
Designing a Thermoforming Plant For Efficiency and Productivity
On-Site: Formed Solutions, Inc.
Building a new plant in 2003 gave Lyle Schut a clean slate.

From this ...

To this ...

To this. Formed Solutions moved to a larger, custom-built plant in 2003. From ground breaking to completion took six months.

The new plant is spacious, well lit, and has high air turnover.
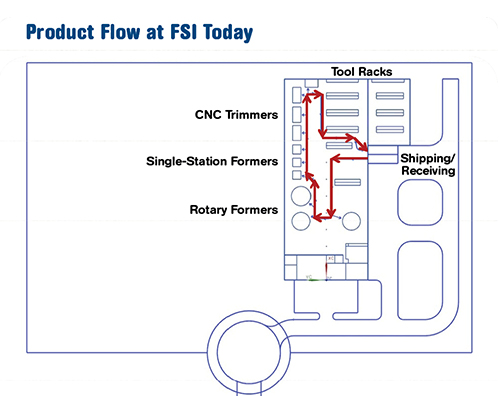
A key goal for the new plant was efficient production flow in a racetrack design that minimizes redundant materials and parts handling. Manufacturing area is 44,000 sq ft.
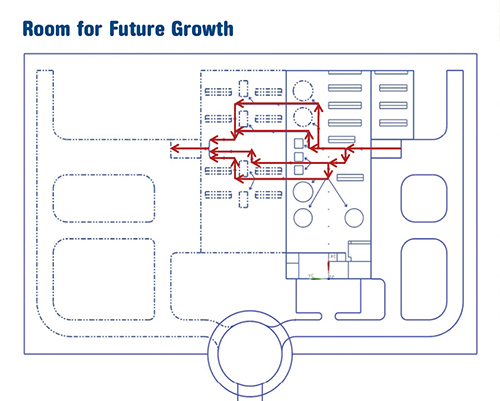
FSI envisions almost doubling in size, separating the forming and CNC trimming operations, and replacing the current racetrack production flow with a linear flow-through pattern from East to West—in one door and out the other.

Machines were moved into the new plant gradually. So production went on at the new and old locations simultaneously throughout the three-week transition.

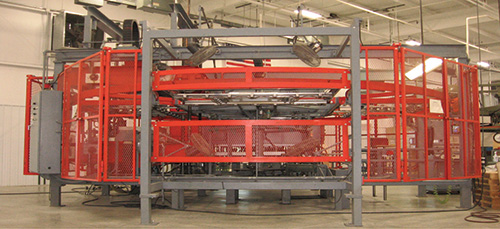
Machines are organized into work cells. Flexibility is provided by mounting large work tables on wheels.

Organized work cells place sheet dryers and bandsaws conveniently close to the forming machines.

CNC trimmers are also organized into flexible work cells.

To make the new plant easy to keep clean, machines are placed away from the walls (above) and up off the floor on risers (below).

Organized product and tooling storage are also part of the improved plant design.

Tool storage, often a problem in other plants, is amply provided for here.


Building a new plant in 2003 gave Lyle Schut a clean slate. Formed Solutions, Inc. (FSI ), the company he had founded in 1998, had outgrown its facility in Holland, Mich. It was also limited by an inefficient layout in a former machine shop that had low ceilings, divided production into separate rooms, and required excessive handling to move product in and out of different operations.
Schut acquired six acres of land just a few miles away, more than enough to accommodate his growing custom heavy-gauge thermoforming business. But just as important, here was an opportunity to create from scratch the clean, modern manufacturing and working environment he envisioned.



START WITH A PLAN
Schut is not the sort to jump into a project like this haphazardly. His motto is, “Have a goal with a well thought-out plan.” He made a list of these goals for the new plant:
1) Modern and up to date;
2) Easy to organize and maintain;
3) Easy to keep clean;
4) Productive layout with efficient product flow;
5) Organized work cells with flexibility;
6) Safe and comfortable workplace;
7) Ability to expand for future growth
8) Affordable budget.
His next step was to list the basic requirements for the new plant and draw up a preliminary layout. Those basic requirements were as follows:
•Square footage required: 25,000.
•Power required: 2000 amps.
•Compressed air: 50 hp compressor, 2-in. loop, and 1-in. drops to the machines.
•Vacuum: two 15-hp pumps, 2-in. loop, and 1-in. drops.
•Water: 1-in. delivery.
•Office requirements: 6 office staff.
In addition, he resolved to research three possible sites, obtain budgetary quotations from three contractors, pursue financial planning with his current bank; and explore possible tax abatements with local agencies.
In the end, his “affordable budget” (goal #8) comprised $240,000 for real estate and $1 million for building construction. During the planning stages, manufacturing floorspace for the new facility was expanded by 12,500 ft2. This allowed room for a new 4 x 6 ft rotary former in addition to the existing pair, plus replacing a smaller (2 x 3 ft) one of the three single-station formers with a larger size (4 x 6 ft), and adding two more 5-axis CNC trimmers to the existing pair.
Schut says the project took six months from breaking ground until move-in. Production was maintained during the transition by moving the machines singly or in small groups and getting them up and running in the new plant while other machines were still running back at the old facility. A forming press can be disassembled, moved, reassembled, and back in production within a couple of weeks, Schut says. But a CNC trimmer can be shut down, moved, and started up again in the same week. All the machines were moved to the new plant in a space of three weeks.
DESIGN FOR PRODUCT FLOW
A key goal for the new plant was a more efficient production layout that would reduce or eliminate redundant materials and parts handling. The layout on p. 39 shows the “racetrack” product flow from receiving to forming, trimming, and back to shipping.
Machines are organized into work cells with plenty of space to move around. Sheet dryers are located close to the forming machines, as are the bandsaws (one near each former). Flexibility is provided by large work tables on wheels.
CLEAN, SPACIOUS, WELL LIT
The new plant’s interior is painted white for a clean look. Improved lighting enhances visibility. Machines are arranged spaciously so that all the operators are in view of each other and they can lend each other a hand when necessary. The supervisor and single forklift material handler also can see all the machines easily.
For ease of cleaning, the machines are placed well away from the walls and are mounted up off the floor on risers—no pits are needed.
While Schut decided t hat a ir conditioning the whole plant would be too expensive, employee comfort is provided by four 60-in.diam. ventilation exhaust fans that take the heat and dust out of the building and turn the air over completely every 5 min.
ROOM FOR GROWTH
In late 2010, FSI added 6500 ft2 (at upper right of the floorplan) for tooling storage. “Enough storage space is always a problem,” Schut observes. Additional tool storage is provided in a plan for future expansion of an additional 37,500 ft2. This would allow for another plant reconfiguration that would segregate the forming and CNC trimming areas and replace the current racetrack design with a linear flow-through production plan in which materials and products move from receiving docks on the East side of the building through forming and then trimming, and then out through shipping docks on the West side.












Related Content

Cobot Creates 'Cell Manufacturing Dream' for Thermoformer
Kal Plastics deploys Universal Robot trimming cobot for a fraction of the cost and lead time of a CNC machine, cuts trimming time nearly in half and reduces late shipments to under 1% — all while improving employee safety and growth opportunities.
Read More
Ingenuity Is Part of This Former’s Name, and in Its DNA
Plastic Ingenuity started in a garage in 1972 and through a commitment to developing best-in-class products stands today as one of the largest custom thermoformers in the world.
Read More
Sustainable Materials is Focus of Thermoforming Exhibits at K 2022
Thermoforming equipment makers including WM, Kiefel, and OMV will showcase processing of recyclable and biobased materials.
Read More
Automation in Thermoforming on the Rise
Equipment suppliers’ latest innovations exemplify this trend driven by factors such as labor shortages, higher-speed thermoformers and tighter quality control.
Read MoreRead Next

Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More