
Put Your Dryers on a Preventive Maintenance Program
No one likes to do them. Many avoid them altogether. But a periodic “PM” program for your dryers pays off in the long run.

Filter changes are a critical component of any dryer-maintenance program. Shown here is a process filter from a Novatec wheel dryer.
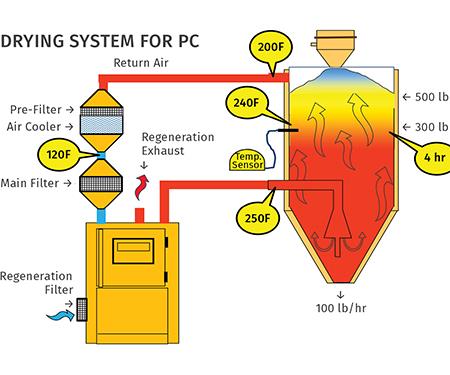
This illustration provides some criteria to optimize hopper sizing. The drying hopper capacity here is 500 lb of PC; this provides enough hopper capacity to heat 400 lb of the PC to the drying temperature of 250 F. Adding an extra 20% acts as a heat sink to partially cool the spent drying air exiting the hopper.

Some drying systems have alarms that indicate when filters need cleaning. (Photo: Conair)
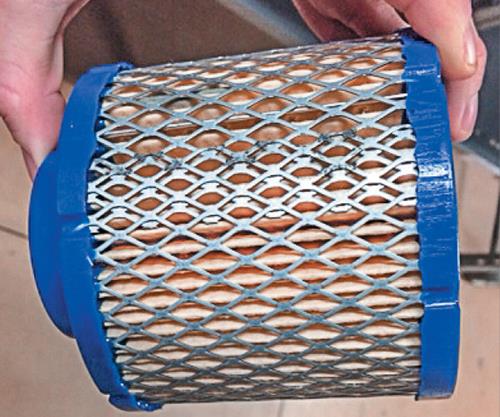
Air filters trap fines, volatiles, and oil, and need to be checked regularly. (Photo: Wittmann Battenfeld)
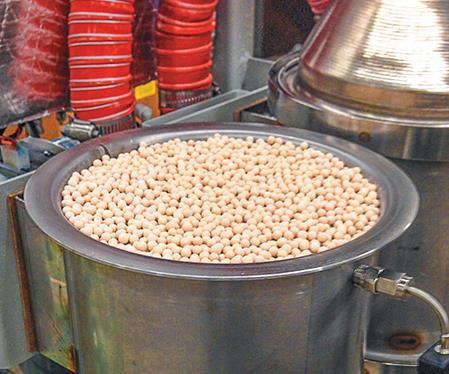
Desiccant is the material that filters the water molecules out of the drying air, producing the low-dewpoint air needed to dry hygroscopic polymers. (Photo: Dri-Air Industries)
Share
A preventive maintenance (PM) program is the scheduled inspection and servicing of a machine with the goal of correcting any problems that may be developing that could result in a failure of the machine, resulting in lost production.
All industrial machinery should undergo periodically scheduled inspections and servicing to keep them in good operating condition, and a dehumidifying drying system is no exception. The frequency of maintenance for a dehumidifying dryer will vary widely depending upon the particular application it is being used in. A processor running 100% virgin, optical-grade polycarbonate with no fines to contend with will not require the same dryer maintenance frequency as the processor running an ABS 50:50 blend of virgin and regrind containing a high level of fines. A molder of a cellulosic material with a high loading of plasticizer—some of which will boil off the polymer when it is heated during drying and will contaminate the dryer’s air filters and desiccant—will need an altogether different and more rigorous PM program.

The incentive for maintaining a good periodic maintenance program will be increased productivity resulting from fewer production interruptions due to unscheduled servicing. So where to start? First you must know the precise drying parameters (temperature, dewpoint, drying time, and air flow) required for your particular polymer, as there are thousands of different types and grades of hygroscopic polymers, each of which has its own set of drying requirements.
MAINTENANCE TIPS & GUIDELINES
Problems with air filters are by a wide margin the cause of most problems experienced with dehumidifying dryers, and for that reason filters should be at the top of the list when it comes to maintenance. There are Two such filters that need regular service.
• Return-air filter: Dehumidifying dryers employ a closed-loop drying-air circuit that returns the spent drying air exiting the drying hopper back to the dryer for reuse. If the polymer being dried has a high level of fines, some of those fines will be carried back to the dryer. A return-air filter prevents the fines from entering and contaminating the dryer’s desiccant. The return-air filter must be serviced periodically to prevent fines from building up and restricting airflow.
Depending upon the drying temperature, some applications may employ a return-air cooler, which should include a pre-filter for protecting the cooling coils. If so, both the pre-filter and main return-air filter must be serviced regularly.
• Regeneration air filter: The desiccant in a dehumidifying dryer has a finite capacity to adsorb water molecules; therefore a portion of the dryer’s desiccant is always offline being regenerated. During regeneration, ambient air is drawn in through a filter, passes through the regeneration blower, is heated to a high temperature, and passes through the offline desiccant. When heated, the desiccant releases its adsorbed water molecules, which are purged to the atmosphere. The regeneration air filter removes any airborne contaminants from the incoming air, protecting the dryer’s desiccant from contamination, and must be serviced periodically to prevent contaminants from building up on the filter and reducing airflow.
As airflow is the life blood of a dehumidifying drying system, the correct airflow volume in both the drying air circuit and the regeneration air circuit is critical and must be maintained for the dryer to do its job. Blinded filters will reduce airflow.
The hoses connecting most medium-size dehumidifying dryers to the drying hopper are probably the second most common cause of problems experienced with dehumidifying dryers. Most medium-size dryers (capacities from a few hundred to about 1000 lb/hr) are portable and come equipped with casters so they can be moved about easily. The drying hoppers, on the other hand, are very seldom mobile. As a result, most dryers in this size range are supplied with flexible hosing to connect the dryer to the drying hopper. The very nature of this setup makes these flexible hoses susceptible to abuse and damage.
If the hoses are partially crushed, the airflow passing through them maybe restricted. If the hoses become frayed and begin leaking air, then high-humidity ambient air may be drawn into the drying system, which will quickly overload the limited capacity of the desiccant, resulting in a poor dewpoint. These interconnecting hoses must to be protected and maintained in good condition to keep the drying system operating at peak performance.
For processors, a better alternative to this configuration is to select a convenient location for the dryer and remove the casters to make it a stationary installation, then replace the flexible hoses with a good grade of rugged rigid metal tubing. Any issues with flexible hose concerns then become a thing of the past.
DRYING TEMPERATURE
Having the correct air temperature entering the drying hopper is critical to the drying process. If the temperature is too high, the material may soften, causing the pellets to fuse. High temperature may also result in polymer degradation. Conversely, if the temperature is too low, the drying process will be slowed and require more drying time; below a certain threshold, the material may never achieve a low enough moisture content to process successfully.
Check the drying temperature entering the drying hopper to be sure it is within a few degrees of the setpoint on the dryer’s control panel. If you find a difference of more than a few degrees, there is a problem that needs to be investigated and corrected as soon as possible.
DRYING TIME
Drying time is a function of the size of the drying hopper and throughput rate and is decided when the system is first purchased. However, the job a drying system is running may change from time to time, and when it does attention needs be paid to make sure the new job falls within the operating capacity of the dryer and drying hopper.
The accompanying illustration provides some criteria to optimize hopper sizing. In this example the material throughput is 100 lb/hr and the desired drying time is 4 hr at 250 F. The drying hopper capacity is 500 lb of PC; this provides enough hopper capacity to heat 400 lb of the PC to the drying temperature of 250 F.
There are a few benefits to adding an extra 20% capacity to a drying hopper: First, the additional 100 lb of material acts as a heat sink to partially cool the spent drying air exiting the hopper. This reduces the load on the return-air cooler and also reduces the drying system’s operating cost by leaving more heat energy in the material within the drying hopper, where it will do the most good, rather dumping it to drain through the return-air cooler.
AIRFLOW VOLUME
The function of the airflow in a dehumidifying dryer is to carry the heat (BTUs) generated in the heaters to the material in the drying hopper in a sufficient volume to heat the bed of material in the drying hopper.
Monitoring a dryer’s airflow (CFM) can be a challenge, as very few dehumidifying dryers are outfitted with airflow monitors—mainly because an accurate and inexpensive airflow monitor is an oxymoron … it just does not exist.
However, by installing a temperature sensor at the correct vertical position in the drying hopper that corresponds to the drying time needed, you can simply and inexpensively monitor your dryer’s airflow (see illustration). In our example cited above, the material throughput of a drying system is 100 lb/hr and the desired drying time is 4 hr. When the temperature of the material at the 4-hr location in the drying hopper reaches within 10-15° F of the target drying temperature of 250 F, there is sufficient airflow. Too little airflow, and the temperature at this level will fall short of the target drying temperature. Too much airflow will drive the 250 F drying temperature up through the entire bed of material, which will waste energy and could possibly overload the return-air cooler and damage the dryer. With the correct temperature profile, you will have achieved the required drying time at the correct drying temperature.
A word of caution: Many, if not most, thermocouples or RTDs are vulnerable to the weight of the material above them. So a sturdy thermocouple well is recommended; or as an alternative, a shield can be welded to the hopper a few inches above the thermocouple to protect it from the weight of the material above it.
Once more, airflow is the life blood of a dehumidifying drying system. The correct airflow volume in both the drying air circuit and the regeneration air circuit is critical and must be maintained for the dryer to do its job. Blinded filters will reduce airflow.
DEWPOINT AND DESICCANT
The dewpoint temperature is a measure of the water content in the drying air. When the drying air is dehumidified, its dewpoint temperature is lowered, which increases the air’s capacity to pick up and hold more water molecules as it passes through the drying hopper. Dewpoint levels in the range of -20 F to -40 F are typically required to dry hygroscopic polymers.
Desiccant is the magical material that filters the water molecules out of the drying air, producing the low-dewpoint air needed to dry hygroscopic polymers. In order to do its job, the desiccant must be kept clean and free of any contaminants, and that is the purpose of the return-air and regeneration air filters. If the filters are not installed correctly or if they become torn or ruptured, fines will pass through the filters which will result in desiccant contamination and deteriorating dewpoint levels.
DESICCANT REGENERATION
Proper regeneration requires heating the desiccant to the temperature that will cause it to release its adsorbed water, which is typically in the range of 350 F to 450 F, depending on the dryer design and type of desiccant being used. The regeneration air circuit is a single-pass air circuit; it brings ambient air in through a filter, heats the air to its correct regeneration temperature, and passes the hot ambient air through the desiccant, which causes the desiccant to release its moisture, which is then purged to the atmosphere.
After regeneration is complete, the desiccant must be cooled to 150 F or lower before being indexed back into the drying circuit. Contact your dryer manufacturer for the correct regeneration temperature and confirm you have the correct air temperature entering the desiccant during its regeneration cycle.
A rudimentary check of the regeneration airflow can be done as follows—but be very careful performing this check, as the regeneration exhaust air may be very hot, depending on where the dryer is in the regeneration cycle.
1. Pass your bare hand over the moisture exhaust outlet of the dryer, about 12 or 14 in. from the outlet.
2. Make a mental note (guesstimate) of the airflow exiting the regeneration exhaust. Remove the regeneration filter with the dryer still running and again pass your hand over the exhaust.
3. Compare the airflow to that felt when the filter was in place. This should give you an idea of whether the filter is beginning to blind.
4. Be sure to immediately replace the filter or install a new one after completing this check.
ABOUT THE AUTHOR
Pete Stoughton has more than 40 years’ experience with dehumidifying dryers and PET crystalizing systems. He has held various technical positions with the Conair Group, including technical services manager, product manager, and business unit manager. He now has his own consulting firm, Polymer Drying Services. Contact: (814) 516-3838; pstoughton@comcast.net; pstoughton.com








Related Content

What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Fundamentals of Polyethylene – Part 6: PE Performance
Don’t assume you know everything there is to know about PE because it’s been around so long. Here is yet another example of how the performance of PE is influenced by molecular weight and density.
Read More
Injection Molding: Focus on these Seven Areas to Set a Preventive Maintenance Schedule
Performing fundamental maintenance inspections frequently assures press longevity and process stability. Here’s a checklist to help you stay on top of seven key systems.
Read More
Fundamentals of Polyethylene – Part 5: Metallocenes
How the development of new catalysts—notably metallocenes—paved the way for the development of material grades never before possible.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More