How Screw Design Can Boost Output of Single-Screw Extruders
Optimizing screw design for a lower discharge temperature has been shown to significantly increase output rate.


A capacity increase for an extrusion line can occur by an increase in run time or by a rate increase. For lines that are sold out, increasing the line rate can be very lucrative and can delay the installation of costly new equipment. Recent examples of rate improvement by optimizing the screw for PE resins are provided in the accompanying table.
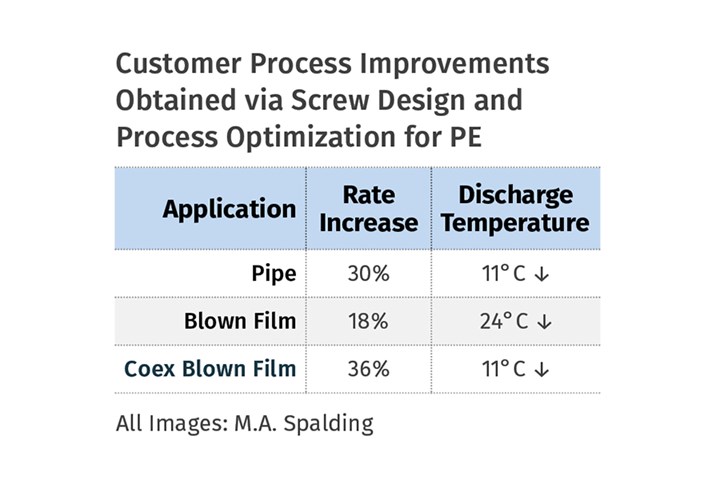
For the applications cited, new screws were designed with deeper, optimized channels. The optimized channels resulted in higher specific rates, lower discharge temperatures and the mitigation of resin degradation. The lower discharge temperatures allowed the rate of the lines to be increased. In these cases, the rate increases were significant — 18% to 36%. For most applications, the rate increase will pay for a new screw within a few weeks or months. Applications using resins other than PE can also benefit from screws optimized for a lower discharge temperature.


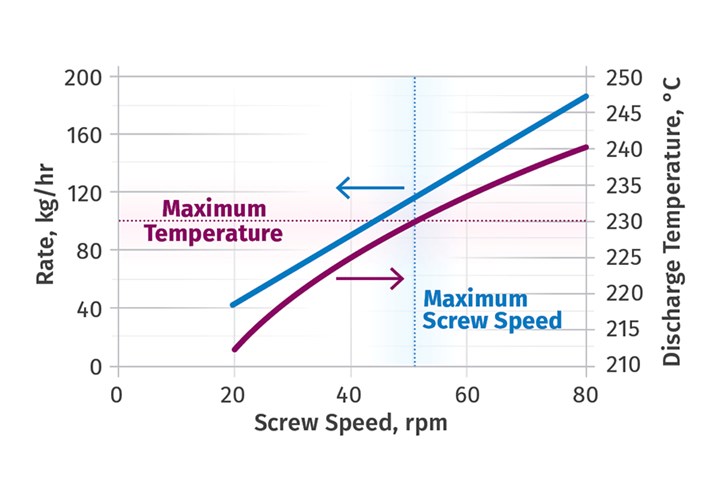
FIG 1 Rate and discharge temperature for a 100-mm diam. screw with a metering-channel depth of 5.5 mm. For this process, the maximum discharge temperature is 230°C.
A common feature for most extrusion processes is that as the screw speed and rate are increased, the discharge temperature increases. The response of rate and discharge temperature as a function of screw speed is shown in Fig. 1. Many downstream applications are rate limited by the extrudate temperature. For these applications, the operator will typically increase the screw speed and rate until the downstream process such as a blown film bubble becomes unstable. Then the rate is decreased slightly until the process runs stably. This rate is the highest possible rate for the process.
For lines that are sold out, increasing the line rate can be very lucrative and can delay the installation of costly new equipment.
This technique is used in blown film, blow molding, and pipe operations to name just a few. For extrusion blow molding, high extrudate temperatures can cause the parison to sag and require additional cooling time. High discharge temperatures can cause pipe to sag just after discharging from the die, creating pipe that is out of specification due to ovality and uneven wall thickness. For these cases, the rate should be decreased such that the extrudate temperature is decreased and the process is producing prime product.
Sometimes the extrudate temperature can be decreased by decreasing the barrel-zone temperatures that are positioned over the metering channel. Since most of the energy that is imparted to the resin comes from energy dissipation from the rotating screw, barrel-temperature settings are less effective than screw design at changing the temperature.
As a rule of thumb, decreasing the barrel-zone temperatures by 10°C will decrease the discharge temperature by about 2 to 3°C. The actual decrease in temperature will depend on the design of the screw, extruder diameter, the wear level on the screw and barrel, and the construction of the barrel coolers. Obviously screws that are near the end of service are not going to decrease the discharge temperature as much as a new screw with the same design.
The optimal method to decrease the discharge temperature is via screw design. If the metering-channel depth can be increased, the discharge temperature will decrease, providing a rate increase for blown film and pipe applications. The effect of metering-channel depth is shown in Fig. 2. This figure was constructed for a 100-mm diam. extruder running a 1-MI PE resin at 150 kg/hr. Figure 2 shows that as the metering-channel depth is increased, the specific rate increases and the discharge temperature decreases. The specific rate is expected to increase because it is directly proportional to the depth. The discharge temperature decreased because the shear rate in the channel decreased.
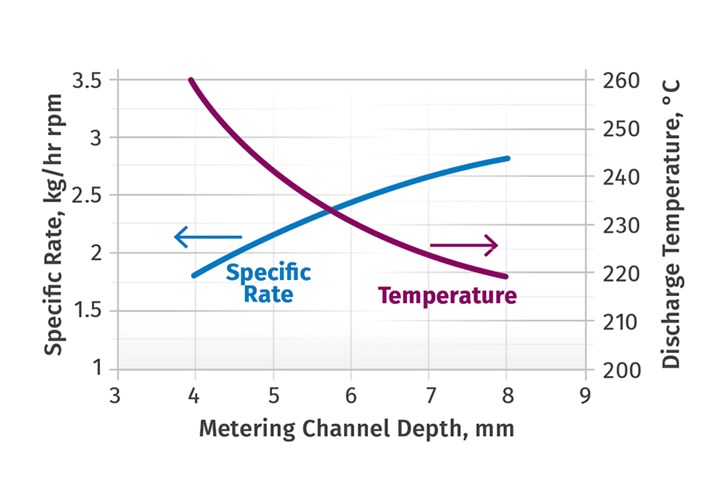
FIG 2 Specific rate and discharge temperature as a function of metering-channel depth for a 100-mm diam. screw operating at a rate of 150 kg/hr.
For example, the shear rate is 109 1/s for a metering-channel depth of 4 mm and a screw speed of 83 rpm. In comparison, a screw with a channel depth of 8 mm will have a shear rate of 35 1/s and the screw will rotate at 53 rpm to obtain a rate of 150 kg/hr. The reduction in shear rate for the deeper channel will dissipate less energy and cause the discharge temperature to decrease.
The optimal method to decrease the discharge temperature is via screw design.
There are several drawbacks to deepening the metering channel. These include increased motor torque (current), incomplete melting, and sensitivity to the discharge pressure. As previously discussed, specific rate increases as the channel depth is increased (see Fig. 3). To maintain the rate at 150 kg/hr, the screw speed must be decreased. To maintain a constant energy input from the screw, the torque must increase when the screw speed is decreased. For many extrusions, there is adequate torque available to operate with the deeper screw. But if the production screw is operating near the torque limit, a deeper screw may not work due to the lack of available torque.
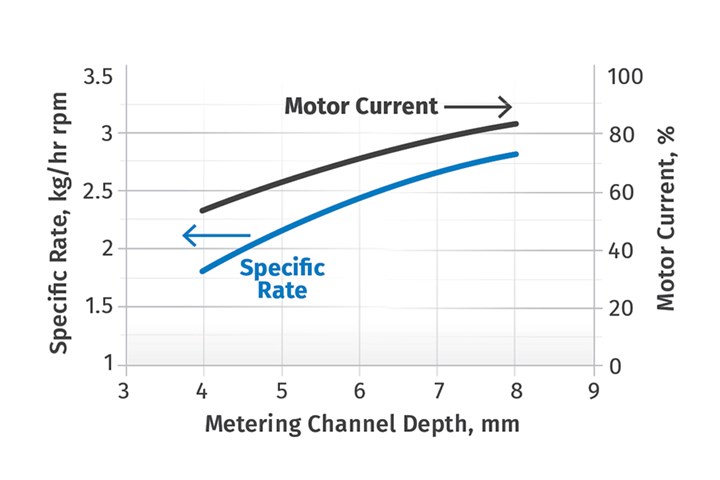
FIG 3 Specific rate and motor current as a function of metering-channel depth for a 100-mm diam. screw operating at a rate of 150 kg/hr.
Sometimes the maximum available torque at the screw can be increased by changing the size of the belt pulleys between the motor and gear box. Belt pulley drive systems can only be used on smaller extruders, typically with motor sizes less than about 200 hp. The manufacturer of the extruder should always be contacted when changing the pulleys such that safety and longevity of the gearbox is not compromised.
Deeper screws can sometimes create challenges with incomplete melting of the resin. This is due to the lower dissipation of energy in the melt film between the solid bed and barrel wall. Proper design of a barrier melting section along with a properly designed Maddock mixer will typically maintain complete melting.
Medium-density foam sheet is a special case where rate increases and lower densities can be obtained by decreasing the discharge temperature. For these applications, either a chemical blowing agent is added with the feed pellets in the hopper or a physical blowing agent such as supercritical carbon dioxide is injected through the barrel wall. When the extrudate discharges from the die, the blowing agent causes the resin to foam, and a sheet is formed. Decreasing the foam density is a good method to reduce the amount of resin in the sheet. Like blown film applications, these extruders typically discharge at a higher temperature at higher screw speeds.
Thus, a screw speed is reached where the discharge temperature is too high to produce quality foam sheet. The high discharge temperature causes the foam to collapse, increasing the density of the sheet and potentially causing surface defects. A deeper screw can operate at a higher specific rate and reduce the discharge temperature for foamed processes. Two advantages can occur. A mass rate increase is possible because the extruder can discharge at lower temperatures. Secondly, the reduced temperature may allow the sheet density to be decreased, reducing the resin requirement for the product. Decreasing the resin consumption can provide a major cost savings to the processor.
Deeper screws can sometimes create challenges with incomplete melting of the resin.
As previously discussed, deepening the metering channel can reduce the discharge temperature, but it can also cause a rate reduction in extreme cases where a high discharge pressure exists. Moreover, increasing the specific rate will cause the motor torque (current) to increase. The motor current increase is predictable. Screw designers and resin suppliers know how to design a screw within the constraints of the extruder and process. They should be able to optimize a process for the application.
For these processes to function at maximum rate, the cooling step in the downstream section of the process should be the rate-limiting step. Clearly, blow molding should be rate limited by the cooling of the part in the mold. If something upstream is controlling rate, such as high extrudate temperatures, then a rate reduction will occur.
Screws that are highly worn and ready to be refurbished provide an opportunity to have the channels deepened. That is, the channel depths can be deepened while the flights clearances are restored to their original specification.
Optimizing the screw channel depths can be tricky since the designer has to consider extrudate temperature, motor torque availability, and the melting capacity of the process. Most screw designers and resin suppliers know how to do this, and they are eager to help.
About the Author
Mark A. Spalding
Mark A. Spalding is a Fellow in Packaging & Specialty Plastics and Hydrocarbons R&D at Dow, Inc. in Midland, Mich. During his 37 years at Dow, he has focused on development, design, and troubleshooting of polymer processes, especially in single-screw extrusion. He co-authored Analyzing and Troubleshooting Single-Screw Extruders with Gregory Campbell. Contact: (989) 636-9849; maspalding@dow.com; dow.com.
Related Content

Fully Automated Extrusion Process Enables Use of Composites for Manufacturing Pressure Tanks
Amtrol was looking for a more cost-effective means to produce thin-wall liners for a new line of pressure tanks. With the help of a team of suppliers, they built one of the world’s most sophisticated extrusion lines.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More