
Metal vs. Polymer 3D-Printed Mold Tooling: Which is “Better?”
“Better” is the wrong metric—instead, molders should understand the key differences between tooling and appreciate where in the product lifecycle each technology fits best.



The use of 3D-printed injection mold tooling has been discussed, debated and tested extensively over the past 20 years. Implementation of the technology has steadily gained traction. While the technology is still far from “commonplace,” true innovators have now fully embraced it across many industries.
Even during the current global pandemic, interest is strong, and suppliers like Fortify are seeing a rash of new inquiries.


Advances in both metal and polymer 3D-printing technologies have helped drive the acceptance of 3D-printed tooling around the general themes of lower cost and faster turnaround. A frequent customer question that comes up is, “Which is better?” This article outlines that “better” is the wrong metric. Instead, molders should be looking at the key differences between metal and polymer 3D-printed tooling, and where in the product lifecycle each technology fits best. (Spoiler: 3D-printed mold tools should be leveraged for prototype injection molding).
Time is Money
While both technologies offer significant cost and time advantages, the way these benefits are calculated is vastly different. Users of polymer-based cores and cavities, focus on the time it takes to get first shots in hand. These molds can be printed and run within a few days. Multiple design iterations can be validated within a single week with this approach—essential for prototype injection molding. Users can cut months of time from new product releases. One tradeoff to consider is polymer 3D-printed tooling does run longer cycle times as the molds do not cool quickly. These longer cycles are typically acceptable as required part quantities are low during the early prototype stage.

Cooling options for polymer printed tools differ from those of traditional metal tools.
The cost of polymer based 3D-printed tooling also has important tradeoffs to consider. Polymer-based tools can be printed for 60 to 90% less than metal (several hundred dollars or less versus $3000 to $8000 for metal). While these savings are compelling, the tool’s lifetime needs to be factored in to get a true picture. Metal tools can be expected to last tens or hundreds of thousands of cycles, while polymer tool life is typically measured in hundreds of shots.
In early lifecycle stages, when 50-100 parts are needed, this equation is easy to solve.
Polymer 3D printed tools can be outsourced to a service bureau, or produced on in-house equipment for fastest response times. In either case, polymer based tools require some design considerations to get best results. This includes more generous draft angles and venting strategies. A more complete review of designer considerations for using 3D-Printed Polymer tools can be found (here.)
Regardless of your sourcing strategy 3D-printed polymer mold tools, it’s wise to work with a supplier that has deep technical knowledge of the application and can help you make the right design choices.
The capital investment for polymer 3D printers ranges from under $10,000 to several hundred thousand. Choosing the right printer is dependent upon build capacity and material properties needed for a specific application. Molding engineering grade plastics like ABS, PCs, Nylons and higher, requires 3D-printed mold tooling that is printed with very high performance materials that are not typically available to run on entry level printers.

With 3D-printed metal tooling, time advantages are focused on cycle time and productivity. The key attribute of the metal technology is the ability to fabricate molds with sophisticated conformal cooling channels that allow faster cycle times. This is a natural fit for high-volume scenarios where cycle times are critical. Conformal cooling channels are simply not possible to manufacture with traditional machining techniques. Note that conformal cooling benefits do not translate to polymer-based tools with their low heat transfer coefficient.
The cost savings associated with metal 3D-printed tooling are typically realized on the production floor—not in the building of the tool itself. Metal 3D printers and materials are expensive, and the molds require significant post processing and machining before they can be put into production. Some exciting new technologies are available now that integrate additive and subtractive technologies and help close this gap. Material choices and quality levels of metal.
3D-printed molds are also trending upward making this option more attractive. As the mold cost gap between traditional and 3D-printed metal tools narrows, the big payoff for using metal 3D-printed molds continues to be higher press utilization rates. For example, when cycle times are reduced by 20% the press utilization goes up 20%. Molders can get more parts out the door each day with the same capital equipment. More parts shipped = more money and higher customer satisfaction.
The two faces of 3D-printed mold tooling don’t actually compete—rather they complement each other as products make their way from concept through maturity.
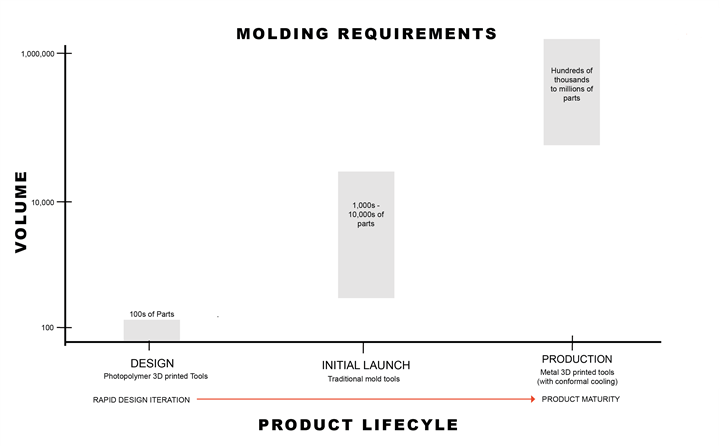
Conformal cooling design is not practical at the prototype injection molding stage when designs are still evolving. Likewise, polymer based tools, with longer cycle times and limited life are not a practical solution for volume production. One theme that is consistent with both technologies is they both require an investment and commitment on the part of the molder to learn how to best leverage the technology. This is the basis for building a sustainable competitive advantage in the market.
At Fortify, we are focused on raising the bar for 3D-printed polymer tooling by incorporating reinforcing fiber to the material. These tools can withstand “challenging materials” to provide plenty of shots for prototype injection molding.
About the author: Ben Arnold is the VP of Business Development at Fortify. Ben has worked in the 3D Printing industry for more than 15 years, in both metals and polymers, and has taken on dozens of injection mold tooling projects with both these technologies. He is leading Fortify’s go-to-market strategy.













Related Content

Hot Show for Cold Jet
Dry ice blasting technology supplier Cold Jet has sold two of its show display machines at NPE2024.
Read More
Design Your Tools for Moldability ... and Maintenance
In the initial design phase, when considering the structure and elements of the tool, are you designing them to be maintenance friendly? Canon Virginia has used this approach and preventive maintenance to make tool replacement a thing of the past. You can, too. Here’s how.
Read More
MPM’s Second Act: Keeping Injection Molding, Moldmaking in the Midwest
Larry Austin’s 35 years at a highly successful injection molding company inform much of what he does and doesn’t want in his second act in plastics owning an injection molding company.
Read More
American Injection Molding Institute Opens Mold Maintenance Classroom
The Beaumont subsidiary has opened the Mold Maintenance Center of Excellence classroom at its Erie, Pennsylvania, headquarters.
Read MoreRead Next

Tooling: Heat-Resistant 3D Printing Material Suited to Plastic Tooling
A tough, heat-resistant resin for 3D printing was introduced last November by 3D Systems.
Read More
Printing Platform Allows Introduction, Orientation of Functional Fillers
A 3D printing startup technology’s ability to evenly disperse functional additives to photopolymers and align reinforcing fibers within the resin during cure is drawing moldmaking interest.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More