
Molder Increases Capabilities—But Not Risk—With Flexible Two-Shot Technology
A customer request for multi-material molding presented a market opportunity and potential financial peril: How do you add two-shot without also overextending yourself from an investment perspective?

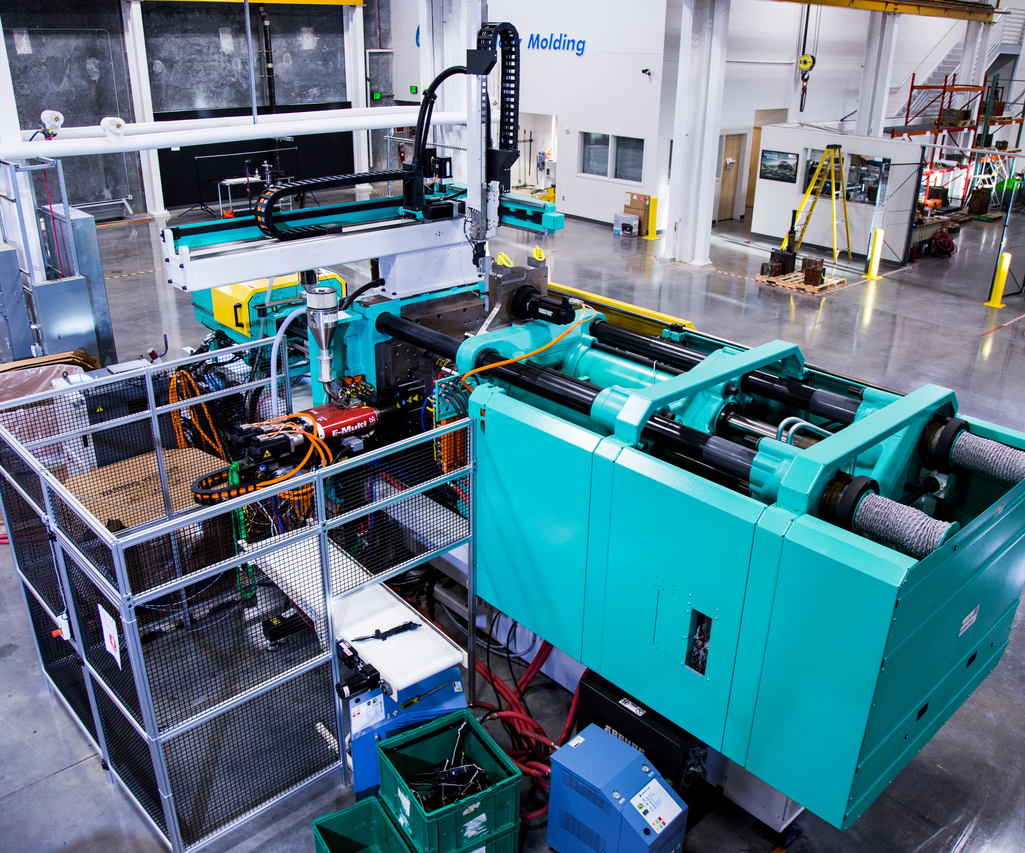
Core Technology’s second two-shot molding cell was built around an E-Multi secondary injection unit and an Arburg injection molding machine.
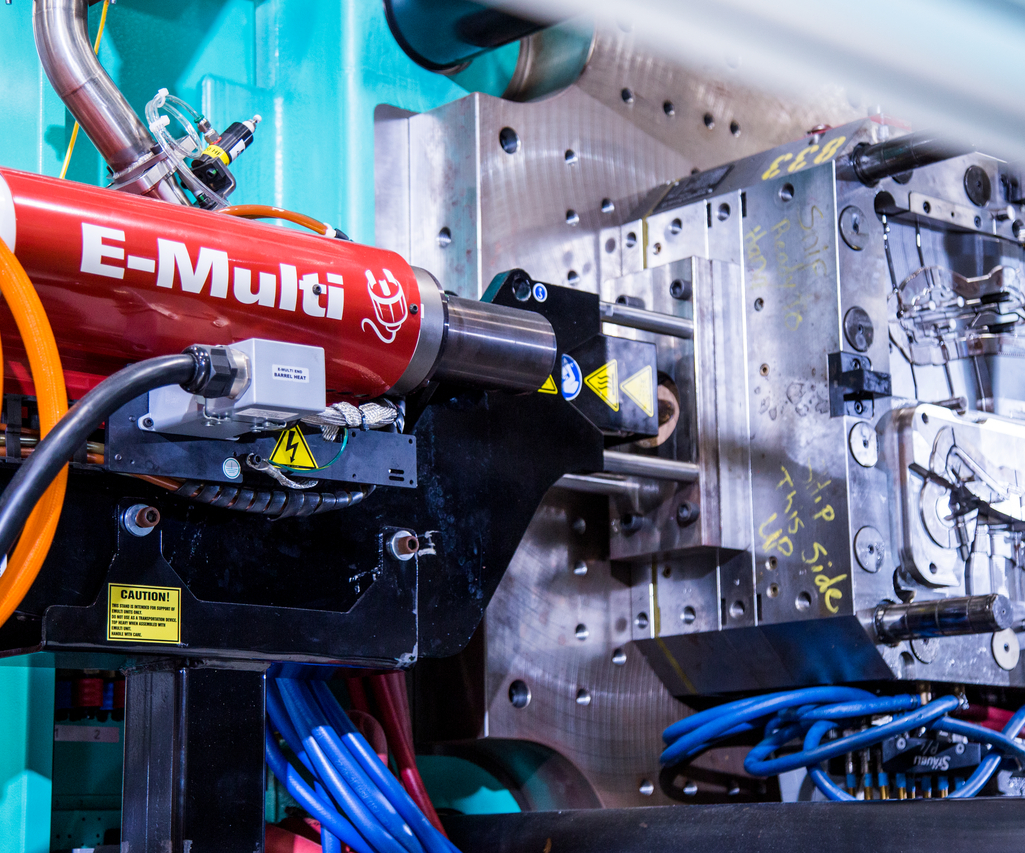
The second of Core Technology’s two E-Multi auxiliary injection units features a 24-g shot size.
The two-shot cell places molds on a rotary table that spins the tool 180° to accept the TPE overmolding from the E-Multi secondary injection unit.



Custom injection molder Core Technology Molding Corp., Greensboro, N.C., is a “guinea pig” when it comes to trying out new technologies, according to Brandon Frederick, manufacturing engineer and business development manager. So back in 2016 when a customer approached it about multi-shot molding, Frederick says Core was both curious and cautious.
Since the customer was new to Core and a smaller player in its market space, Core knew that if it added multi-material molding capabilities, how it did so would be critical. “At any given time, this business could potentially go away,” Frederick says. “So we thought: What is the most risk-averse approach we could take to do multi-material?”


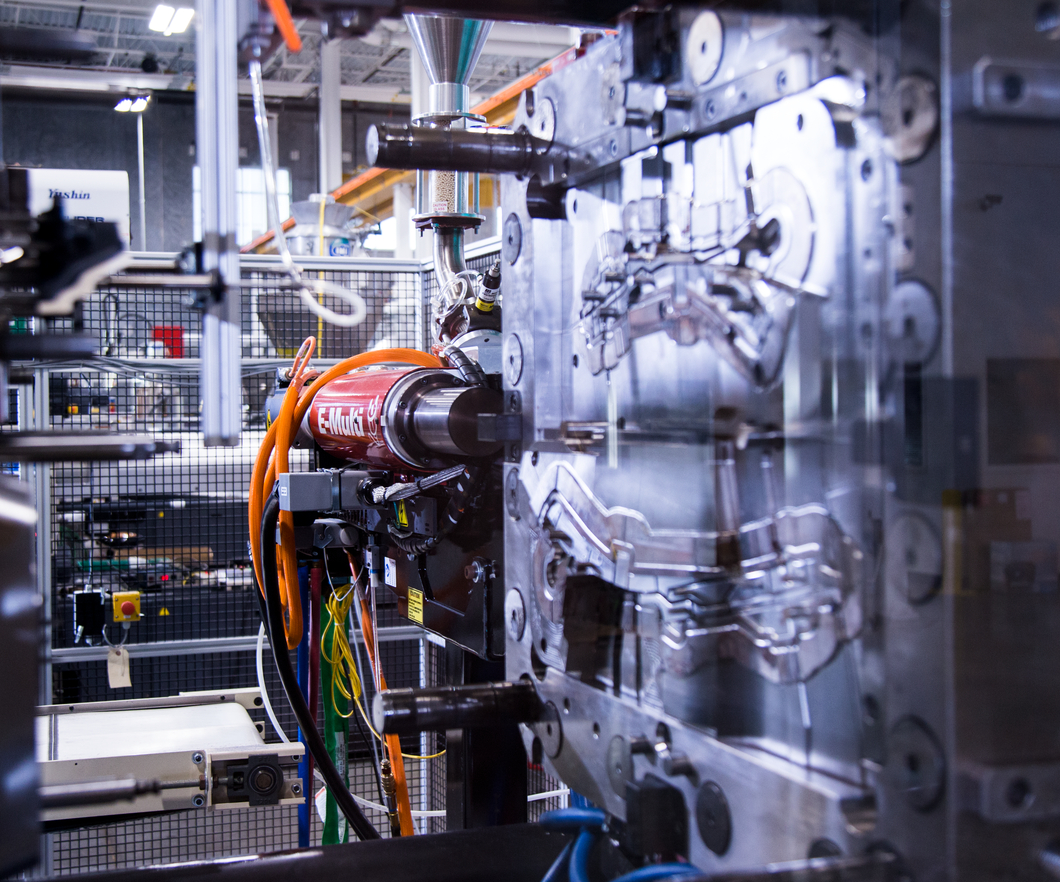
Core’s answer to that question was the E-Multi secondary injection unit from Milacron’s Mold-Masters product brand. This standalone self-contained system converts existing molding machines to multi-shot and multi-material capability, in some cases eliminating the need to invest in a dedicated two-shot molding machine.
True to its inner guinea pig, Core was willing to experiment with multi-material and opted to do so with an E-Multi. In time, the presence of that unit, as well as the two-shot experience gained, helped deliver a whole new project for the company in 2018. That job included a six-tool multi-material mold package and led to the purchase of a second E-Multi. From zero two-shot molding to seven two-shot tools, Core accelerated into the new capability with relative abandon.
“I don’t think we’ve ever done anything slower than 60 mph,” Frederick says. “Whenever we commit to something we always hit the ground running.” That second tool package, however, added a another wrinkle to Core’s two-shot capability and came with its own learning curve.
In the new six-tool package, the E-Multi was purchased along with a 550-ton Arburg Allrounder injection machine, along with automation and a rotary-table system to spin the tool between shots. “With the second two-shot work cell,” Frederick says, “this was really our first rodeo, if you will, with the rotary table.”
For those tools, a robot with specialized end-of-arm-tooling removes three bushing inserts from a bowl feeder and places them in the stationary half of the mold. The mold closes and after the bushings are overmolded with glass-filled PP, the mold reopens, rotates 180°, and then the PP part is overmolded with TPE via the E-Multi on the non-operator side of the press in an L configuration, with finished parts removed by the same insert-placing robot and set on a conveyor.
“Integrating the E-Multi and the rotary table in the Arburg press was a little challenging,” Frederick says, “just because it’s a lot of different pieces of equipment that have to talk to each other, and this is not an everyday type of work cell.”
With everything running smoothly, Core now has a new competency to show current and potential customers. “The majority of our customers haven’t seen anything like this before,” Frederick says, recalling a recent visit to a large local player. “They had no idea what I was talking about until I showed them video, and they were like, ‘Wow, I’ve never seen that before.’”








Related Content

Husky Buys Advanced Multishot Technology from MGS
Move expands Husky’s offering of fully integrated, multimaterial solutions, improving manufacturing efficiency and performance.
Read More
Arburg Open House Emphasizes Turnkey Capabilities
Held at the company’s U.S. headquarters in Rocky Hill, Connecticut, the event featured seven exhibits, including systems that were designed, sourced and built in the U.S.
Read More
AI and Tiebarless Debuts for Engel
The latest generation of its electric tiebarless victory injection molding machines, inject AI process assistance and AI-powered machine support via its e-connect portal, will debut at K 2025.
Read More
Secondary Injection Unit Provides Primary Benefits for Molder
Core Technology Molding turned to Mold-Masters E-Multi auxiliary injection unit to help it win a job and dramatically change its process.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More