
Optimized Pressure Control for a More Repeatable Process and Parts
New software from Arburg automatically determines the ideal ramp of the injection-to-hold profile.




Going back to 1987, Arburg’s Allrounder injection molding machines provided a linearly controlled transition from injection pressure to holding pressure using the control’s “switchover via ramps” function. But now, Arburg is taking that capability a step further. With the new aXw Control PressurePilot function for its Gestica control system, Arburg says a non-linear automatically optimized pressure profile is possible, enlarging the process window for molders and providing more balanced fill.
With PressurePilot, the automatically generated curve progression is said to eliminate pressure drops or loss. Pressure is initially reduced abruptly but then ever more slowly. That dynamic and rapid pressure reduction at the beginning helps avoid internal pressure peaks in the cavities, which could lead to overfilling and potential flash formation.



As shown in the accompanying graphic, in the initial, abrupt pressure-reduction (Area A), the older “switchover via ramps” (blue) and PressurePilot (green) curves are basically identical. The differences and advantages of optimized pressure control via PressurePilot function are visible in the final third of the curve (Area B).
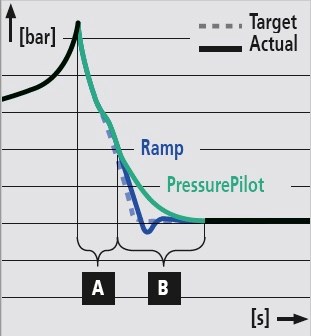
Arburg’s aXw Control PressurePilot software automatically smooths out the pressure curve as the injection process switches from fill to hold. The green PressurePilot curve is smoother in Area B than the blue older “switchover via ramps” alogorithm.
Arburg says the benefits are most obvious in multicavity molds, and while it doesn’t position PressurePilot as a replacement for a balanced mold, the software can help solve balancing problems that couldn’t be corrected via mold modifications in a cost-effective manner. Furthermore, filling differences and resulting part-weight discrepancies are further reduced, with short shots and flash formation reliably prevented, Arburg states.
Michael Sansoucy, director of packaging, sales and applications at Arburg, says the technology shares a pedigree with efforts to heighten the precision of screw positioning in hydraulic machines that date back 30 years. “The machine knows that I’m supposed to be at point ‘X’ by time ‘Y’,” Sansoucy says, “and if I’m not there, I need to accelerate. Most machines see the hesitation but would try to speed up, and you lose time—you don’t correct for that missing piece of time.”
In the molding process, when the machine switches from fill to hold and the screw decelerates, there is still the tendency to overshoot the setpoint, Sansoucy explains. With PressurePilot, that overshooting is eliminated, as the screw’s deceleration slope is altered to get it much closer to the setpoint. To overcome that variation in a standard process with a multicavity tool, molders might overpack interior cavities to ensure that outer ones are completely filled. In addition to using more material than is required, this can lead to flash for the central parts and, ultimately, tool damage.
“PressurePilot allows all the cavities to fill at just what you need,” Sansoucy says. “If you’re molding technical parts with a lot of intricate details, you can ensure that everything is filled.” That is, filled but not overfilled. “You have the ability to save material, and even if it’s just a 1/10 of a gram of material, you’re not getting paid for that. If it’s a 96-cavity mold, and 24 of those are overpacked, multiply them by that 1/10 gram. It adds up, and that’s money that as a converter you never get back.” That precision down to a gram comes from the injection unit’s control, which has a scan rate of 0.5 msec, allowing extremely fast adjustments, even on parts with fast fill times.

Arburg foresees utility for the PressurePilot function in multicavity molds where balanced filling can be a challenge.












Related Content

Purpose-Built System Enhances Capacity and Flexibility for Recycler
A Boston recycler invested in a turnkey shredding, granulation and elutriation system to expand its plastics reclaim business.
Read More
Automotive Awards Highlight ‘Firsts,’ Emerging Technologies
Annual SPE event recognizes sustainability as a major theme.
Read More
Scaling Up Sustainable Solutions for Fiber Reinforced Composite Materials
Oak Ridge National Laboratory's Sustainable Manufacturing Technologies Group helps industrial partners tackle the sustainability challenges presented by fiber-reinforced composite materials.
Read More
Air Ring Add-On Brings Output to New Level
The Short Stack from Addex sits between the air ring and die and provides high-velocity air flow to boost output and lock in the bubble.
Read MoreRead Next

Arburg Updates Machine Control
Arburg announced a series of updates to its Gestica conrol platform, including the addition of new “assistants” and “pilots.”
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More