
Recycled Resin Gains Molder a Green Niche
Injection molder AGS Technology uses compounding know-how to turn old scrap into new auto parts that satisfy performance and sustainability goals.



George Staniulis often encounters a certain skepticism about his company’s business model. He is vice president of custom injection molder AGS Technology Inc. in Batavia, Ill., which specializes in turning plastic waste into automotive components. Many aspects of the recycling industry have changed over the 25 years that AGS has been in business, but one particular concern from customers has not. “The question always comes up: ‘What happens if you can’t get the recycled material,’” Staniulis says. “So we say that, ‘If we can’t supply recycled, we’ll use virgin and there’ll be no cost penalty to you.’ And that—knock on Formica—hasn’t happened.”
Staniulis and AGS co-founder Christopher Racelis have more than 70 years of combined experience in plastics recycling. Today, Staniulis and Racelis are injection molders, but they began life in the plastics industry as compounders. In fact, it was experience in compounding with recycled resin as a feedstock that pushed them to start AGS and deflect the “finger pointing” that often accompanied the use of recycled resin, particularly when it went awry.



“Just shoot-and-ship for custom molders who are using virgin is not good business because the margins are too thin without some type of niche. So our niche is recycled material.”
“You’d hear, ‘Well, it’s the material—no it’s not the material, it’s the tooling—you forgot to dry the material,’ etc., so it was this vicious circle,” Racelis says. “If you were responsible from the raw-material side to the fabrication side to the molding side, all the way through to the end, there was no one to look at except ourselves.”
Plastics Technology Executive Editor Matt Naitove visited with AGS back in 2013, and in the intervening years a great deal has changed at the company and in the broader market. At that time, the company operated from three different facilities, each covering around 20,000 ft2. In 2015, the company moved into an 80,000-ft2 space formerly occupied by an injection molder. After initially wondering how it would ever fill the building, Staniulis said that within a year and a half, AGS was once again out of room and it added an additional 20,000-ft2 facility a half mile from its main site.
At the larger site, the company has room for up to 30 injection molding machines, and it currently has 19 ranging in clamp force from 80 to 720 tons. The machines are serviced with water, air and material from an underground tunnel, and the building has seven silos for bulk material storage. The second 20,000-ft2 site provides warehouse storage and assembly space.

George Staniulis (left) and Christopher Racelis of AGS Technology applied their knowledge of compounding to injection molding of recycled plastics.
In the last five years, AGS has installed seven new all-electric JSW injection machines and a centralized Conair drying system. The JSWs are joined by machines from Boy, Mitsubishi, and Toshiba, with all the machines using proprietary mixing screws. More recently, the company has also worked with iMFLUX, applying its low-constant-pressure injection technology to deal with the rheological variations that can occur in recycled plastics. Staniulis notes that molding 100% regrind is a tough go and that “iMFLUX technology has significantly reduced our molding rejects and improved part quality.”
Tried and Tested
“AGS does not differentiate between post-industrial, pre-consumer, post-consumer, etc.,” Staniulis notes. “We purchase scrap primarily from recyclers, and in many cases we do not know their sources.”
AGS markets its material as “Injectoblend” recycled plastics and estimates that it has recovered more than 36 million lb of scrap over the years. The company buys regrind—primarily engineering resins like nylon, ABS and PC/ABS—on the open market, then undertakes an eight-step process to turn old scrap into new parts. The steps go from sourcing and evaluating raw materials to processing and characterizing regrind. Next is formulating materials, including the addition of some additives to boost properties and performance. Finally, there is molding and inspecting parts before packaging and shipping. Certified to IATF 16949:2016 for the manufacture of injection molded parts from recycled and virgin plastics, AGS also has a fully equipped lab that can test impact, tensile, flexural and heat-deflection properties, as well as viscosity, specific gravity and filler content. The company has received automotive approvals for Injectoblend, and is in the midst of securing UL flammability yellow cards on several customized compounds to penetrate new high-value markets.
With lower-cost raw material, “You have what my old business instructor in college used to call a ‘sustainable competitive advantage.’”
Although an attractive price point often creates initial interest, performance in use of the recycled material is critical to ongoing business. In its early days, Staniulis says AGS found a niche in shoot-and-ship parts. “For those, 60% to 70% of the cost of manufacturing is the raw material, so if you can take out 30% to 40% of that cost,” Staniulis says, “you have what my old business instructor in college used to call a ‘sustainable competitive advantage.’”
Noting that injection molding has become a mature industry, Staniulis says successful shops find ways to differentiate themselves, particularly with value-added offerings. “Just shoot-and-ship for custom molders who are using virgin,” Staniulis says, “is not good business because the margins are too thin without some type of niche. So our niche is recycled material.”
Show and Prove
Lingering questions about the performance of recycled plastics mean AGS often has to take extra steps to convince customers to make the switch from virgin. Targeting an oil-filter component for a heavy-equipment OEM, Staniulis told the customer AGS could use recycled glass-filled nylon 66, and cut material costs by 30%. “I said, ‘Our properties are just a tad below what the virgin resins are, but we can hit them all the time,’” Staniulis explains. Tooling was cut and AGS molded production parts from virgin but it also ran parts in recycled, which were tested by the OEM. After exhaustive testing that lasted months, the OEM “stuck its toe in the water,” Staniulis says, giving AGS a partial application to run in recycled material.
“We must have run those parts out of our material for three or four years without a hiccup before they said, ‘O.K., let’s give them another part,’” Racelis says. Today AGS has the lion’s share of the business and is molding millions of parts for the OEM.
Proudly Using Recycled Plastics
Given today’s sustainability push, which Staniulis says has had a beneficial impact on AGS, the conversion to recycled plastic might happen sooner and with more fanfare. “Our customers are actually seeing in the marketplace that green initiatives are desired by many of their customers,” Staniulis says. “Before now, there was apprehension because recycled plastic was thought of as something inferior, not quite as good as virgin. They liked the cost savings but really didn’t publicize it as much because of this connotation that they’re making product out of inferior materials. But now they’re actually promoting it.”
So, the “what if?” question today is, “What if you could run some of your parts in recycled resin?”
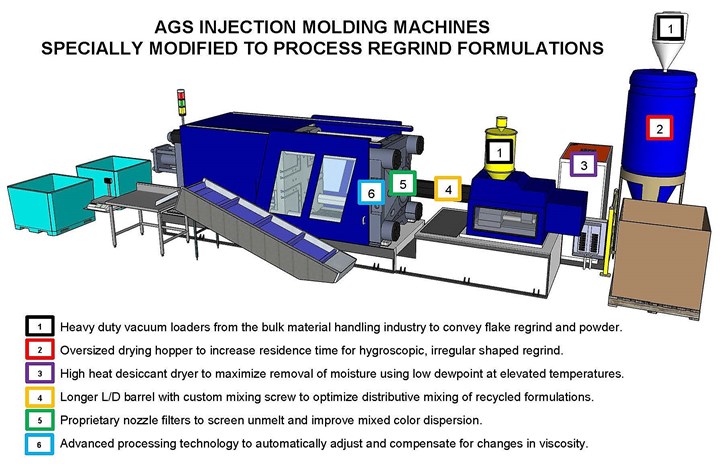
AGS Technology has made a number of modifications to the standard injection molding cell to equip it to properly run recycled material.
















Related Content

How To Design Three-Plate Molds – Part 4
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs — and keep the customer happy.
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read More
Moving Beyond the Relative Viscosity Curve — Determining Optimum Plastic Flow Rates: Part 1
Should injection molders consider using a range of plastic flow rates, versus the selection of one plastic flow rate from the relative viscosity curve?
Read More
PHA Compound Molded into “World’s First” Biodegradable Bottle Closures
Beyond Plastic and partners have created a certified biodegradable PHA compound that can be injection molded into 38-mm closures in a sub 6-second cycle from a multicavity hot runner tool.
Read MoreRead Next

Pilot Program Aims to Start Automotive PP, TPO Recycling
The goal of the ELV Recycling Demonstration Project is to develop collection and recovery methods for PP and TPO that are technically and economically feasible.
Read More
Recycling of Plastic Auto Parts Gains Attention in Early Stages
SPI launches automotive recycling report; separation process key to German start-up’s patented recycling technology.
Read More