
Engel Previews K 2016 Introductions
Advances in mold cooling, machine condition monitoring, and in-mold decorating will be key exhibits in Dusseldorf.

Large car interior parts like door panels can be made cost-effectively with the new DecoJect process. Surface characteristics like color, gloss, texture, and feel (haptics) can be provided by an in-mold film.

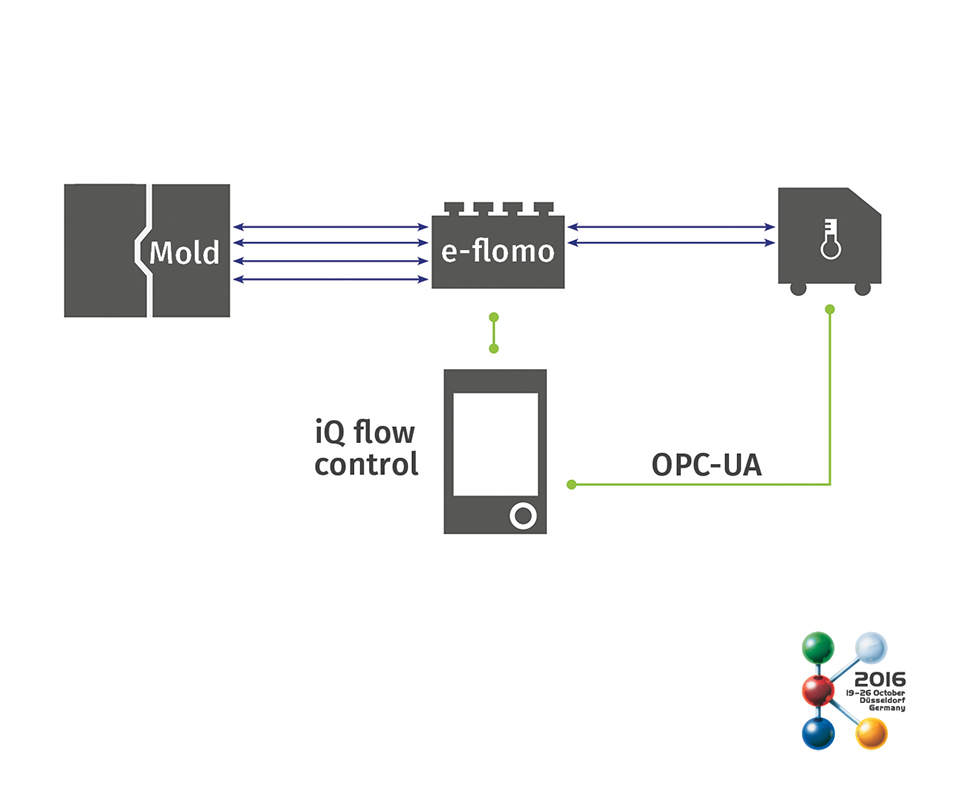
Engel’s new iQ flow control software is integrated into the CC 300 machine controller. It uses new OPC-UA protocol to regulate both an Engel e-flomo electronic flow monitor/controller and a special TCU with variable-speed pump.

New ultrasonic sensors mount magnetically on the outside of the barrel to assess screw wear. This is part of Engel’s new e-connect.monitor development program for predictive maintenance.


Welcome to K 2016 season! The first of the major machinery manufacturers to preview its technology introductions at the show was Engel, which hosted a gathering of the international plastics press at its headquarters in Schwertberg, Austria, in June. Its news included injection presses, robots, and auxiliaries.
Dr. Stefan Engleder, Engel’s chief technology officer (and soon to become CEO), said that Engel (U.S. office in York, Pa.) will be highlighting three main initiatives in R&D: energy efficiency, system solutions, and the “smart factory,” otherwise known as Industry 4.0.


SMARTER MOLDING COOLING
Using the example of a 50-metric-ton (m.t.) all-electric e-mac 50 press, Engleder said 42% of the energy used in processing goes into mold cooling. His colleague, Dr. Georg Steinbichler, sr. v.p. of R&D technologies, added that the majority of molding rejects around the world stem from errors in mold-temperature control, caused by deposits or dirt clogging circuits and pressure fluctuations in water supply. What’s more, he said that a change of 1° C (1.8° F) in mold surface temperature can make a 2% difference in cooling time.
To address these related issues, one of Engel’s major introductions at K will be its mold-temperature control system including new iQ flow control software. This new companion to Engel’s iQ weight control and iQ clamp control is designed to answer the question of what is the optimum flow rate for coolant in the mold, something Steinbichler says no one knows without trial and error. The question becomes even more important, he notes, when you consider that different flow rates in various cooling circuits are often necessary for effective cooling.
The new mold-temperature control measures water temperatures in the cooling circuits and regulates the pump speed to provide only the amount of flow required. It is a system incorporating Engel’s e-flomo electronic flow monitoring and control at the water manifold, plus a new water-temperature-control unit (TCU) with variable-speed pumps, jointly developed by Engel and HB-Therm of Switzerland, and Engel’s brand-new iQ flow control software. Furthermore, Engel is implementing the OPC-UA (Open Platform Communication Unified Architecture) protocol as an interface to the TCU within its CC300 machine control.Engel says OPC-UA is becoming a new industrial standard but has not been used before now in injection molding. Its “universal” cross-platform communication capabilities are seen as a superior alternative to today’s point-to-point communication standards such as RS-232 and RS-485. In this case, OPC-UA allows the e-flomo unit to “talk to” the TCU, using the iQ flow control software in the CC300 machine control.
The first step is to set the ΔT (in/out water-temperature difference) for each cooling circuit, based on published literature values (for example, 1-3° C for high-quality technical parts and up to 5° C for larger parts). Using sensors in the water circuits, the iQ flow control software will control the TCU pump speed to provide the minimum flow rate necessary to achieve the ΔT setpoint. According to Steinbichler, this can save up to 80% of mold-cooling energy by regulating pump speed and flow while maintaining effective cooling. The new HB-Therm TCU with variable-speed pump will be available only through Engel. However, Engel’s OPC-UA communication and iQ flow control will be open to other TCU suppliers.
NEW SCREWS AT K
In the category of “system solutions,” Engel has inaugurated a new Dept. of Plasticizing Systems, which is resulting in new screw designs, two of which will be at K. One is a new mixing screw for automotive, where ability to handle a wide range of materials—from talc-filled PP to PC/ABS—is more important than maximum speed. The screw has a long L/D and incorporates multiple shear elements for better mixing. It is accompanied by an improved nonreturn ball valve.
The second example is a new barrier screw for packaging with a mixing head. Also with long L/D, it incorporates new flite cladding for wear resistance. Engel is also investing 17 million Euros over five years to boost screw manufacturing capacity up to 100% and cut lead time by up to half.
TOWARD THE SMART FACTORY
Engel’s K exhibit will emphasize three elements of the Smart Factory, which Engel calls “inject 4.0”: smart machines, smart production, and smart service. One element is the new OPC-UA platform- independent communication protocol discussed above. Mold cooling is only the first implementation; robots could likely be next.
In the category of smart service, Engel will introduce the e-connect.monitor module to develop 24-hr continuous remote monitoring of machine conditions to schedule maintenance, predict wear or component failures, and generally maximize machine availability by reducing both planned and unplanned downtime. Two new diagnostic modules are now in development. One is said to eliminate the need to pull a screw to evaluate wear. Instead, easy-to-install sensors are said to require only a few minutes to evaluate screw performance. Engel has developed ultrasonic technology to measure the clearance between the screw flights and the barrel. The sensor can be mounted magnetically on the outside of the barrel.
Another module uses sensors to monitor the condition of electric-drive ball screws. These modules could send data to Engel’s service platform to schedule maintenance or order spare parts, as well as build a database to predict component lifetimes and reduce future spare-parts inventory.
NEW PROCESSES
Engel will also present a new technique for decorating auto interior parts. Called DecoJect, it replaces painted PP parts with in-mold decoration (IMD). In-mold graining of a decorative TPO film can incorporate color, gloss, as well as haptic (“feel”) qualities. In this roll-to-roll process, the film is pulled through the mold from top to bottom, sucked into the mold by vacuum, preheated by a robot carrying an IR heater panel; then back-injected with PP and trimmed (punched out) in the tool. After the 60-sec cycle, the part is transferred to a station for laser trimming of excess film. This process is suitable for large parts like door panels and reportedly can cost up to 14% less than painting. At the show, the PP substrate will be molded with the MuCell microcellular foam process from Trexel Inc., Wilmington, Mass., to cut weight and minimize warpage.
A second new decorative process for automotive or electronic parts (notebooks, tablets, or smartphones) involves IMD with paint that is transferred to the part from a carrier film, which is stripped off after the mold opens. What’s particularly new is that this will be performed on an organosheet composite that is both overmolded and decorated in the same cycle. It will use Engel’s variomelt hot/cold molding process. After molding, a UV cure fully hardens the paint for scratch resistance. Engel, Leonhard Kurz, and Bond Laminates (part of Lanxess; U.S. office in Pittsburgh) are exclusive development partners for this system. Kurz, the film supplier (U.S. office in Charlotte, N.C.), can offer it for standard injection molding.
Molding lightweight composites with in-situ polymerization of caprolactam to nylon 6 will be another focus of the Engel exhibit. On a vertical v-duo two-platen machine with a sliding table, glass preforms for a lightweight shovel will be injected with liquid caprolactam, which will polymerize in the mold, and then the part will be transferred to a second cavity for backmolding with nylon/glass to add functional features. What’s new is an improved injection system designed for caprolactam. Using twin electric-driven pistons, it is said to provide minimum residence time, reportedly critical to this process. The new injection system will be offered as an optional add-on for standard machines.
(For more Engel K 2016 news, see Keeping Up section.)
















Related Content

Solve Four Common Problems in PET Stretch-Blow Molding
Here’s a quick guide to fixing four nettlesome problems in processing PET bottles.
Read More
ABC Technologies to Acquire Windsor Mold Group Technologies
The Tier One automotive supplier with compounding and blowmolding machine capabilities adds the 50-yr-old molder and moldmaker.
Read More
Pregis Performance Flexibles: In the ‘Wow’ Business
Pregis went big and bold with investment in a brand-new, state-of-the-art plant and spent big on expanding an existing facility. High-tech lines, well-known leadership and a commitment to sustainability are bringing the “wow” factor to blown film.
Read More
‘Monomaterial’ Trend in Packaging and Beyond Will Only Thrive
In terms of sustainability measures, monomaterial structures are already making good headway and will evolve even further.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More