

Well-designed conveying systems reflect clean, organized lines, with vertical drops used only where necessary, such as for resin-selection stations.

Well-designed conveying systems reflect clean, organized lines, with vertical drops used only where necessary, such as for resin-selection stations.

Drops often require automatic purge (such as with this Conair auto-flushing common-line valve) or they can trap materials and form plugs in the system. Use of flexible hoses should also be held to a minimum because they reduce conveying throughput.

Regular filter cleaning, followed by careful reconnection and leak-free sealing, is essential to maintaining proper vacuum levels and airflow in all conveying system components, from vacuum pumps to receivers, and more.

Upgrading to a long-distance, positive-displacement vacuum pump increases the level of vacuum in a conveying system, enabling its airstream to suspend and carry more material over longer distances.
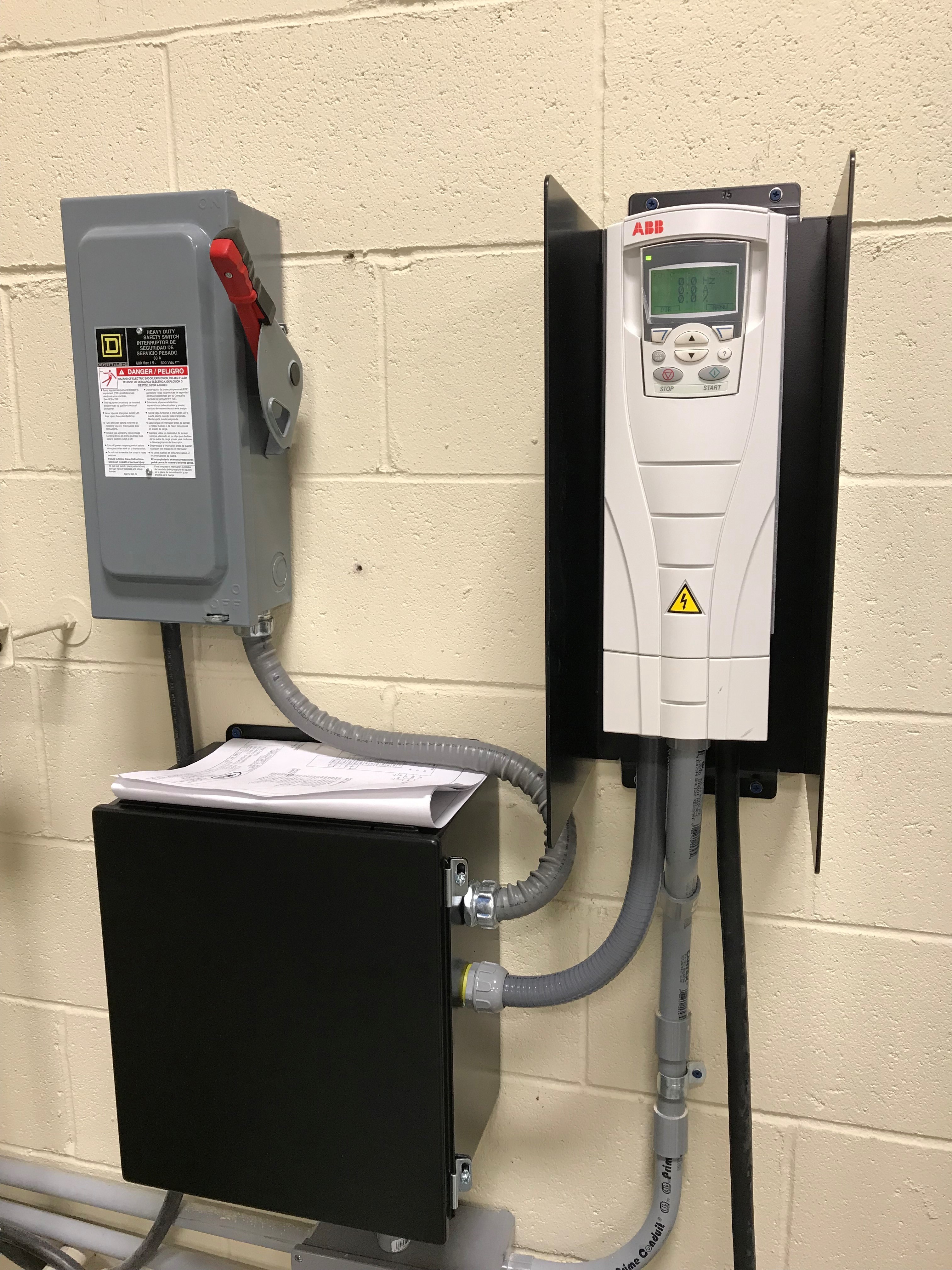
If equipped with a variable-speed drive, located between the power drop and the pump, the speed (rpm) and air volume (cfm) of the new pump can be adjusted manually or with control system “recipes” to match line size, conveying speed, and material throughput requirements.


Your material handling system is maxed out. Your machines are calling for material and the system can’t keep up. You’re falling behind on production and you think you need more conveying capacity to catch up.
But wait … before you go looking for a budget to expand your system, maybe there are some simpler, short-term solutions. A number of factors could cause your vacuum-conveying system to come up short in particular situations. These failures often can be traced to maintenance issues, production or material changes, or design flaws built into your system. Let’s look at some of these.


VACUUM IS THE KEY
The vacuum level within your system is a key determinant of how much material can flow through your conveyor system in a given period of time. More than the speed of air flow, vacuum level is what determines how much material can be suspended and move in a given column of air. So, if your system isn’t keeping pace, look for factors that may be reducing vacuum levels.
Are all conveying-system air filters clean and free of dust? After maintenance, have filters and canisters been properly reconnected and sealed? Are all clamps and fasteners secure and leak-free? Any of these things can limit the vacuum your pumps can generate.
Are all flexible hoses free of cracks or holes? Are all of them properly and tightly secured? Flexible hoses are frequently moved, and every move creates potential for wear, improper connection, or leakage. Generally, it is good to keep use of flexible hoses to the minimum since, compared with rigid piping, they also reduce conveying throughput.
PRODUCTION/MATERIAL CHANGES
There are many reasons, including production changes, mold changes, or improvements in molding cycle times, that could mean that you are utilizing material at a higher rate than you used to, so that you’ve reached the upper capacity limit of even a well-designed and maintained system.
Has your material mix changed? A new material may have flow characteristics that make it more difficult to convey and that may be putting a subtle drag on throughput rates.
Over time, it’s possible that your receiver replenishment cycle times have fallen out of balance. If resin throughput on a given machine has been reduced, but the timing of receiver cycling was not also changed, receiver cycles could be longer than needed. When the receiver becomes overfilled, the pump may continue to try to deliver material or a relief valve may open. In either case, you’re not only wasting pump cycles, conveying capacity and time, but also are starving other receivers of needed fill time. You’re throwing away capacity instead of putting it where it is needed. So it is important to check all of your receivers periodically … not just the ones that seem to be causing you problems.
DISTANCE CHANGES
Has the position of a material source been changed? It’s not uncommon to see a processor that can convey material from one location, but cannot pull the same amount of material from a different location that appears to be about the same overall distance away. Even small increases in distance can create conveying challenges, because vacuum pumps have to sustain sufficient vacuum to keep large amounts of material in suspension and sufficient air velocity (cfm) to keep it moving. There can be a lot of factors that go into calculating the actual distance over which material must be moved in a system.
For example, the effective distance involved in moving material from a point 200 ft across a facility can add up to a lot more than the distance between point A and point B, due to system design factors that, essentially, make the distance longer. Consider this calculation:
• Start with horizontal feet of conveyor line required: In this case, 200 ft.
• If the line is mounted overhead, multiply vertical feet x 2 and add to the previous figure: 20 x 2 = 40 ft.
• If the line contains 90° bends, multiply the number of bends x 20 ft and add to the previous total: 5 bends x 20 = 100 ft.
• Total: 200 + 40 + 100 = 340 ft.
Other factors, including the use of flexible hose, may also add to the overall distance that your pump must pull material.
SYSTEM DESIGN LIMITATIONS
Although a good conveying-system design seeks to minimize features that add to the distance or difficulty of moving material, such optimal layouts can be difficult to achieve and maintain in a fast-changing production environment.
When conveying lines run overhead, you not only need to worry about the limits imposed by vertical rises (see above) but you also need to worry about vertical drops—to a resin selection station, for example. Dips or drops like these must be well designed or they will form “traps” in the system, where material plugs can form. If a conveying cycle ends—or a straining pump triggers a vacuum relief valve—while material is still suspended in the vertical tube, the material will fall to the bottom of the “trap,” forming a plug.
The remedy is automatic purging, regulated by the conveying control and a valve at the material pickup point. At the appropriate point in a cycle, the valve closes to material and opens to outside air, conveying any material remaining in the line through to the designated receiver before the system begins to supply another destination.
Another design issue that can affect conveying performance is upwardly sloping conveying lines (i.e., lines that incline upward at angles of 45° or so). Unlike 90° bends, where materials flow turbulently through the bend and remain in suspension, the airflow through shallower upward slopes tends to push material to the bottom of the conveying pipe. This forces the system to drag it uphill against not only gravity and but also friction. The relative amount of friction is lower with harder materials (like HDPE or acrylic) that may slide more easily; but friction increases with more rubbery materials, such as TPEs and flexible vinyl. If sloping conveyor pipe runs are sufficiently long—10 ft or more—they can really stress vacuum-pump performance, reducing throughput by up to half, depending on the length and type of material involved. System design flaws like this can have a significant impact on equipment performance.
IF ALL ELSE FAILS, UPGRADE
If, after a thorough check, you determine that the existing piping and elements are leak-free and functioning properly, but your existing pump and controls are inadequate for the material volume or lengths required, you can substantially “tune up” the power of your existing conveying system quite easily by replacing and upgrading your pump.
If your first thought is to rebuild an aging pump, or to replace it with a larger model of the same type, consider the merits of upgrading to a long-distance positive-displacement vacuum pump (LDP) of equal or greater horsepower. Typically, these pumps deliver a significant bump in conveying performance with little or no major changes required to existing conveying hardware. Compared with traditional lobe-style positive-displacement vacuum pumps of the same horsepower, new long-distance pumps can provide up to twice the throughput or twice the conveying distance.
How do they do it? More powerful LDP pumps enable processors to increase the level of vacuum within their conveying systems. A higher level of vacuum means that the airstream in the system can suspend and carry more material through the line. Many typical existing conveyor systems run at vacuum levels of 10-11 in. Hg (absolute). However, with an LDP pump of comparable horsepower, it is possible to run at 12-15 in. Hg or perhaps a bit higher. This difference—a greater level of vacuum—enables the same conveying-system plumbing to carry far more material over the same distance or to pull materials over much longer distances.
To manage this additional pump capacity within your existing conveying system, it is a good idea to equip your new vacuum pump with a variable-frequency drive (VFD). Using the control modes in the VFD, you can “tune” the performance of the pump to match system requirements. For example, you can tune the pump speed (rpm) and air volume (cfm) to exactly match the line size and conveying speeds required, while maintaining the operating pressure to match conveying distance and material throughput needs.
For even more precise control and system flexibility, you might also consider upgrading to a conveying control that offers receiver-specific recipes. Conair’s FLX-128 conveying control, for example, allows storage of up to 10 recipes for up to 128 receivers. These recipes make it easier to take advantage of all the capabilities of a VFD-equipped LDP pump, allowing conveying parameters to be customized to suit different material types, line sizes or other factors.
Troubleshooting and improving the performance of a resin conveying system that’s having problems doesn’t always have to be a complex process. In many cases, focusing on the basics, including good maintenance, leak detection and repairs, and occasional checking and updating of key control settings, will go a long way toward preventing problems and maximizing system and pump life. If you’re doing these things and are still encountering problems, then it is probably time to call for help from your system supplier.
Related Content

Finding Efficiencies in How Components Work Together
Auxiliary systems are vital to the proper functioning of a plastic processing line, and they can be a source of major cost and efficiency improvements.
Read More
Conveyor Controller Ideal for Expanding Plants
Billed as the most flexible and reliable discrete wired conveying controller on the market.
Read More
Redesigned Rotary Level Indicator
Red enclosure now rotates once installed to help ensure conduit entries are always pointed toward the ground, mitigating the risk of moisture damaging internal components.
Read More
Central Controller, Energy-Efficient Pump for Conveying
Wittmann debuts new control system and pump at Fakuma.
Read MoreRead Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More