
Placing a Bet on Bioplastics
Steinwall has put years of R&D into learning to design and mold with biopolymers and natural-fiber reinforcements. Now that groundwork is beginning to pay off.


Medicinal cannabis container of PLA with hemp fiber is a high-volume commercial application for biopolymer at Steinwall.
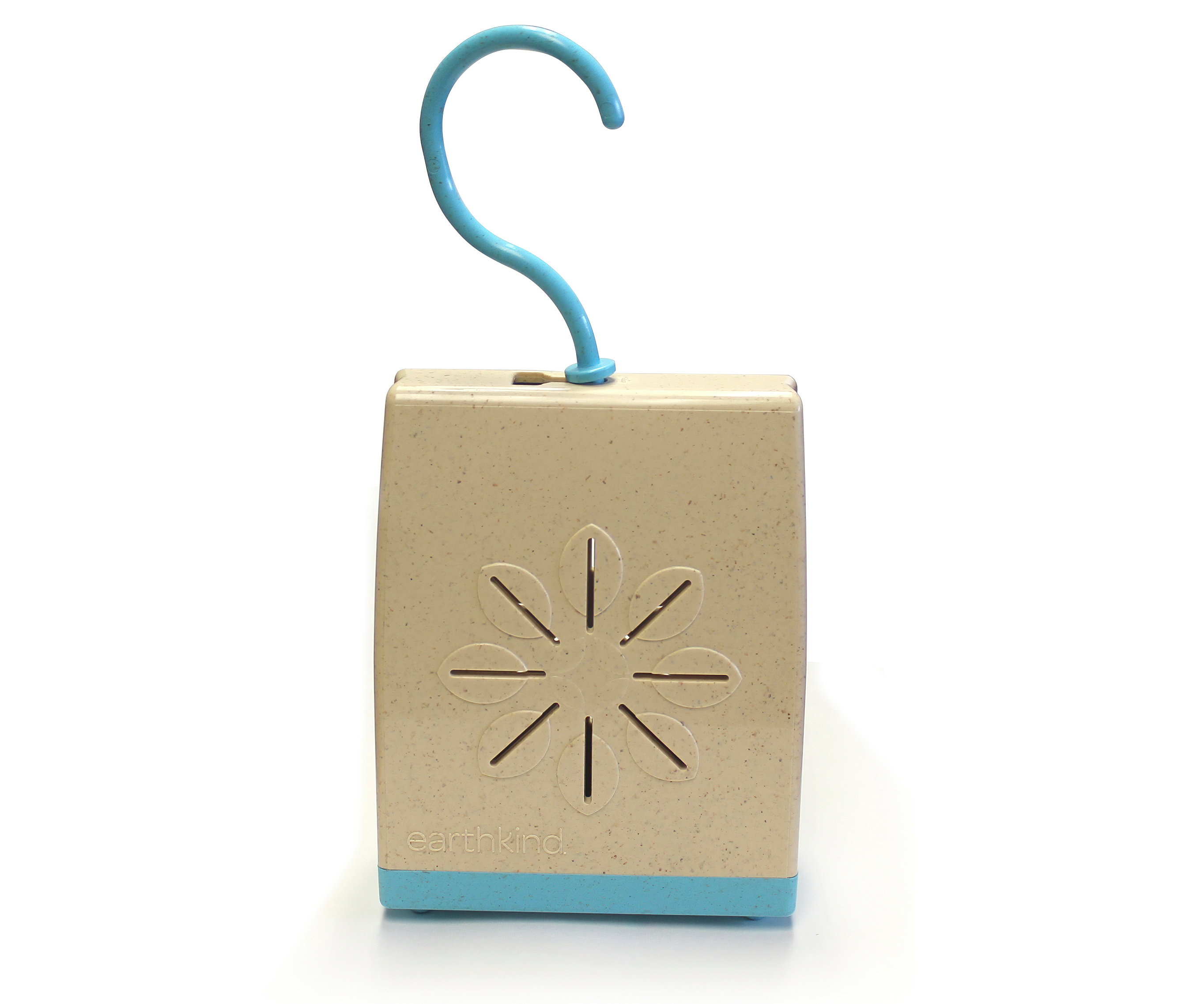
Rodent repellent case of PLA with flax reinforcement is a mid-volume commercial application molded by Steinwall.
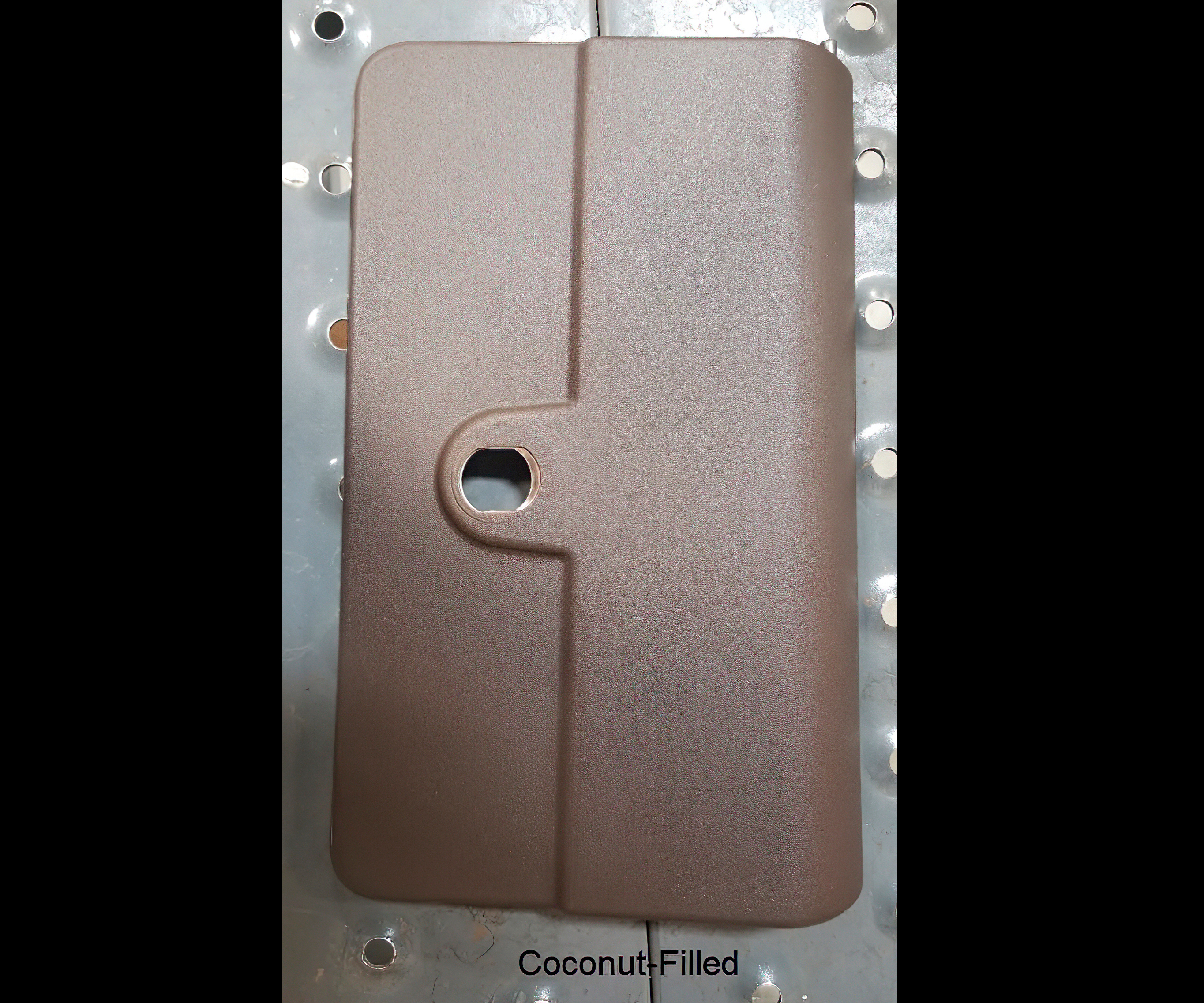
Cover in PP with coconut fiber is a test part molded for automotive and agricultural-equipment OEMs.


When the bioplastics revolution comes, Steinwall will be ready. “Market acceptance is still in the early stages,” says Jeremy Dworshak, director of business development for Steinwall, Inc., a $25 million custom injection molder in the Minneapolis suburb of Coon Rapids. “However, we and others in the industry are at a mid-level understanding of product performance and processing with these materials.”
The firm has put about five years of R&D into working with biobased PLA resins and natural fibers from sources such as wood, flax, hemp, rice hulls, coconut and agave (the cactus from which tequila is made). “We’ve learned some critical things,” says Dworshak. Some of that knowledge was shared at last month’s SPE ANTEC in Detroit, where Dworshak co-authored a paper on “Injection Molding Processing of Bio-Based & Bio-Filled Resins.” It identified some basic design principles, such as the need to reduce stress concentrators in PLA molded parts, which tend to be more brittle than conventional thermoplastics. Use of rounded corners is one example, notes Jake Nelson, a Steinwall project engineer involved in designing with bioplastics. The paper also suggests some ways to design snap-fits with natural-fiber filled PLA.



Another aspect of the ANTEC paper deals with processing of fiber-reinforced PLA. Key concerns are managing the heat and shear sensitivity of both PLA and natural fibers, notes Luke Buerkley, Steinwall processing engineer. Low fill speeds were used in the study, though this required compensating with higher hot-tip gate temperatures to prevent freeze-off.
One other point noted in the paper is that noncorrosive mold materials such as stainless steel are typically recommended for molding PLA, out of concern that thermal degradation during processing could result in release of lactic acid. “Our processing procedures mitigate this effect,” notes Buerkley, so the company is confident that standard mold steels are adequate for molding PLA.
Founded in 1965, Steinwall operates a 245,000 ft2 plant that employs 170 and runs over 55 injection machines from 30 to 1750 tons. It is currently producing two commercial parts in PLA with bio-fillers. One is a storage container for medicinal cannabis of PLA with hemp fibers. It has been in production for a year for Sana Packaging of Denver, and Steinwall hopes to mold 1 million units this year.
The second application is an enclosure for a rodent repellent in PLA with flax reinforcement, molded for EarthKind LLC, Bismarck, N.D. Steinwall has been making it for two or three years, and volume is up to around 15,000 units annually.
Dworshak notes that in both cases, the customers chose the biomaterial for a “natural” and “sustainable” solution. For that they were willing to pay around 30% more per pound than if they had chosen a conventional plastic. “PLA compounds are also more dense than conventional alternatives, so there’s an additional cost premium on a volumetric basis,” adds Nelson.
One of the factors limiting the growth of reinforced PLA compounds for engineered applications is the limited sources and availability of such materials. “That supply chain is still developing,” notes Dworshak. Much more readily available are compounds of natural fibers in conventional resins such as PP. He says such products are cost-competitive with talc-filled compounds (such as $1.15/lb for hemp-filled PP). Besides the “natural” aspect, these materials have the attraction, in some cases, of utilizing what would otherwise be agricultural waste products (such as rice hulls, agave, and wood fibers from sawdust.)
The drawback, he concedes, is that natural fibers “complicate recycling because they are thermally sensitive to reprocessing.”
Nonetheless, natural fibers have attracted considerable interest, particularly in the automotive industry. That’s why, in January, Steinwall hosted a molding demo attended by major automotive and agricultural-equipment OEMs. For this demo, Steinwall molded interior parts in PP compounds filled with agave, rice hulls, coconut, and wood fibers. All compounds were supplied byRheTech in Whitmore Lake, Mich. “We gave them samples to show the different appearance properties of the different natural fillers,” says Buerkley. “We molded the parts successfully on the first attempt, thanks to our technical team and Steinwall’s long history of developing processes around bio-based plastics.”












Related Content

Getting Charged Up About Electric Vehicles
Metal-to-plastics replacement stories are a classic of the genre for plastics publishing, and nowhere more so than in the automotive space.
Read More
SPE Automotive Awards Applaud ‘Firsts’ and Emerging Technologies
The 51st annual SPE Automotive Innovation awards gave nods to several ‘firsts’ and added alternative vehicle systems category.
Read More
LFT-D Thrives in Automotive and Other Durables
Teijin Automotive acquires its 10th direct long-fiber thermoplastic system as demand for this technology soars.
Read More
Plastic Compounding Market to Outpace Metal & Alloy Market Growth
Study shows the plastic compounding process is being used to boost electrical properties and UV resistance while custom compounding is increasingly being used to achieve high-performance in plastic-based goods.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More