
Polyolefins Innovation: Automotive, Packaging, Pipe, Furniture, Flooring, Films
New materials and processes for injection and blow molding, extrusion, compounding, and thermoforming were discussed at the recent SPE Polyolefins Conference.


IAC’s SmartFoil TPO door-trim technology, as seen in the 2014 Corvette, offers improved performance at lower cost than conventional in-mold graining.
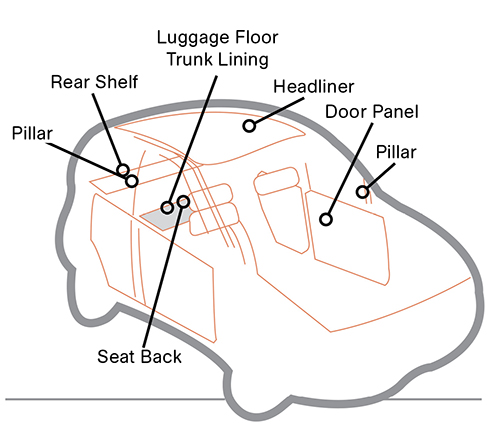
IAC’s Rose Ryntz says virtually every component in the vehicle interior can now be manufactured with an olefinic material.

Which one is the new HDPE-TPO? The one with the better resistance to cold, as shown by impact toughness at -40 C and -47 C. (Photos: Asahi Kasei)

Ineos’ new PE100RC outperforms conventional PE100 HDPE pipe resins in ESCR and is designed for new sandless pipe laying and relining techniques.
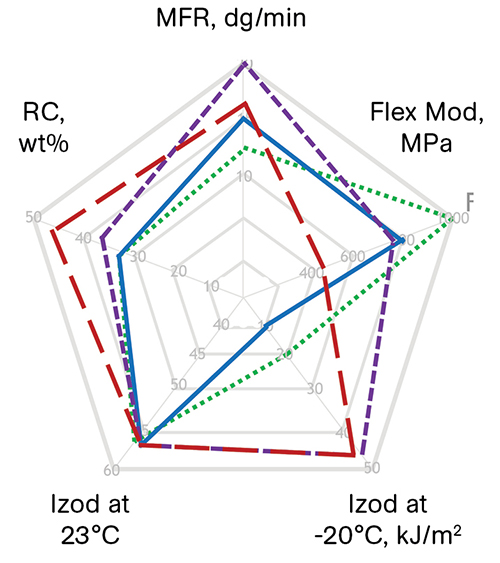
Ineos’ new Innovene reactor-grade, high-rubber PP impact copolymers allow for new levels of performance in applications ranging from soft TPOs for auto interiors to low-temperature rigid food packaging.
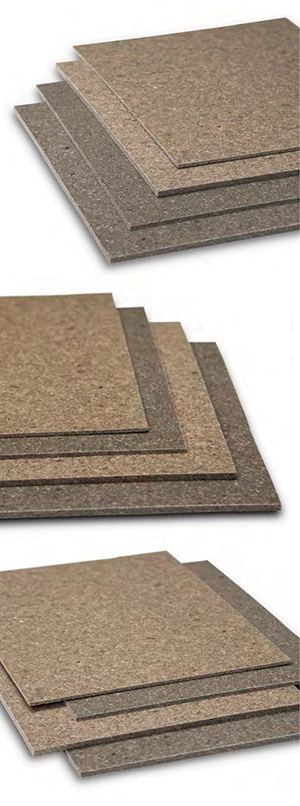
Using new volcanic-ash-filled PP, Magma Flooring is now producing sheet products from 1 to 12 mm thick for flooring, signage, and general-purpose agricultural and transportation applications where durability and moisture-resistance are needed.



A substantial number of promising material and process developments in polyolefins were discussed at SPE’s International Polyolefins 2014 conference held in Houston in late February. Attendance this year numbered 650, with 84 technical papers in 14 sessions. Applications for these material developments, as highlighted in the presentations, ranged from automotive to rigid packaging, flooring, pipe, and films. Specific developments detailed here include new TPO technology for automotive door trim; specialty compounded PP to combat stress whitening; reactor-grade, high-impact copolymers that boast new levels of performance for soft TPOs to low-temperature rigid food packaging; a novel HDPE-TPO that outperforms PP-TPO, particularly at low temperatures; and optimized PP compounds for painted and unpainted auto exterior parts.
Also interesting are an mLLDPE for rigid packaging with excellent ESCR for lightweighting, and an HDPE that sets a new industry benchmark for lightweighting of blow molded rigid packaging.



There is also a next generation of PE100 for new pipe-laying techniques; volcanic-ash filled PP compounds that can replace calcium carbonate/PVC in applications such as flooring and signage; and a novel UHMW-PE that boasts much lower bulk density and can produce film and tape that can be hot stretched into oriented products of ultra-high tensile strength and tensile modulus. Also new are PP block copolymers for compatibilizing PE and PP in multi-layer film packaging, injection molded clear durables, and rotomolded parts.
AUTOMOTIVE INTERIORS & EXTERIORS
Well-known automotive plastics expert Rose Ryntz, senior director for advanced engineering and material development at International Automobile Components Group (IAC) North America, Southfield, Mich., presented Olefinic Material Opportunities in interior automotive applications. Ryntz holds a PhD in Polymer/Organic Chemistry and an MBA; has more than 100 publications, 25 patents, and four books in her name; and is a recipient of several prestigious awards, including the Henry Ford Technology award from the ord Motor Co. for her outstanding technical contributions to the company. Prior to her current role at IAC Group, she worked at Dow Chemical, DuPont Automotive, Ford Motor Co., Akzo Nobel, and Visteon Corp.
Ryntz noted that demand for olefinic materials continues to increase for auto interior applications, owing to their low specific gravity and balance of toughness, strength, aesthetics, and processability. She says that virtually every component in the vehicle interior can now be manufactured with an olefinic resin. One highlight of her presentation was IAC’s novel SmartFoil TPO technology, which uses high-pressure injection molding to give a “tunable haptic” (adjustable feel) surface while hiding map-pocket weld lines. It made its debut in the door trim of GM’s 2014 Corvette. TPO-skinned products to date have typically been made through low-pressure injection, vacuum forming, or two-step lamination.
Ryntz said this new door-trim technology offers improved performance at lower cost than conventional in-mold grained interior-trim components, while reducing weight by 5%, direct costs by 7%, and indirect costs by 3%. The special TPO developed for this application by Advanced Composites, Sidney, Ohio, is used together with IAC’s proprietary in-mold process technology, whereby a skin (in this case, a TPO foil from Canadian General Tower, Cambridge, Ont.) is inserted into an injection mold and the substrate is injected behind to create the trim panel. This process eliminates the need for adhesive, a secondary process step, and a fixture, thereby reducing costs.
SmartFoil technology also eliminates any issue with projectiles generated during low-emperature side impacts. The result is a door trim skin/foil that offers lower abrasion and less scratch-and-mar, while also lowering VOC emissions through elimination of the adhesive. Excellent grain is reportedly achieved compared with in-mold lamination or low-pressure molded products.
With a focus on surface aesthetics of exterior automotive applications, Jakub Oliverius, applications marketing manager for Austria’s Borealis Polyolefins (U.S. office in Port Murray, N.J.), discussed the latest developments underway. The company has undertaken a major R&D initiative to develop primerless, two-layer, paintable PP compounds for bumpers and body panels that can withstand tough steam-jet test conditions.
This effort is supported by machinery investment (an automated paint robot) and simulation software. The aim is to help OEMs overcome the challenges posed by the increasingly popular two-step paint processes with no primer.
While economically attractive, these systems are less forgiving in terms of process fluctuations. This trend has also had to face increasingly stringent paint-adhesion performance criteria. These factors require that the polymer and paint system must be well tailored for each other and production processes need to be reliable and robust. Borealis has reformulated some cutting-edge PP compounds that can withstand stringent paint-adhesion tests (e.g., DIN 55662, Method C) and show potential for system cost reduction and sustainable appeal.
Oliverius also addressed the significant progress that has been made in the area of unpainted applications in auto exteriors and interiors with the development of next-generation PP compounds based on Borealis’s latest Borstar process technology. They have been shown to prevent the appearance of flow marks (often referred to as tiger stripes) across a very broad processing window, saving costs and delivering a premium surface appearance. It was demonstrated that a high resin viscosity ratio and narrow-molecular-weight distribution reduce tiger-stripe occurrence.
In addition, the higher the die swell of the polymer, the more delayed is the onset of tiger stripes. A scale-up to pilot plant is underway and will be followed by validation of selected formulations on real parts.
Asahi Kasei Plastics North America, Fowlerville, Mich., unveiled information on a novel HDPE-TPO family that will be targeted to replace PP-based TPOs across a wide range of applications. According to Vaibhav (Vive) Apte, manager of polyolefins R&D, these TPO compounds will be introduced commercially this year. He says these HDPE-based materials incorporate a PP component, which can be either homopolymer or copolymer, and that the elastomer used as an impact modifier is “preferably an ethylene 1-octene copolymer.”
The most outstanding attribute of the HDPE-TPO compounds is that they exhibit ductile impact failure at -40 C and -47 C. “This is very difficult to accomplish with PP-based TPO,” says Apte. In the automotive and heavy-truck industries, the company sees applications in splash shields, protective covers, bumpers, and wheel wells. They also see practical uses for these materials within refrigeration units and UV-stabilized versions for their protective covers, as well as potential applications in cold-storage warehouses.
Meanwhile, Ineos Technologies, Houston, reported on its new Innovene reactor-grade, high-rubber PP impact copolymers that are said to allow for new levels of performance in products ranging from soft TPOs for auto interiors to low-temperature rigid packaging. “The high EP rubber content in the reactor-made TPO replaces more expensive impact modifiers that must be incorporated through a compounding step,” says Genaro Gutierrez, PP product manager.
RIGID PACKAGING, PIPE & FURNITURE
Ineos presented the latest extension of its Innovene G advanced gas-phase metallocene LLDPE platform, which has included its HPLL (High-Performance Linear Low) films, to a new series of general-purpose blow molding grades for small to medium-sized bottles for consumer products. According to Gutierrez, these materials are “slurry-lookalike” products that exhibit higher swell and better impact strength. Moreover, their SCR can be nearly twice as high as their slurry-process counterparts, making them suitable for lightweighting.
From its Innovene S bimodal HDPE platform, Ineos highlighted its new ZBM58-30HS grade for blow molding large bottles for products such as oils and lubricants, which is said to set a new industry benchmark. It exhibits higher die swell and superior ESCR at much higher density—the road to lightweighting.
Meanwhile, Ineos’ Innovene reactor-grade PP impact copolymers discussed above, are also offered in a broad range of melt-flow rates—from fractional MFR for thermoforming to 100 MFR—for thin-wall injection molding. These are non=peroxide-treated materials—a common technique to extend the fluidity of impact copolymers—that have very low volatiles and excellent organoleptic properties.
This is very relevant in food packaging and medical applications, notes Gutierrez. “The broad MFR range is also attractive to converters that want to design containers that can be produced via different processing technologies, including injection or blow molding, thermoforming, and ISBM.”
A new generation of improved PE100 pipe-grade resins is also part of the Innovene S HDPE platform from Ineos. PE100RC exhibits ESCR that outperforms conventional PE100 grades, suiting it to new pipe-laying techniques, such as sandless laying and relining rather than using the usual sand bed, which is said to represent up to 50% of the total installation cost.
Asahi Kasei reported on advances in commercialization of Thermylene SWP (Stress Whitening Prevention), a proprietary compounded PP that reportedly won’t show signs of stress whitening when subjected over time to pressure and wear and tear. First introduced in 2010, it has been targeted to applications previously using more costly nylon, such as furniture and seating, as well as automotive interior parts.
A new, second-generation Thermylene SWP further increases resistance to pressure and impact. Impact tests reportedly show virtually no whitening of the material. The material is uniquely characterized by its ability to hide stress marks, giving the furniture industry, for example, materials that withstand wear and tear on their products throughout their useful life.
To supplement its stress-whitening resistance, the material has also been shown to mirror the strong physical properties of nylon with the economics of PP, opening the door to applications where PP may not have been considered suitable due to structural and aesthetic design concerns. Due to PP’s lower density, furniture designers are seeing a part-weight benefit of 10-15% reduction when switching from nylon.
UHMW-PE FOR ORIENTED FILM & MOLDING
India’s Reliance Industries Ltd. (U.S. office in Houston) presented information on its new “differentiated” UHMW-PE, which is characterized by higher crystallinity—94% vs. 60%—and 88-90% lower bulk density than conventional UHMW-PE powder. Normal UHMW-PE has entangled molecules, which cannot fuse completely with each other and result in a product that is relatively weak. With a proprietary catalyst, RIL researchers have synthetized UHMW-PE that has highly ordered, disentangled molecular morphology (D-UHMWPE). This “tie-chain enhancement” interconnects molecules, ensuring proper fusion and making the product stronger.
D-UHMWPE powder is designed to be continuously processable by conventional compression molding/roll milling to produce sheet below the melt temperature of 130 C, without any change in the degree of crystallinity. Film and tape samples prepared by this process have a density above 0.95 g/cc and high luminous transmittance (>90%).
Film, sheet, tape, and fibers formed in this way can be hot-stretched into oriented products that have ultra-high tensile strength and tensile modulus. Potential applications include bullet-resistant composites, ultra-high-strength rope, and products with gas/moisture/oil permeation resistance.
The researchers also maintain that additives like carbon black can be homogenized well due to this polymer’s low bulk density, and that such additives do not affect the hot stretchability of formed tapes. Potential applications for carbonblack/D-UHMWPE include antistatic products, high-strength conductive materials for E/E applications, and flame-retardant grades.
Reliance researchers have also delved into the use of D-UHMWPE as an additive for HDPE to enhance the tie-chain concentration of the latter. D-UHMWPE boasts excellent miscibility with HDPE and can significantly enhance its ESCR and stiffness/toughness balance, allowing for reduced wall thickness. Target applications include rope and mechanical parts.
Lastly, D-UHMWPE is being explored for molded products due to its superior fusion for applications such as medical implants, machine parts, protection shields, and helmets.
VOLCANIC ASH IN PP FOR FLOORING, SIGNAGE
Jeffrey Cernohous, chief technology officer of Interfacial Solutions, River Falls, Wis., a contract R&D service with a specialty in materials development and extensive compounding and processing capabilities, discussed the recent commercial introduction of new volcanic-ash-filled PP compounds. The aim of this development has been to produce highly durable materials with improved nailability, scratch resistance, and resistance to thermal expansion and contraction.
These new PP compounds incorporate recycled LDPE feedstock, a proprietary moisture-scavenger additive, and coupling agents. Compounds with volcanic ash and expanded volcanic ash demonstrate an excellent balance of weight reduction and dimensional stability. They boast lower specific gravity and thermal expansion than PP filled with calcium carbonate.
The new volcanic-ash PP compounds can be produced using conventional melt-processing techniques and also can be formed into sheet using Continuous Double Belt Press (CDBP) processing. The company sees opportunity for these novel materials in applications currently utilizing calcium-carbonate-filled PVC, like flooring and signage, as well as general-purpose agricultural and transportation applications that require moisture-resistant, durable sheet products.
Cernohous says that through a spinoff company, Magma Flooring, production of commercial quantities of such sheet products were launched in March at a new 80-million-b/yr plant. Initially, most of the sheet is being sold to replace luxury vinyl floor tile in Europe, where cost-effective PVC alternatives are sought, although the company has also begun work with U.S. companies.
Magma can produce sheet from 1 to 12 mm thick. The sheet is treated so it is directly bondable and digitally printable. Pricing of sheet sold for flooring is currently at parity with its vinyl counterparts, but significant savings reportedly can be had for the PP sheet in other applications.
PP COPOLYMER COMPATIBILIZERS
More details were presented on the new Intune PP-based olefin block copolymers (OBCs) from Dow Chemical’s Elastomers group, Midland, Mich., which can compatibilize PP with PE, polyolefin elastomers (POEs), and polar materials like EVOH and nylon. Intune was first launched at K 2013 (see our Dec. 2013 news report). Dow researchers revealed that the new OBCs are based on proprietary chain-shuttling catalyst technology that can produce novel OBCs that have both crystalline isotactic PP segments and crystalline PE segments. When these OBCs are used as a component in blends for molded and extruded multi-layer structures based on PE, PP, and their copolymers, the resultant compatibilized PE/PP systems can offer unique combinations of stiffness, toughness, clarity, chemical resistance, temperature resistance, and processability.
Dow researchers demonstrated how the new OBCs show classical compatibilizer behavior, producing finer dispersions in PP and PE blends, decreasing the degree of phase coarsening that occurs under slow cooling from the melt, increasing the interfacial adhesion between immiscible layers in multi-layer film, and providing stable layer adhesion upon heat aging.
Moreover, small amounts of these PP-based OBCs (<10% by weight) improve the mechanical properties of PE and PP multi-layer systems as well as blends. Multi-layer film structures show enhancements in adhesion, high-temperature resistance, and clarity and are good candidates for more affordable retortable packaging. Blends for injection molding how enhanced stiffness/toughness balance and excellent clarity and are suitable for clear and tough consumer durables such as storage containers. Blends for rotomolding applications boast enhanced stiffness/toughness balance along with ESCR.
















Related Content

Catheter Specialist Finds Sweet Spot Serving Small, Medium-Sized Concerns
Medical-component specialist LightningCath has carved a niche meeting the needs of small to medium-sized entrepreneurs with complex catheter designs … quickly.
Read More
Medical Manufacturer Innovates with Additive Manufacturing and Extrusion Technology Hubs
Spectrum Plastics Group offers customers two technology hubs — one for extrusion, the other for additive manufacturing — to help bring ground-breaking products to market faster.
Read More
Use Cavity Pressure Measurement to Simplify GMP-Compliant Medical Molding
Cavity-pressure monitoring describes precisely what’s taking place inside the mold, providing a transparent view of the conditions under which a part is created and ensuring conformance with GMP and ISO 13485 in medical injection molding.
Read More
As Currier Grows in Medical Consumables, Blow Molding Is Its ‘Foot in the Door’
Currier Plastics has added substantial capacity recently in both injection and blow molding for medical/pharmaceutical products, including several machines to occupy a new, large clean room.
Read MoreRead Next

Headlines from the K 2013 Show
Here’s just a taste of the innovations on display, a selection of the top headlines not covered in our September show preview.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More