Barrier Screws: Not All Are Created Equal
Let’s take a deep dive into parallel and crossing types and see where each fit in.
.jpg;width=70;height=70;mode=crop;format=webp)
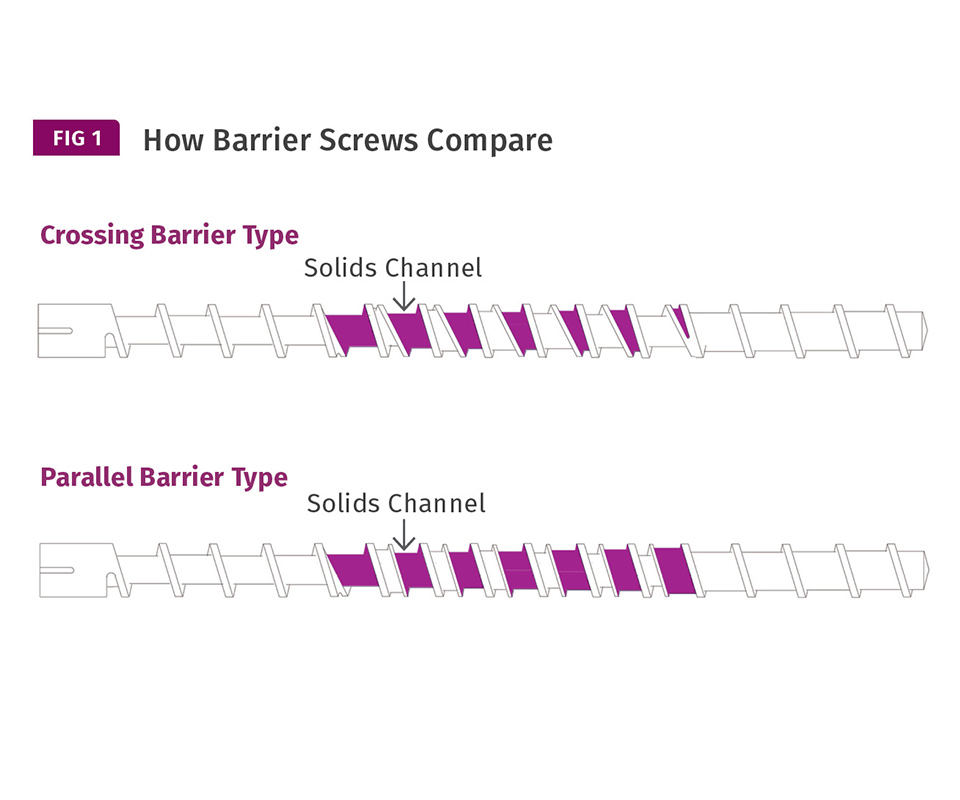
It’s much easier to calculate the melting and pumping performance on parallel barrier screws. Crossing barriers require many more calculations to accurately calculate the melting rate and output because the depths and widths of both the solids and melt channels are changing continuously as they advance down the screw.
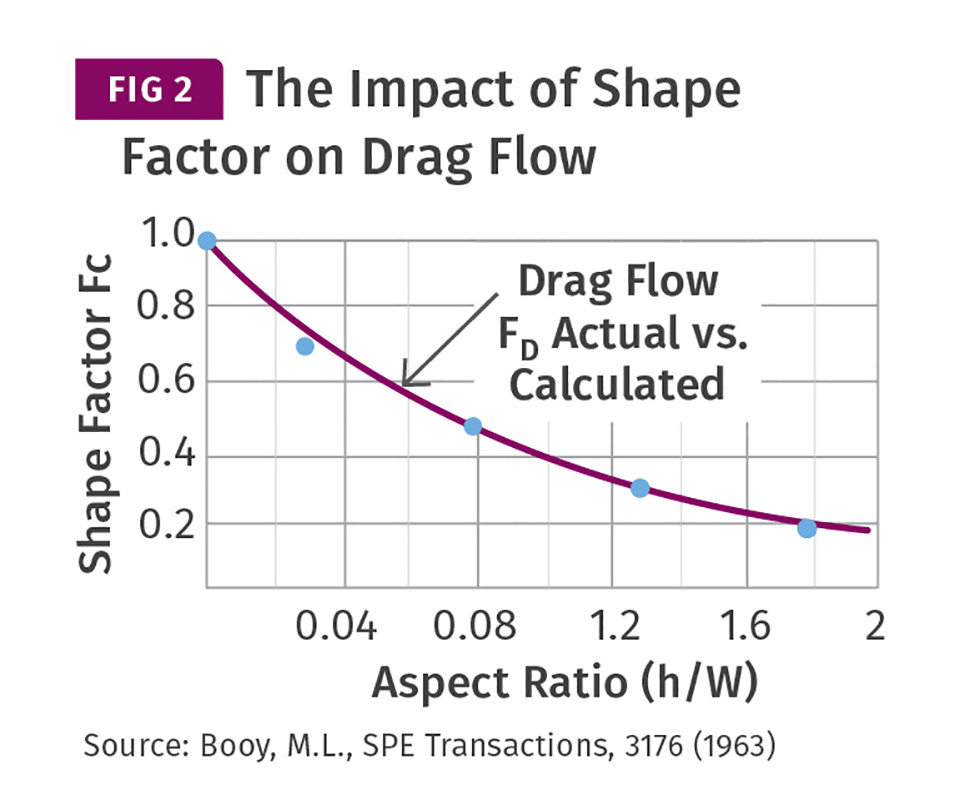
When the ratio of the channel depth to width (h/W) of a screw channel increases, there is a reduction in its drag flow. This is commonly referred to as the shape factor. The shape factor affects both the drag flow and the pressure flow. This shows the magnitude of the effects of the shape factor on drag flow.
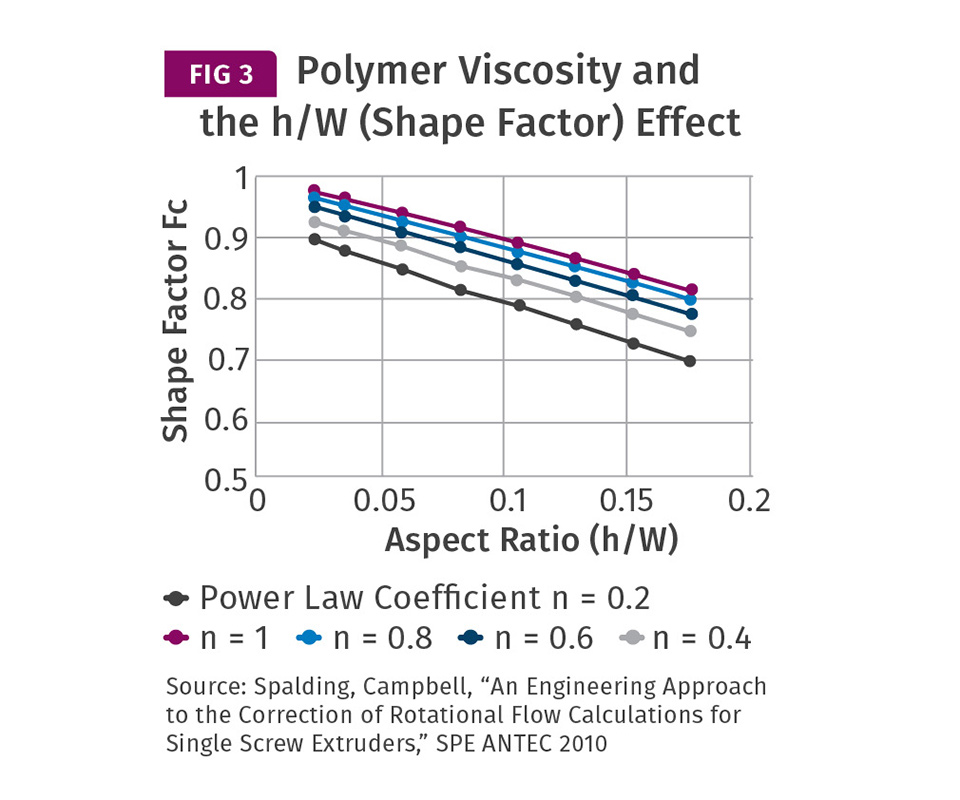
The magnitude of the h/W effect also depends on the polymer viscosity; polymers with a low power-law coefficient (greater shear-thinning tendency) are more affected. Crossing barrier types would be better suited to polymers with higher power-law coefficients.


There have been many barrier screws designed over the years to improve plastication. But while they have some common design features, they don’t work exactly the same. I have found that parallel barriers (see Fig. 1) have some advantages over crossing barriers.
First—and importantly for me as a designer— it’s much easier to calculate the melting and pumping performance of parallel barriers, which cuts down on design time. Although that’s not of general benefit, the crossing barriers require many more calculations to accurately calculate the melting rate and output. This is because the depths and widths of both the solids and melt channels are changing continuously as they advance down the screw. This leads to potential design errors. Simply determining the channel volumes is a math exercise.



From a performance viewpoint, a crossing barrier design requires more length to achieve the same surface area at the barrel wall. In screws of lesser L/D, this can necessitate designing for lower outputs or take a chance on poorer melt quality. I’ve evaluated a number of crossing barrier and parallel barrier designs and found the crossing barriers typically had about two-thirds the area in the solids channel compared with those having a parallel barrier, if they had equal-length barrier sections and flight leads. The parallel barrier designs I studied all had approximately 66% solids-channel and 33% melt-channel widths. Since barrier designs are intended to improve melt uniformity at higher outputs, the ones having the greater melting area, as determined by the greatest solids-channel area, would be expected to have a distinct advantage.
As a second consideration, when the ratio of the depth to width (h/W) of a screw channel increases, there is a reduction in its drag flow. This channel depth/width ratio is commonly referred to as the shape factor. The shape factor affects both the drag flow and the pressure flow. Figure 2 shows the magnitude of the effects of the shape factor for drag flow. For example, when the h/W reaches 0.2, which would correspond to a 3-in.-wide channel with a 0.600-in. depth, the Fc (or factor for drag flow) has reduced to 90% of a calculated drag flow. With a crossing barrier, this indicates decreasing drag flow along the entire solids channel, with a decrease at the middle to about 72% for a channel starting at 3 in. and a constant depth of 0.600 in., with further decreases to its end.
Since drag flow is reducing due to the shape factor as the crossing barrier moves down the screw, there is ultimately a portion of the solids channel—where it becomes very narrow—that does not remove the melt effectively, thereby blocking the introduction of unmelt to that area. This reduced drag flow occurs over roughly the final one-third of the barrier length, further affecting the melting area.
The magnitude of the h/W effect also depends on the polymer viscosity; polymers with a low power law coefficient (i.e., greater shear-thinning tendency) are more affected. A 2010 SPE ANTEC paper by Mark Spalding of the Dow Chemical Company and Greg Campbell of Castle Research Associates, “An Engineering Approach to the Correction of Rotational Flow Calculations for Single Screw Extruders,” shows the effect of the shape factor for polymers with various power-law coefficients (Fig. 3). Spalding’s and Campbell’s research indicates that crossing barrier types would be better suited to polymers with higher power law coefficients.
This means that polymers such as polycarbonate or nylon 66 would be good candidates for crossing barrier designs. Interestingly, PVC screws would be most affected by the Fc. Yet most PVC barrier screws are of the crossing barrier type. But on closer examination, that makes sense because amorphous polymers are not as affected by melting area, since they essentially soften with increasing temperature and never experience a defined melting point.
This is not to say that maximizing the solids area is the only criterion for a superior barrier-screw design, but it’s certainly one of the critical elements. Another consideration for choosing parallel barrier designs is possible distortion of the solid bed during melting. This commonly occurs with a crossing barrier due to the constantly changing width (i.e. shape) of the solids channel, which can lead to solid-bed breakup and poorer melting rate and melt quality. This would indicate that parallel barriers would be more appropriate for crystalline polymers that have a fixed melting point, while not so important for amorphous polymers.
Crossing barriers also generally require a deeper solids channel in order to achieve output equal to that of a parallel barrier because of the previously mentioned pumping limitation. The required deeper channels reduce heat transfer both from the barrel and from the melt to the unmelt. Each of these limitations can be overcome if there is sufficient screw length, as there are many successful crossing barrier screws in service, but the different requirements of crystalline and amorphous polymers must be considered in the design and not simply substituted geometrically one for the other.
ABOUT THE AUTHOR: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724) 651-9196.
Related Content

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
The Importance of Viscosity in Melting
The calculations required to determine the right melt temperature for each polymer are complicated. Knowing the power-law coefficient and the consistency index of the polymer you run might prove useful.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More