
K 2016 Preview: Extrusion and Compounding
Regardless of what you might be extruding, the themes of speed and flexibility will loom large in extrusion at the giant show.


While hush-hush on the details, Hosokawa Alpine will be running a line at K 2016 featuring its patented X Die and the TRIO MDO
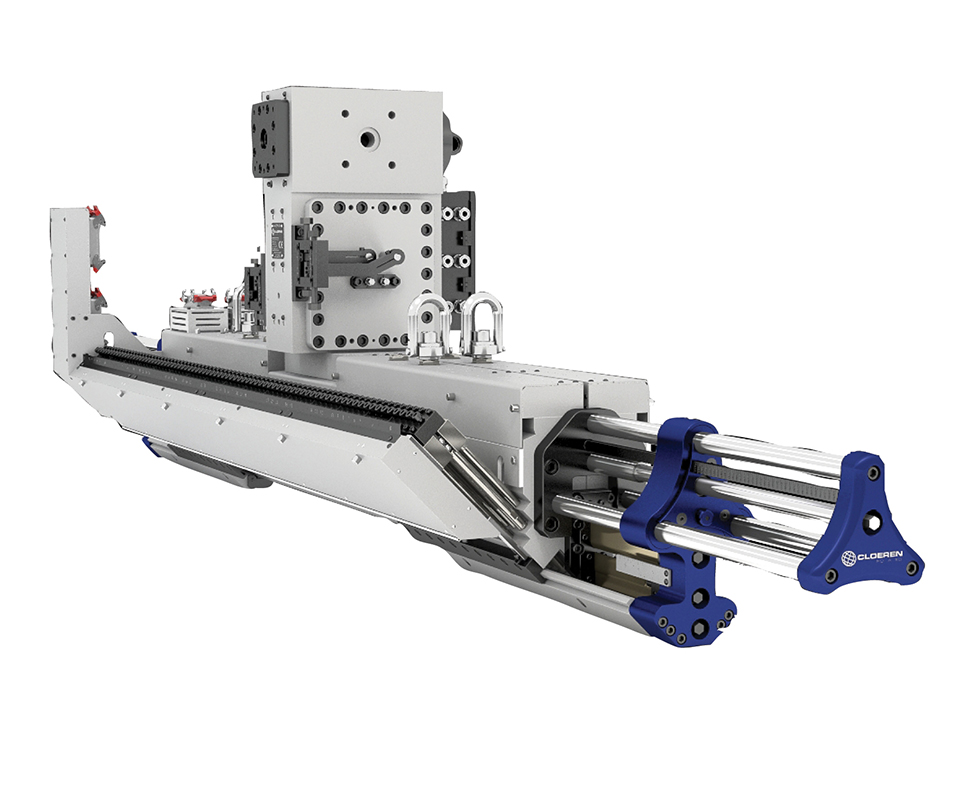
Cloeren will showcase its next-generation EBR V (Edge Bead Reduction) die for extrusion coating/laminating.

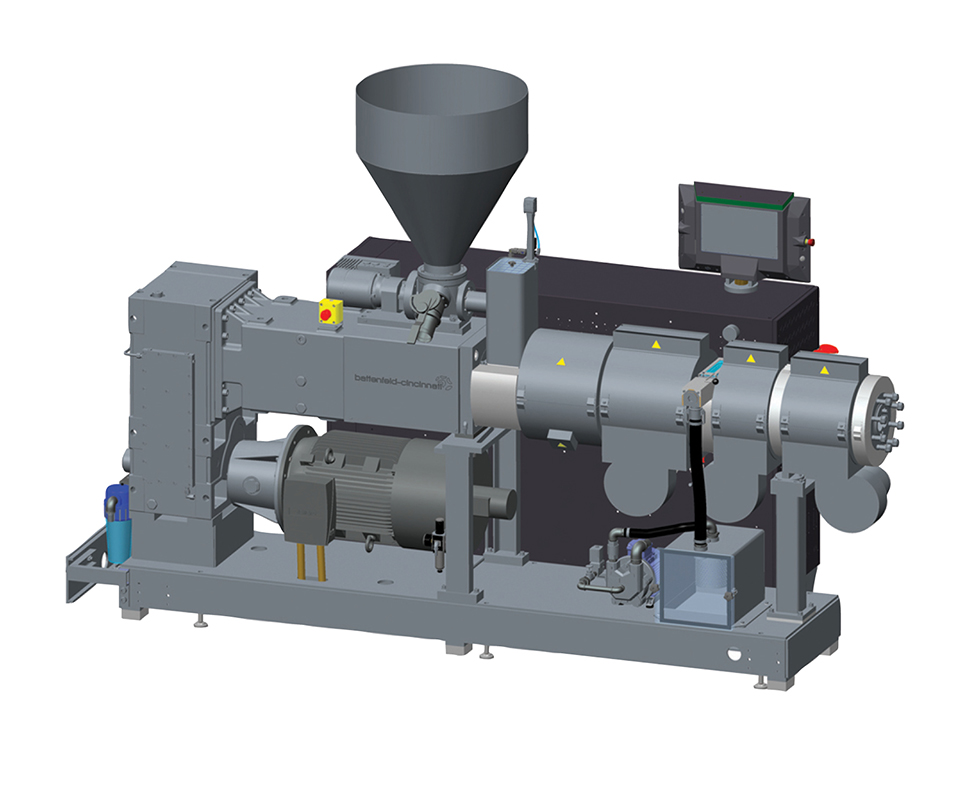
Battenfeld-Cincinnati’s conEX NG series features a newly developed processing unit and is said to be extremely flexible and energy efficient.
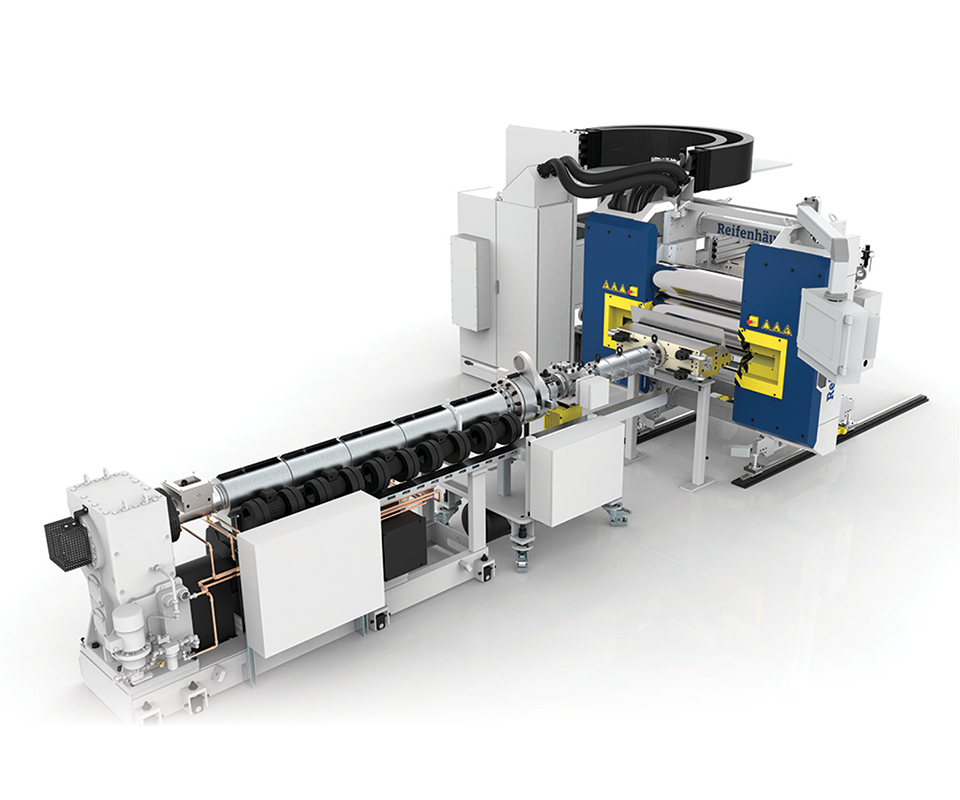
Reifenhauser’s display will include a sheet line configured for in-line thermoforming.

The latest version of Nordson’s EDI Autoflex VI flat die features an increased “stroke” of the lip-adjusting system by 43% without adding to response time.
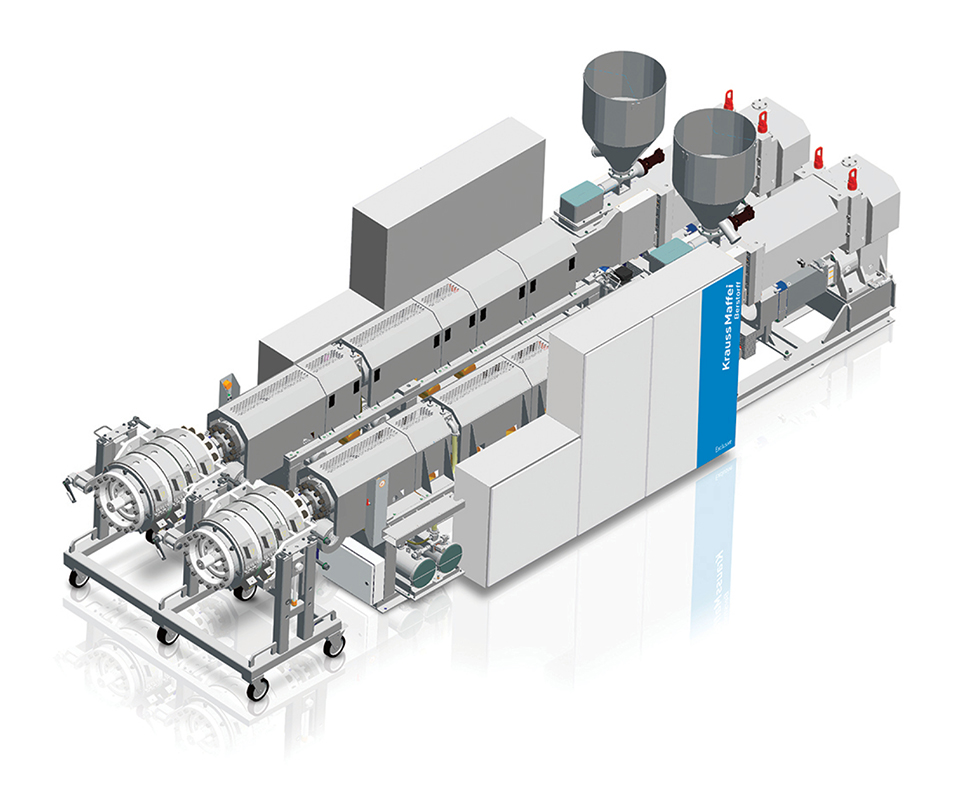
KraussMaffei Berstorff will display two twin-screw extruders in a space-saving arrangement to produce rigid PVC pipe.
The centerpiece of KraussMaffei Berstorff’s QuickSwitch system is the calibration basket; the complete system can be set quickly to the desired pipe dimension in just one step.



Extrusion exhibitors tend to be tight-lipped about what they will be displaying at the K show right up until the curtain opens. Those that opted to divulge some tidbits relative to the goings on at their booths at K 2016—to be held Oct. 19-26 in Düsseldorf, Germany—for the most part focused on new technology aimed at helping processors improve the productivity and/or flexibility of their operations. What follows is a breakdown of news divided by extrusion process, along with some developments in extruders.
FILM & SHEET NEWS
In blown film, “faster and thinner” are likely to be big themes at the show among those machine builders running lines. At press time, few were willing to release details on precisely what they plan to do. Hosokawa Alpine’s display will no doubt feature its patented X Die. The die, now available in up to 11 layers, is said to offer “the finest film quality, fastest purging, and best gauge (at start up, without auto gauging) at the highest possible throughput rates.” Alpine (U.S. office in Natick, Mass.) will also display its TRIO (Trim Reduction for Inline Orientation) machine-direction orientation (MDO) system, which it says minimizes neck-in. TRIO reportedly reduces edge trim by 100% while producing a flatter film profile.



Alpine’s display will also feature new winders and takeoff units from subsidiary Hosokawa Kolb, and a new control system called ExVis. The control package provides intelligent networking between systems and more efficient automated line control. With ExVis, highly complex systems reportedly can be controlled with what Alpine describes as precision and intuition. System monitoring provides operators with comprehensive information at a glance, whenever required. ExVis reportedly provides processors with better control over quality and consistency because film structures, once produced, can be repeated with a simple recipe entry.
Italian machine builder Macchi North America Plastics Machinery Inc. (U.S. office in Dalton, Ga.), will be running a high-speed 5-layer POD (polyolefin-dedicated) line with an undisclosed formulation furnished by Dow Chemical. The film targets stand-up pouches. Earlier this year, Dow collaborated with film processor Accredo Packaging of Sugar Land, Tex., and brand owner Seventh Generation to produce the first-ever all-PE stand-up pouch for dishwasher pods.
Another Italian machine builder, Bandera will run a 5-layer line at K. Called the TechnoFlex Plus series, the line is reportedly flexible enough to switch seamlessly between both all-polyolefin and barrier film structures. Among the new features of the system is a control package that controls the material dosing and automatically makes changes in film formats.
In other blown-film extrusion news, Reifenhauser (U.S. office in Wichita, Kan.), will roll out the Evolution Ultra Die for barrier films. Evolution is said to combine features of both stack dies and spiral-mandrel designs to offer flow channels that reportedly are about 70% shorter than in other dies on the market. This is said to allow processors to make quicker job changes for symmetric or asymmetric barrier structures. The die has a smaller head diameter and is heated from both the inside and outside, which Reifenhauser says leads to shorter heat-up times for startup of the line and change of raw materials.
Reifenhauser will also display its Evolution Ultra Flat and Ultra Stretch technologies. These two units are integrated into the hauloff to flatten and orient the film, respectively.
As previously reported Addex Inc., Newark, N.Y., will show a new cooling device that is said to increase output by 40-60%. Called ICE—for Intensive Cooling Experience—the unit consists of a series of stackable cooling rings that surround the bubble. Each of these rings, or elements, directs divergent air streams along the bubble, both upward and downward, to provide high film-holding forces and peak cooling efficiency. These high-performance divergent cooling elements are assembled using spacer pipes that also provide a common feed of cooling air to each cooling ring. The stack mounts above the top of the die.
At press time, Windmoeller & Hoelscher (U.S. office in Lincoln, R.I.) would divulge only that its display will focus on what it calls Packaging 4.0, “showing how intelligent machines, integrated processes, and intuitive handling are already increasing efficiency and flexibility of production,” the company said.
In flat-die extrusion news, Cloeren Incorporated, Orange, Tex., will showcase its next-generation EBR V (Edge Bead Reduction) die for extrusion coating/laminating. In these processes, width changes can be frequent and edge-bead reduction is considered economically or environmentally essential. Cloeren has installed more than 50 EBR V dies over the last five years and claims its design has “reliably demonstrated increased operational robustness over any other EBR die in the market.
Cloeren will also display what it called the world’s widest NanoLayer system, comprising a 55-layer NanoLayer Feedblock paired with a 5435-mm Epoch Die. The system is designed to produce third-generation nanolayer stretch films. Cloeren will also showcase its patented moebius-manifold die, which features what it calls a "revolutionary" internal geometry that makes it particularly suited for processing residence-time-sensitive polymers such as PVC.
Meanwhile, the new REIcofeed 2.2 feedblock from Reifenhauser is equipped with a small element that allows the encapsulation of a multi-layer film/sheet inside the feedblock. This is said to avoid the need for an encapsulation device within the die itself and the need for an additional extruder.
Nordson, Chippewa Falls, Wis., will show a redesigned version of its widely used EDI Autoflex VI flat die that has increased the “stroke” of the lip-adjusting system by 43% without adding to response time. This reportedly enables it to correct a wider range of process variations, often without need for manual intervention. The design of the new Autoflex VI-E lip adjusting system is also dramatically smaller and more streamlined, simplifying disassembly and substantially reducing maintenance time, says Nordson.
While all flat dies with gauge-profiling systems have a flexible lip made up of individual adjuster blocks arrayed along the product width, the adjusters in the Autoflex VI die include thermally actuated copper-alloy translators that are linked to a computer-controlled downstream gauge monitor. The movement, or stroke, of these translators provides gauge control by causing the die gap to increase or decrease, explains Nordson. By providing a much larger stroke without an increase in response time, the new system has a greater capacity to correct for changes in throughput, line speed, target thickness, and other process parameters while remaining in automatic mode.
To reduce downtime, Nordson has redesigned the Autoflex VI gauge adjustment system to make replacement of wear components in the adjuster blocks faster and easier. In the new-generation Autoflex VI-E system, disassembly has been reduced from 19 steps to six, and each lip-adjustment component can now be accessed individually. It takes about 10 min to replace a lip-adjustment component, versus an hour with the standard design. In addition, the Autoflex VI-E system is smaller and lighter than the standard system. A unit for an 82-in. (2085-mm) die, for example, weighs nearly 20% less. The new Autoflex VI-E unit is retrofittable on existing dies and is available with either convective or forced-air cooling.
Brückner Maschinenbau (U.S. office Brueckner Group USA, Portsmouth, N.H.) aims at increasing efficiency. It will display its Energy Monitor, which monitors power consumed by all line components, as well as tools and systems for inline measurements and to directly influence important film values such as temperature, haze, molecular orientation angle, density, and porosity.
Brückner will also display for the first time a biaxially oriented line for PET (BOPET) film with working widths to 10.4 m (about 34 ft). BOPET lines typically run 8.7 m (28.5 ft) wide, so the new line offers processors about 20% more output. The line is rated at speeds to 515 m/min (roughly 1690 ft/min).
For BOPP lines, Brückner will show a newly designed sliding system for transversely stretched film that offers line speed to more than 600 m/min (1968 ft/min). At the same time, new materials for the sliding system are said reduce the need for lubrication by more than 50%. These materials are also available on a retrofit basis.
The company will also show a new winder with a 40% increase in roll diameter to nearly 6 ft. This results in fewer roll changes and less waste, which Brückner says improves productivity, changeover time, and energy consumption for the entire line.
Downstream, Battenfeld-Cincinnati (U.S. office in McPherson, Kan.) will display a new XXL version of its Multi-Touch roll stack. This stack family features a novel combination of a roll stack with two rolls for pre-calibration and either three, five, or seven rolls in post-calibration. They are said to produce stress-free sheet with thickness tolerances of ±1% at high speeds. The newly developed XXL roll stack can be used on lines running as fast as 6000 lb/hr (depending on sheet width and thickness). Battenfeld-Cincinnati will also show a new extrusion line control with a 21.5-in., high-definition, multi-touch display in landscape format.
Reifenhauser will show the MIREX-MT-HI stack with a 310-mm roll diam. for in-line sheet and thermoforming.
PIPE & PROFILE NEWS
KraussMaffei Berstorff (U.S. office in Florence, Ky.) will show two KMD 108-36 E2/R twin-screw extruders that are teamed to produce rigid PVC pipe at up to 4409 lb/hr. The extruders feature a 36:1 L/D and have a footprint about one-third smaller than other lines of similar output capacity. This setup is also said to be much more energy efficient than a single larger extruder running twin strands. The extruders will be teamed with the KM-RK 23-250 pipe head, designed for large diameters and high outputs.
Tooling developments in this extrusion segment focus on flexibility and fast changeovers. KraussMaffei Berstorff, for instance, is now offering its QuickSwitch technology for efficiently changing PE pipe dimensions in the 280-500 mm diam. range. The centerpiece of the QuickSwitch system is the calibration basket; the complete system can be set quickly to the desired pipe dimension in just one step. A special pipe head equipped with moving components in the melt outlet makes die-assembly modifications unnecessary.
Battenfeld-Cincinnati, meanwhile, will show three components of its Fast Dimension Change (FDC) system for polyolefin pipe: the pipe head, calibration sleeve, and vacuum tank. With the FDC pipe head, die changes are said to be largely unnecessary, thanks to an adjustable melt gap. For the first time, an adapter for the outer layer has been integrated in the adjustable die, offering what’s said to be the shortest purging times currently available.
Instead of a rigid calibration cylinder, the FDC calibration sleeve consists of movable elements that can be adjusted to almost every diameter but do not leave any markings on the final product.
Finally, the 1.5-m (about 5-ft) long FDC vacuum tank has scissors-lift tables that allow adjustment to every height with servomotors. A unique flexible and easily adjustable sealing technology is said to ensure secure sealing of the vacuum tank.
COMPOUNDING NEWS
KraussMaffei Berstorff will debut a cascade extrusion system for reprocessing polyolefins. The first extruder, which can be equipped with an upstream shredding or agglomeration system, is designed for feeding, melting, homogenizing, and degassing of washed and sorted reclaim. Fine screening at the end of the processing section removes any solid foreign matter. A gear pump then feeds the melt into the second extruder, equipped with several gravimetric metering devices for all necessary compound components, as well as side feeders and an additional degassing system.
Depending on process and task, cascade combinations of single- and twin-screw extruders or of two twin-screw extruders can be used.
At the booth of Econ GmbH, KraussMaffei Berstorff will run its ZE 42 BluePower twin-screw compounding extruders to produce high-intensity LLDPE color masterbatch micro-granules with a diameter of 0.4 to 0.5 mm.
Leistritz (U.S. office Somerville, N.J.) will introduce new technologies aimed at both ends of the compounding spectrum: micro-scale laboratory development and high-volume production systems. A variety of service and engineering support services will be highlighted, including the expansion of remote technical-service capabilities. In addition, an auditorium will be integrated into the booth design to facilitate daily 10-min technical presentations on a variety of twin-screw extrusion-related topics.
EXTRUDER NEWS
In extruders, Davis-Standard, Pawcatuck, Conn., will display a 3.5-in. (90-mm) extruder featuring computer-designed screws, electrical barrel heating with air-cooling for each zone, and simplified electrical installation. Mounted on the extruder will be a QSE (Quick Screw Exchange) adapter for fast screw changes without disturbing the downstream melt path.
At K 2016, Battenfeld-Cincinnati will show two new extruders: a conEX NG 65 in stand-alone execution and a conEX NG 54 in a coextrusion setup. The latter is mounted on a pedestal and combined with a twinEX 93EP as the main extruder. This new pedestal solution is suitable for a variety of setup options and can be adjusted to the location’s requirements thanks to its modular system. The setup on display offers processors high flexibility and an attractive price/performance ratio, the company says. In addition, the conEX NG 54 will feature an energy-saving kit with a synchronous motor and a variety of additional features that significantly reduce the extruder’s energy consumption.
Reifenhauser will display a new series of extruders described as “very small.” No further details were available at press time.
















Read Next

How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More