosities flowing in the same system. The lower viscosity materials would flow out of the spirals faster than the higher viscosity materials; in turn, the thickness profile on a blown film die would show sinusoidal waves similar to Fig. 2. Because the LLDPE and LDPE material have different shear-thinning behavior, the spirals (or the channels in which the polymers distribute) would need to be designed differently to accommodate the different rheological characteristics.
• Melt fracture. The typical die gap for LDPE material is around 0.040 in. (1 mm). Because of the higher shear stress with LLDPE, sharkskin melt fracture is observed more readily. Typical die gaps for LLDPE would be around 0.080-0.100 in. (2-2.5 mm), depending on output.
As this example shows, when the equipment is designed for the wrong material, Almost every aspect of the process could go wrong. This includes unmelts, gels, and poor thickness uniformity and film appearance, just to name a few.
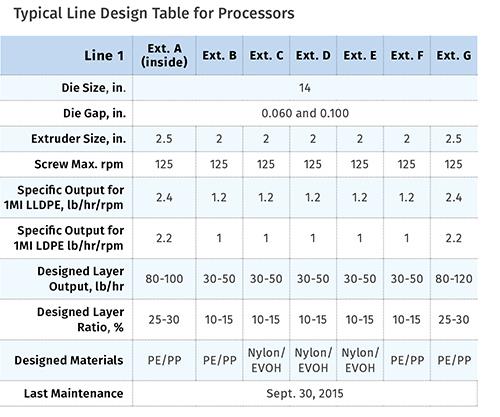
In coextrusion, what makes things more complex is that each layer may be designed for a particular output. In addition, the ratio difference between the layers will need to be taken into consideration to avoid interfacial instability. That is a phenomenon in which the adjacent layers do not flow together properly and cause either a chevron-type appearance across the film or a large-wave type of appearance. The small chevron-type appearance is known as zig-zag instability, as shown in Fig. 3; it is known to be caused by large viscosity differences between the layers. The wave-type instability shown in Fig. 4 is known to be caused by elongational viscosity differences. Processors should devise a line-design table. Table 2 shows one for a seven-layer system, but it can easily be changed for any system.
Normally, the designed layer output and the designed layer ratio can be obtained from equipment manufacturers. Once a table like Table 2 is available for each line, it is easy during production planning to determine what products can be best produced on each line. It is also important to record the specific throughputs of the line and the last maintenance date. This is a good way of monitoring the conditions of the screws and barrels. When a screw starts to wear, the specific throughput would start to drop. The screw would then increase its rpm to compensate for the lower specific throughput, and the melt temperature would start increasing. Typically for gel-sensitive applications, the processors should start looking into replacement of the screw and/or barrel if the specific throughput drops more than 10%.
Process Window of the Equipment
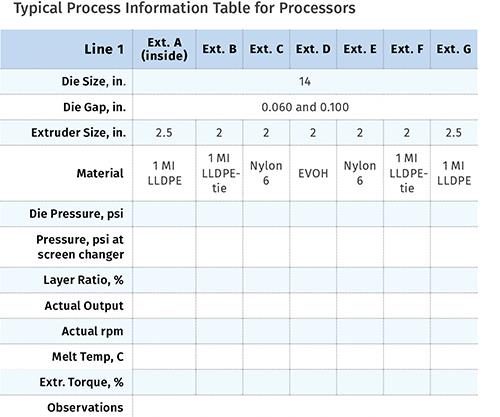
Once the processors have a good understanding of the material properties and a good grasp of the equipment design, they should start collecting their own information to build a database for each line. A more detailed table can be used to record the information on each line, as shown in Table 3.
This table should be collected for structures that run well, as well as structures that do not run well. Gathering this Information could help predict the performance of the line when new structures or new materials need to be run. This information, combined with the design table, could help the process engineers understand what is actually happening in the line.
For example, if a structure that used to run well without any issues started to have gel problems after a die cleaning, it would be very easy, with proper documentation, to compare the basic process parameters before and after the die cleaning. First things to check in this case would be melt temperatures and screw outputs at the same rpm.
Another example would be when a structure runs well for a couple of weeks, and then gels start to occur. Assuming that this is a new structure, it would be easy to compare the design output range to the actual run output. If the actual output is significantly below the designed output range, this would imply that the shear rates in the system might be too low, which would cause degradation over time.
ABOUT THE AUTHORS
Robert Nark is a technical associate with Celgard, Charlotte, N.C., a leading worldwide processor of battery separator films. His more than 40 years of experience in film processing range from process engineering and operations management to product development. Nark was instrumental in the development of battery-separator film technology and has multiple patents in the field. Contact: bobnark@celgard.com; celgard.com.
Dr. Karen Xiao has almost 20 years of experience in extrusion, specializing in structure-processing-property relationships. She is currently extrusion technology leader at Celgard. Xiao has been intimately involved in design and development of multilayer dies and screws, and has authored more than 40 articles and technical papers and contributed chapters to two books. She currently serves on the Board of Directors of the SPE Extrusion Div. and was the Extrusion Div. Chair in 2014-2015. Contact: karen.xiao@celgard.com.








Related Content

ICYMI: May Roundup
May was a busy month, especially with the buzz coming out of the Extrusion Conference. Here’s a quick look at the top articles from May you might have missed.
Read More
Plastics Technology Year in Review: Your Favorite Reads of 2024
A year-end review of the top stories showcasing industry trends, advancements and expert insights. Revisit the articles that captured the attention of the plastics community.
Read More
Medical Tubing: Use Simulation to Troubleshoot, Optimize Processing & Dies
Extrusion simulations can be useful in anticipating issues and running “what-if” scenarios to size extruders and design dies for extrusion projects. It should be used at early stages of any project to avoid trial and error and remaking tooling.
Read More
Bringing Order to the Chaotic Debate of Turbulent Flow in Injection Molding
Is turbulent flow required for all cooling channels to optimize the cooling process in injection molding? It depends. Author reviews the Reynolds number, advanced cooling technologies, simulation’s potential role and more.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More