
Warpage Waylaid Via Simulation
Designed to form a component that would hold headlights in place, the mold was intended to produce a front-end automobile bracket. Instead of parts however, the tool’s real output was problems.




“That job was a headache from day one because we did not do a Moldflow analysis on it ourselves,” explains Bill Hamilton. “Instead, we had the manifold supplier do it.”
Tooling manager for Groupe Plastivaloire’s North American operations, Hamilton currently works out of the company’s Auburn Hills, Mich., office. In this role, he oversees operations at its nearby New Baltimore, Mich., facility which features 39 injection molding machines, as well as the Danville, Ky., plant, with 21 presses.



Groupe Plastivaloire specializes in large, complex single- and two-shot molds for a variety of parts, primarily in automotive, molding components as large as bumpers and as small as air-duct actuators. Resins processed include TPO, HDPE, ABS, nylon and PP, including glass-filled materials. Because of the high volume of molds built annually, Hamilton and his team now rely on simulation consulting expert CAE Services to provide upfront Autodesk Moldflow Insight analysis and consultation for projects. In fact, Groupe Plastivaloire undertook Moldflow analyses on more than 100 molds last year, but that wasn’t always the case.
Hamilton explains that before an acquisition brought three of the four plants under Groupe Plastivaloire in 2020, he worked for the former TransNav as a toolroom manager. TransNav had one seat of Moldflow software at the time, but Hamilton never fully trusted it, and the company eventually stopped using it in-house. Instead, it relied on its hot-runner suppliers to perform Moldflow analyses that Hamilton says were mostly effective but failed at times to address cooling or warpage issues.
When Hamilton was promoted to his current position at what was still TransNav, he was suddenly overseeing the production of many more tools, and he reconsidered his Moldflow opinion. In retrospect, Hamilton said his previous mistrust of simulation software’s results derived from the fact that his former company at times performed incomplete analyses that didn’t fully apply all the software’s capabilities.
At the urging of his new boss, Groupe Plastivaloire director of engineering Tim Nixon, CAE Services was called in to provide not only Moldflow analysis but also consulting for molds being designed and built. Nixon had longstanding experience with Mark Solberg and CAE Services. “As we started working with Mark and his team,” Hamilton says, “we saw excellent results because they were doing a much deeper dive into the projects than I had seen done before.”
Solberg explains that Moldflow analyses conducted at manufacturing facilities and not by a simulation expert like CAE often only look at the fill pattern based on gate locations and ignore potential packing, cooling and warpage issues. To adequately address these, CAE builds a full runner/manifold system analysis to get the complete effect.
Back to the headache-inducing tool. Based on the manifold supplier’s Moldflow results, Hamilton said the company opted for a mold with two gates for the automotive bracket. “When the mold was sampled, the parts were warped, so we tried to fix it,” Hamilton recalls. “There was so much work put into this project and we still had about 4 to 6 mm of warpage. We couldn't straighten it out.”
He explained that, among other issues like insufficient cooling, improper gate locations can cause warpage and lead to longer cycle times.
Enter CAE and a complete Moldflow analysis, which noted that since the part was being molded from glass-filled polypropylene, the material would exhibit greater flow by entering the mold cavity lengthwise since the glass strands could align. After a few more iterations, CAE suggested changing to a single gate on the end of the part versus two gates on the ends.
While the initial molded parts prior to CAE Moldflow Analysis were exhibiting nearly 6.0 mm of overall warpage, the consultant’s initial study predicted about 5.3 mm of deflection and anticipated the warpage trend. After CAE’s recommended gate location and part design changes were made, the simulation forecast deflections of 1.3 mm. When sampled, the molded parts exhibited 1.1 mm of warpage, staying within spec.
“The amount you spend on upfront Moldflow analysis and consultation is nothing compared to making changes in the tool after it is built,” Hamilton says, headache allayed. “It's not even close.”
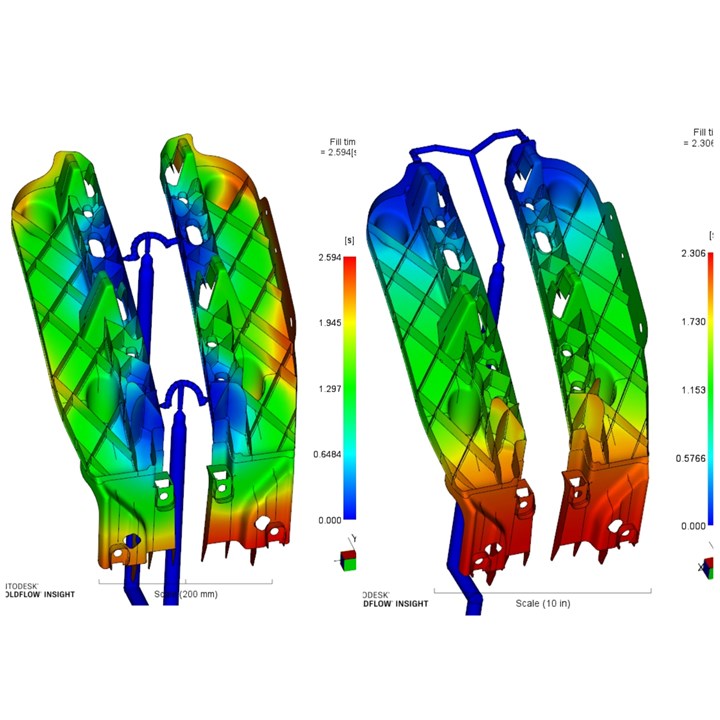
At left, the original design with two gates that ultimately led to unacceptable warp; at right, the revamped design with a single gate that met spec. (Photo: CAE Services)












Related Content

How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read More
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read MoreRead Next

Polyplastics Uses CAE to Forecast Deformation of LCP Connectors During Production
LCP parts can expand considerably in the high-temperature conditions of the reflow process, potentially affecting product flatness.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More