
News Highlights from NPE2018
Developments in Industry 4.0, multi-layer preform molding, automation, LSR processing, and PP were among the major newsbreakers at May’s show. And one film processor finalized purchases of 13 new lines.




Husky is exploring varied applications for PET bottles made from co-injected three-layer preforms. The middle layer can introduce barrier protection or, as in these examples, decorative effects, enhanced by varying the layer thickness to “fade” the color.
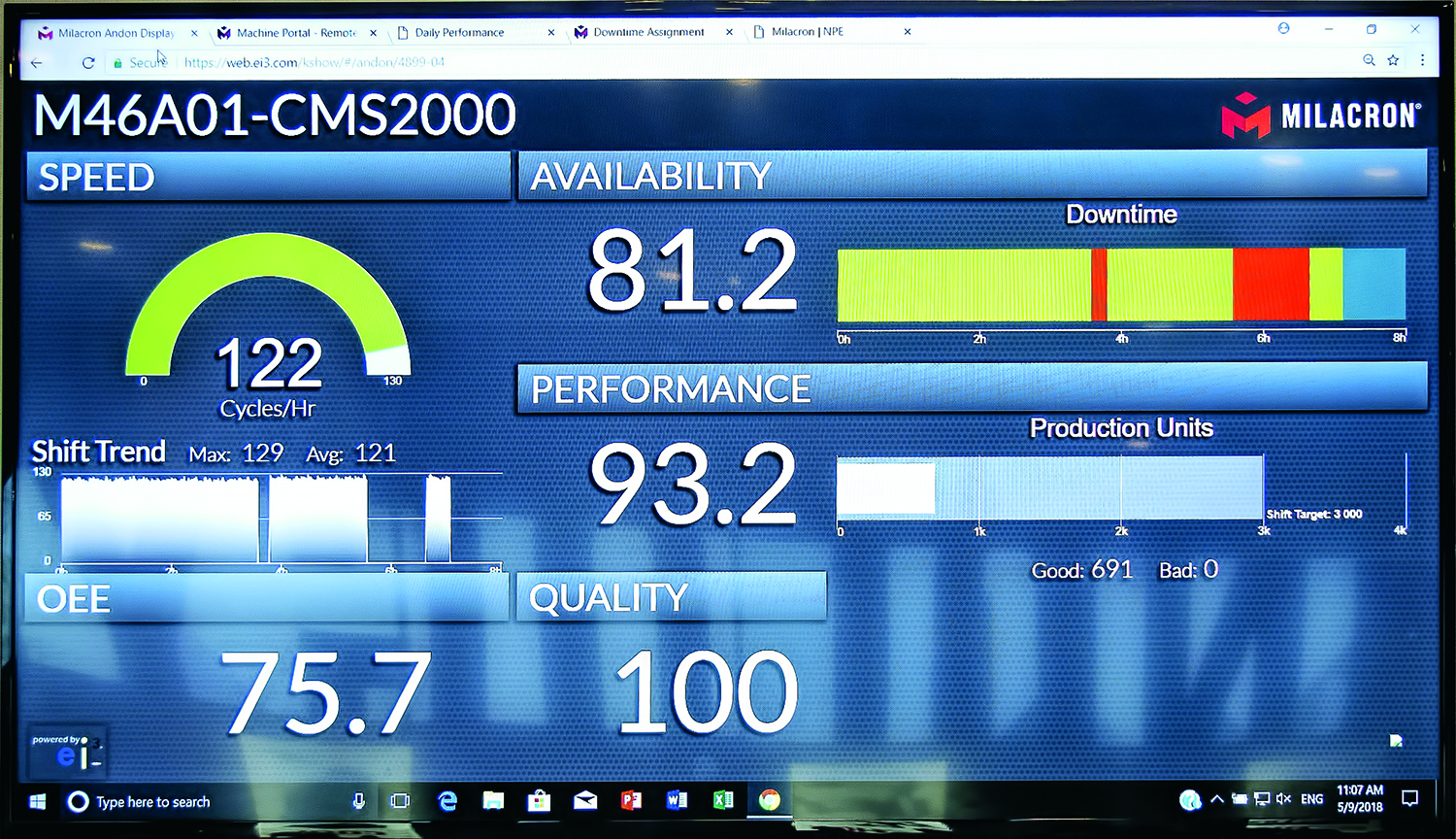
One sign of the incoming wave of Industry 4.0 technologies was injection and blow molding machines, MES systems, robots, and auxiliaries that send production data to the cloud for retrieval anytime/anywhere in the form of easily digestible “dashboards” of essential data. Here: Milacron’s M-Powered display.
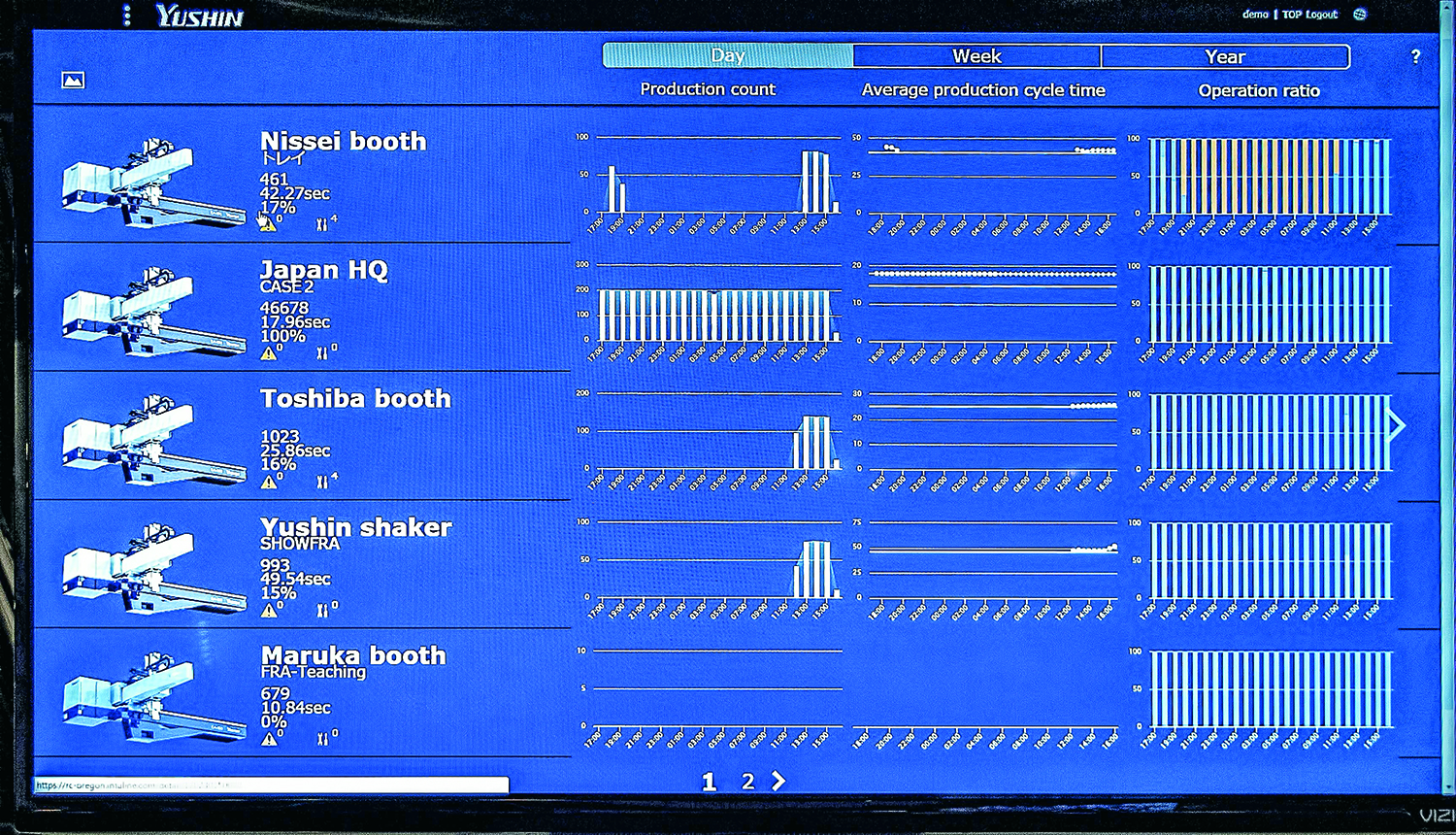
One sign of the incoming wave of Industry 4.0 technologies was injection and blow molding machines, MES systems, robots, and auxiliaries that send production data to the cloud for retrieval anytime/anywhere in the form of easily digestible “dashboards” of essential data. Yushin’s dashboard displayed real-time data from robots around the show and even in Japan.
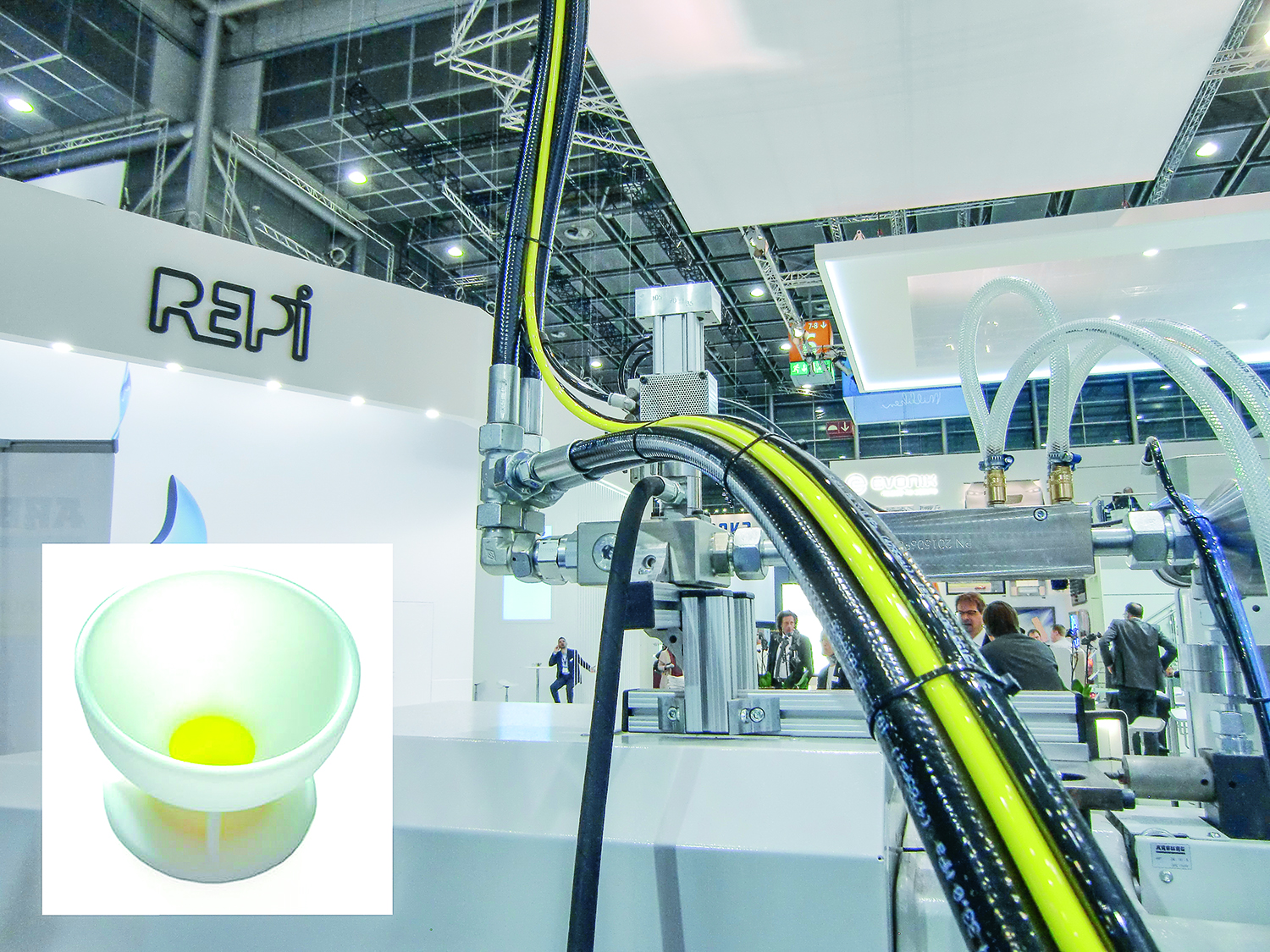
Two-color LSR egg cup was molded at Sigma Plastic Services booth using a single-barrel Arburg injection press and a single Elmet pumping system. T-coupling visible here diverted a small stream of LSR to a second static mixer and pneumatic piston pump, where the second color was added.

Star Automation programmed a servo robot to paint Japanese calligraphy (inset) after carefully loading the brush with ink and rinsing the brush between demonstrations.

New plasma metal coating of flow channels in W. Mueller’s extrusion blow molding heads allows as much as 40% faster color changes at modest extra cost.

Jomar injection-blow molded PC LED bulbs with high cosmetic quality said to be unprecedented for this process.
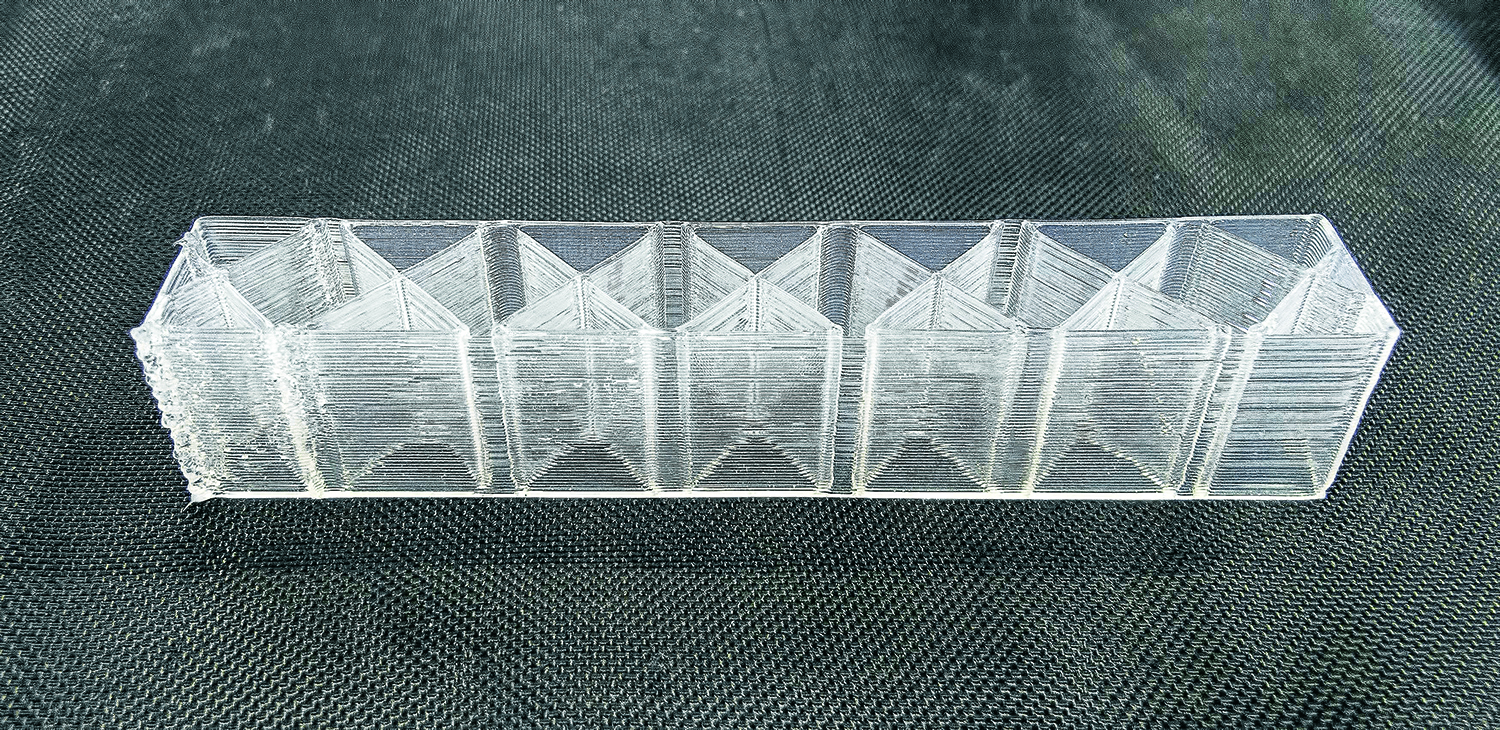
Liquid Additive Manufacturing (LAM) is a new process for 3D printing LSR. This part was printed in Dow LSR on a German RepRap LAM machine. Resilient honeycomb structures are being explored for custom orthotic soles of footwear.
Four high-output recycling lines from NGR Plastics Recycling bought by Sigma at NPE2018 will reprocess more than 4 million lb/month of film scrap.

NPE2018 set records for exhibit space (1.2 million ft2), number of exhibitors (2180), and probably the amount of technological innovation on display. An announced attendance of 56,034 (up 1.7% from NPE2015) confirmed registered attendees from almost 19,000 unique companies. A dozen editors at Plastics Technology and sister publications of Gardner Business Media have reported literally hundreds of pages of news in NPE2018 pre-show issues and five Show Daily issues distributed at the Orange County Convention Center in Orlando, Fla. But for the latest word on new technology at NPE2018, here’s a brief selection of some of the more intriguing developments, and stay tuned for our post-show roundups in August and September.
‘SMART DATA’: THE RISE OF THE ‘DASHBOARDS’
For North American plastics processors, NPE2018 offered the broadest exposure yet to the bundle of trends and technologies known as Industry 4.0 or the Industrial Internet of Things (IIOT). The timing was right: The week before the show saw the release of the first standard for digital interfaces based on the OPC UA (Open Platform Communications Unified Architecture) machine-to-machine communication protocol that is the basic platform for emerging Industry 4.0 technologies.


Euromap 77, a standard for data exchange between injection molding machines and MES (manufacturing execution systems) computers was released on May 4 by Euromap, the European Association for plastics and rubber machinery manufacturers. It allows machines from different manufacturers to be easily connected in one network for monitoring and production data acquisition, management of production jobs, and transfer of whole datasets for machine settings.
One sign of how this new standard is already being realized was the appearance of production-data “dashboards” all over the show. Under the banner of “Smart Data, not Big Data,” suppliers of injection and blow molding machines, process-monitoring systems, MES systems, and even robots and other auxiliary equipment showed their latest efforts to avoid overwhelming users with masses of data by displaying quick snapshots of crucial data—job production totals, time to job completion, good/bad part counts, cycle time OEE (Overall Equipment Effectiveness) statistics, and color-coded machine status. Such data are uploaded to the “cloud” so as to be available to computers and mobile devices anywhere, 24/7.
INJECTION MOLDING NEWS
Multi-layer injection molding of barrier containers and PET bottle preforms was highlighted by Milacron Inc. and Husky Injection Molding Systems Ltd. Husky displayed examples of how sandwich molding of three-layer PET preforms can be used for other functional and decorative purposes.
For example, the center layer could incorporate, instead of a gas barrier, a thermochromic pigment that would signal when a bottle is cold or warm. Fluorescent pigments could be used to make the bottle appear a different color when subjected to UV light. Other decorative effects are possible by continuously varying the thickness of the pigmented middle layer during injection of the preform, so that blown bottles show a transition from clear to colored or between two colors.
Another area of technological innovation displayed at NPE was LSR molding. Negri Bossi, molded a ping-pong paddle using three materials—PBT for the basic structure, TPE for a soft-touch grip, and LSR in two colors for the resilient faces of the paddles. What made this particularly interesting was the injection of nitrogen gas for microcellular foaming of the PBT and the LSR. In fact, Negri Bossi said it could differentiate the resiliency of the two paddle faces by foaming one face and not the other.
There were at least three demonstrations at NPE of LSR/LSR molding in two colors and/or durometers in the same part. As previously reported, two other examples were shown by Arburg. Another was conducted at the booth of Sigma Plastic Services, Schaumburg, Ill., which simulated the process in its Virtual Molding software. What was special about this application was that two-color LSR egg cups were molded on a single-barrel Arburg machine with a single Elmet metering system.
Shown for the first time in the U.S., this application used a T-coupling to divert a side stream of LSR to a second static mixer and a side-mounted pneumatic piston pump that delivered the second color.
‘ARTISTIC’ ROBOT
Previous NPE shows have featured robots playing basketball and miniature golf. An imaginative display this year was a robot from Star Automation, using a new three-axis servo head to do Japanese calligraphy. The robot carefully loaded the brush with ink, painted the figure, and then rinsed the brush.
Yushin America, put together a complex cell just to demonstrate the versatility of robots for accomplishing multiple tasks in one molding cycle. The cell combined two injection presses, each with a servo linear robot, plus a seven-axis collaborative robot (cobot). The end product was a “shaker cup” for making milk shakes and other mixed beverages. The two presses molded a PP cup and a lid with a flip-top closure attached by a living hinge. The two parts were threaded; the robots each used a servo wrist to unscrew the parts from the molds. The robot that demolded the cup also placed an in-mold label in the mold beforehand and presented the cup to a pad printer after molding. The second robot unscrewed the lid, closed the pour spout, placed information cards inside the cup, and then screwed the cup and lid together. Finally, the cobot placed the assembled product on a conveyor.
BLOW MOLDING: THEY SAID IT COULDN’T BE DONE
Jomar Corp., may have opened some eyes to the unsuspected capabilities of injection-blow molding. At NPE, Jomar molded polycarbonate LED bulbs on its new IntelliDrive 85S servohydraulic injection-blow machine. Molded eight-up in 11.5 sec, the bulbs had only slightly visible gate marks and parting lines—something not supposed to be possible with this process, according to Jomar sales manager Ron Gabriele. He credits both the know-how of Jomar’s processing team and the skills of the toolmaker, Lenape Mold in Millville, N.J.
Another interesting development was highlighted by W. Muller USA. The company has found that plasma spray coating of amorphous metal onto the flow channels of its extrusion blow molding heads greatly speeds color changes. According to Jens Schlueter, general manager, the coating penetrates the surface of the steel and reduces the tendency of plastic to stick to the metal. Because the plasma is a gas-phase process, it penetrates even the smallest flow channels in the head.
The coating was tested at a customer in the U.S. who has two identical shuttle machines in two different plants, both with Muller heads, one plasma coated and one head uncoated. In molding 1-gal HDPE jugs with a view stripe, the coated head required a total of 45 min to make the transition from blue to red and back to blue. The uncoated head required 75 min to make the same transition, Schlueter reports. He says the coating adds 10-15% to the cost of the head.
3D PRINTING LSR
Distributor RDAbbott, showed off a system for 3D printing with LSR, developed by Dow Silicones (previously Dow Corning), Midland, Mich., and German RepRap, a maker of industrial 3D printers. Called Liquid Additive Manufacturing (LAM), the system injects liquid A and B components from two pressurized tubes into a pump that maintains a 1:1 ratio. The pump feeds a head under x-y motion control, which and lays down a continuous bead, similar to FDM or FFF-style 3D printers. The system deposits layers as thin as 0.2 to 0. 35 mm thick, which are fully cured by a heat lamp, a whole layer at a time. The system uses Dow’s Evolv3D LC 3335 LSR material, which produces a 44 Shore A hardness without post-cure and 46A with post-cure. The LAM 3D printer reportedly produces parts with 100% of the tear strength of injection molded samples, 90% of their tensile strength and hardness, and 85% of their elongation. Applications in development include honeycomb custom orthotic shoe soles.
The patent-pending printer was introduced last year; it can print at 10 to 150 mm/sec. Dow is developing additional grades in other Shore hardnesses, expected later in the year.
FILM PROCESSOR’S SPENDING SPREE
In extrusion, a leading PE film processor grabbed the biggest headlines. At NPE2018, Sigma Plastics Group, Lyndhurst, N.J, closed deals on 13 new film lines and four recycling systems. The firm said six new Optimex FFS lines it ordered from Windmoeller & Hoelscher will be up and running at its Republic Bags plant by the end of the summer, producing blown film for form-fill-seal sacks. This installation marks Sigma’s first foray into the FFS market. The lines will produce about 45 million lb/yr of film, printed and gusseted.
Meanwhile, Sigma’s McNeeley Plastics plant has ordered two W&H Varex II blown film lines—a three-layer and a five-layer system. The latter will be equipped with W&H’s Turboclean resin-purging and quick-changeover system and a Filmatic S winder with reverse-wind capability. This investment will support McNeely’s expanding business in converter-grade films. In early May, Sigma started up a five-layer Varex II line at its ISOFlex plant.
Sigma also announced it has ordered two high-output five-layer polyolefin-dedicated (POD) lines from Reifenhauser for its BJK plant, both equipped with the machine builder’s Ultra Cool IBC and Ultra Flat patented in-line flattening system. Sigma also bought another two lines from Reifenhauser for its Allied Extruders division: a three-layer high-output system and a five-layer POD line. Both lines will also be equipped with Ultra Cool and Ultra Flat technology.
Sigma also announced it had bought three Davis-Standard film lines: one 2.5-meter cast hygiene-film line and two five-layer agricultural blown stretch-film lines. The cast hygiene line is the second of its kind purchased by Sigma in the last three years. It will be engineered for A/B/A structures with in-line printing capabilities. The five-layer stretch lines will include Davis-Standard Optiflow LP dies and vertical oscillating haul-off technology.
What’s more, Sigma added four high-output recycling lines from NGR Plastics Recycling Technologies. The four S:Gran 125 machines will reprocess more than 4 million lb/month of film scrap. The new recycling lines represent an investment of nearly $3 million and will be installed at plants in Pompano Beach and Jacksonville, Fla.; Spartanburg, S.C., and Nashville, Tenn.
MATERIALS: PP STEALS THE SHOW
In materials news, polypropylene advances shined at NPE2018, with at least four resin suppliers introducing new generations of PP that redefine the material’s application spectrum. New and enhanced polymerization processes and catalysts have resulted in unique PP grades for injection molding, extrusion and thermoforming.
Enhanced properties range from higher impact, stiffness and melt strength to high clarity and gloss, along with a broader temperature-resistance profile and superior processing. Exxon Mobil Chemical launched the new Achieve Advanced PP family, which is based on new proprietary catalyst, process and application technology and is said to allow customers to rethink what is possible in a range of applications:
• Automotive: Achieve Advanced PP8285E1 is a high-crystallinity, high-impact copolymer (ICP) said to offer 35% higher impact and 20% improved toughness (low-temperature ductility) vs. standard ICPs, enabling injection molding of components that are tougher and lighter, durable and safe. Plastomer loading can be reduced by up to 50% for cost-saving opportunities. It boasts increased opportunity to use PP for efficient designs in conventional and “new-energy vehicles.” It can be used neat or in compounds for interior components such as instrument panels, door-panel trim and pillar trim, and exterior parts such as bumper fascia and wheel-well liners.
• Appliances: PP7123KNE1 is reportedly suited to eye-catching appearance parts for appliances such as vacuum-cleaner covers as well as lids and door handles. It boasts superior gloss and stiffness and is said to be a good replacement for standard ICPs or over-engineered ABS. Other applications include cosmetics, electronics and toys.
• Medical packaging, labware, electronics, automotive and industrial: PP1605 is a homopolymer injection molding resin based on Exxpol metallocene technology, designed for medical, electronics, automotive and other applications requiring cleanliness. It is touted for its lower volatiles and extractables and better clarity than conventional homopolymers.
• Packaging: PP6282NE1 is a high-melt-strength (HMS) homopolymer for extrusion, sheet and thermoforming that is said to provide uniform wall distribution and remarkably rigid containers, cups and tubs for the retail and service industry. Exploiting its HMS qualities, designers can deliver stiffer packaging and gain economic benefit from excellent processability. Opportunities exist to downgauge wall thickness by up to 15% and increase line speeds by 7% for higher output. Packaging made with this material is microwavable, dishwasher-safe, reusable, and widely recyclable.
• Nonwovens: PP6035G1 and PP6936G2 are two very high-MFR, metallocene-based homopolymers that reportedly set the benchmark for highly comfortable melt-blown nonwovens, allowing brand owners to provide outstanding barrier properties and up to 15% higher fabric strength that can be tailored to meet the needs of diapers, wipes, and feminine-care products.
A new and growing portfolio of PP compounds that deliver a soft feel combined with excellent scratch performance in unpainted, low-gloss automotive interior components was showcased by SABIC. These compounds boast luxurious haptics and finishes that consumers demand—even in lower-priced vehicles. These injection molding grades can help automotive OEMs and tier suppliers reduce costs by as much as 50% through the avoidance of secondary operations such as applying soft-touch paint, fabric, foam or other surface coverings.
Indian automaker Tata Motors is the first OEM to use one of the new PP compounds, which was selected for parts with a soft feel and high-end appearance in the steering-column cover and speedometer cluster top for Tata’s 2017 Tiago hatchback, which was showcased at NPE2018. Tata eliminated the need for expensive paint systems, saving about 30% while achieving the same level of performance and aesthetics.
In addition to providing an attractive matte surface with excellent scratch resistance, good impact performance and low shrinkage, these SABIC materials also boast good sound-damping capacity and are UV-stabilized to prevent fading and color shift.
The portfolio includes several grades of glass-reinforced PP. Asahi Kasei North America introduced what it termed a “game-changing” family of glass-reinforced PP. This family of compounds, available in 30%, 40% and 50% glass loadings, is based on a uniquely designed PP matrix that provides excellent rheology for molding big parts. The Thermylene P6 family is based on standard technology, whereas the P7 to P10 families are based on enhanced technology. Further enhanced technology is used in P11, which outperforms P10 in creep resistance at higher temperatures.
Thermylene P11 is said to deliver unprecedented strength and stiffness at elevated temperatures, expanding the performance envelope for conventional glass-reinforced PP design and opening opportunities for thin-wall molding of interior and exterior automotive parts. The company sees P11 compounds as a step in the direction of replacing glass-filled nylon 6 and 66, or glass-filled PBT in car and truck applications that require extreme load-bearing and creep resistance, such as front-end modules, instrument-panel (IP) central control modules, and brackets. Potential non-automotive applications include filter housings and furniture.
Braskem America launched Prisma 6810, said to be a first-of-its-kind clarified PP block copolymer for thermoforming applications such as refrigerated deli containers, cold blended drink cups, and meat and seafood trays. This material reportedly provides an exceptional balance of characteristics not typically seen in single-resin solutions: the toughness of an impact copolymer, stiffness comparable to a homopolymer, and clarity approaching a random copolymer. The 2 MFR copolymer has a flex modulus of 190,000 psi, tensile strength of 4300 psi, and a no-break (NB) notched Izod impact strength according to ASTM D256A.
At NPE2018, custom sheet extruder Impact Plastics showcased its new 903D PP sheet produced in partnership with Braskem, utilizing Prisma 6810 resin. The company’s sheet was run on a high-efficiency thermoforming machine from Germany’s Gabler Thermoform, touted as the world’s biggest tilt-bed machine. Said to be setting new standards in the thermoforming world, the Gabler M100, with a forming area of 1130 x 550 mm, reportedly offers up to 50% higher output rates than other machines on the market.
Gabler ran a 70-mm diam. PP drink cup on a 90-cavity tool produced by Marbach Tool & Equipment at speeds in the range of 32 cycles/min. Impact Plastics noted that typical ICPs in their natural state are characterized by a cloudy or milky appearance, but with its 903D PP sheet, consumers can now experience the same properties as typical ICPs, even at low temperatures, without sacrificing clarity and aesthetics.
PREDICTIVE MAINTENANCE OPTIONS GROW
The Component Analyzer from MachineSense LLC tracks the trend health and operating conditions of rotating industrial machinery components 24/7 in order to help processors become more efficient by virtually eliminating reactive maintenance procedures and unplanned downtime.
Component Analyzer senses machine vitals using its patented machine-wearable sensors for preventive and predictive maintenance. Its compact multi-sensing system taps abnormal vibration, machine utilization, ambient operating conditions, bearing health, and sensor installation.
Component Analyzer is both a hardware and a software solution. MachineSense uses powerful analytic software licensed as Crystalball, to understand the data and then reassembles that data into dashboards. The software is accessible through a web browser or mobile app, so users can connect 24/7/365 from any desktop computer, laptop, tablet or phone with an internet connection.
Visualization of valuable operating metrics is delivered through easy-to-understand dashboards. Users can quickly scan through the status of many machines to identify potential issues that need to be examined in more detail. Thresholds can be set that trigger notifications be sent to technicians when there’s an issue or they can simply rely on the system to issue the baseline established warning when a component or a machine is approaching a fault.
Component Analyzer is capable of three different modes of analytics: a real-time quick view, which is available locally with a mobile app; quasi real-time predictive machine health and an historical view of the machine health issues, both available in a “cloud” database app. Historic data is available through equipment performance trend lines. And a streamlined overview dashboard delivers a clear summary of the analytics for all monitored equipment, neatly organized by department and location.
MachineSense also released a series of LoRa (long-range) sensors. This technology will extend their reach to long-distance and outdoor applications where access to power and Wi-Fi is often an issue. The new high-end wireless sensors will measure vibration, vacuum, pressure, temperature and energy in real time, much like the company’s existing sensors, but by using the LoRa technology this IP67 grade sensor can be extended from the typical 15-30 ft distance for Bluetooth Low Energy technology to as far as 6.2 miles line-of-sight distance. The new sensors will integrate with MachineSense’s existing predictive maintenance and analytics products, including Power Analyzer, Vacuum Pump Analyzer and Component Analyzer.








Related Content

Attending NPE2024 From the Perspective of a Molder
NPE2024 has come and gone, but before it’s completely in our collective rearview, Plastics Technology asked Rodney Davenport, vice president at injection molder CH3 Solutions, for a processor’s perspective on the big show.
Read More
Paperless ‘Smart Factory’ Based on Automated Production Monitoring
Tier 1 automotive molder’s home-built production-monitoring and ERP systems, designed for “the little guy,” boost its efficiency rating and profits.
Read More
Four Industry 4.0 Tech Adoption Insights from Indiana Plastics Manufacturers
As more plastics manufacturers step into the Fourth Industrial Revolution, insights have emerged about how best to approach the digital transformation journey.
Read More
Real-Time Production Monitoring as Automation
As an injection molder, Windmill Plastics sought an economical production monitoring system that could help it keep tabs on its shop floor. It’s now selling the “very focused” digital supervisor it created, automating many formerly manual tasks.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More