
The 3-to-7-Minute Color Change—Step 3: Color Planning
It is important to understand what to expect when changing from one color to another; here’s a method to analyze what steps must be taken from a cleaning standpoint.




It is important to understand what to expect when changing from one color to another; here’s a method to analyze what steps must be taken from a cleaning standpoint.
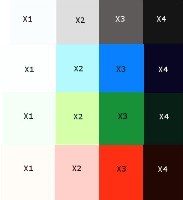
Think of colors in terms of shades. This section will use 4 degrees of color shades going from light to dark. The color examples used below are white to black, white to dark blue, white to dark green and white to dark red. The labels assigned to each shade level are X1, X2, X3, X4. See the chart below for examples of these labels in use:


X1 to X2, X2 to X3, X3 to X4: These light-to-dark variations are simple color changes. Material conveying and storage equipment can be quickly cleaned. The new material can be used to purge to the proper color and shade. Purging compound in most cases will not be necessary.
X1 to X3, X1 to X4: These are simple and quick changeovers. The instructions outlined above apply to this level of color change as well.
X4 to X3: The rules above generally apply here as well, but there is the potential that the barrel might need to be purged with a purge compound if scrap occurs in the form of color swirls.
X3 to X2: In some cases, cleaning the storage and conveying equipment more thoroughly may be required. Purge compound might also need to be used.
X2 to X1: Going to white from even the lightest color can be tricky. Testing is the best way to determine what the results will be. If going from the lighter shade can be completed using no purge compound, this can optimize change over time. Thorough cleaning will be important to prevent contamination. Be sure to wipe off the nozzle tip to prevent spec contamination.
X3 to X1, X4 to X1: Purging the screw and barrel will be necessary to assure that screw buildup has been removed. Thorough cleaning of the material storage and conveying equipment will be necessary to prevent scrap resulting from cross contamination.
Similar to NASCAR, this type of lean manufacturing change over requires planning, preparation and efficiency. Here are the steps for performing an example changeover.
Material throughput (Shot Size): 50 lb/hr
Material type: Nylon
Shot Throughput: Screw runs dry in 8 cycles
Parts per hour: 60
Hopper size: 300 lb
Beginning of 1st shift (6AM): 320 parts to finish order before change over
Changeover type: X1 to X3
Planning: Planning is the first stage of fast changeover, and the data above are used to develop the plan. Here are the data points to analyze and how they relate to plan development:
At the beginning of the shift, 320 more parts are needed to finish the order. The press is running 60 parts per hour. Based on these variables, the press will be ready to change in 5.33 hours, or around 11:20 AM respectively. It is important to remember that if the press is running scrap, that will need to be calculated into the run time. For instance, a press running 3% scrap must be calculated at 1.03:
Parts needed/parts per hour X (1 + scrap percentage)
The material running is nylon, which of course requires drying. The hopper being used is a 300 lb hopper with a 50 lb/hr throughput. Based on this information, the hopper would run out of material in 5-6 hours. This means material should stop being loaded in 4 hours, which will leave the hopper nearly empty at the time of the change. It is important to note that scrap rate adds to run time. Consider this as you prep. Use the formula above to calculate additional time.
Nylon continuously draws moisture, but it can be used for up to an hour outside the dryer. Based on this, drain the hopper into a container 45 minutes prior to the time of changeover. The material throughput for part size has been calculated at a usage rate of 50 lb/hr. Therefore the container you are using must hold at least 50 lb, and it is highly recommended that it have a lid designed to accept a material wand to prevent moisture from accessing the container. Modify the feed throat loader hose for wand use. Load the material in the container next to the press to keep the press running as the hopper is cleaned. Changing over the loading system should be performed without shutting down the press.
Pull the grinder from the press 30 minutes prior to the changeover time to be cleaned. Runners can be dropped into a catch container while finishing the run. The runners are either disposed of or saved in a container to be ground at a later time.
According to the data above, the barrel runs dry 8 shots after the loader is turned off. A container with dry material is placed press side just before it is time for the change. When the order has 6 parts to go, turn off the loader and prep to clean the wand after one shot. This occurs as soon as the material is out of the one shot and positioned at the top of the feed throat. Once cleaned, put the loading equipment back into ready positions.
When the machine is molding the last shot, put the press in semi automatic mode and place the wand in either purge compound or the new material based on the chart above. Turn on the loader and start loading for the changeover.
When the press stops, quickly pull the carriage back just enough to give you access to the purge droppings. Moving the carriage too far back adds time to the changeover.
Changeover with purge compound: Run the screw, watching the melt flow from the tip until the material exiting is nearly the same color as the purge compound in natural form. Quickly transition the wand into the container of new material. Purge the new color through until the melt exiting the tip is the right color with no signs of swirl or specs. Make a habit of using a rag to wipe the nozzle tip. This will help to prevent specs and swirling on restart.
Remember, the procedures outlined in this article are merely starting points for your facility. You may need to make adjustments to these procedures based on the materials you use and material characteristics and requirements. Continuous improvement is a primary goal in the science of lean manufacturing. Design your approach using the experience of your team, and provide them with all the tools and knowledge required. Optimum performance is best achieved through proper planning, analysis and preparation.
Part II: Preparation & Equipment
ABOUT THE AUTHOR: Garrett MacKenzie is the owner and editor of www.plastic411.com. MacKenzie has held engineering/management positions for 16 years, and his plastics career spans more than three decades. He currently provides training in plastics injection molding. His next training event is a Scientific Molding Work Shop, to be held in Dalton, GA from March 24-25, 2018. For more information about the event, visit the plastic411.com website. He can also be reached at: training@plastic411.com.
















Related Content

Sorting Mixed Plastics by Color and Type
Steinert will demonstrate plastic sorting technology at K 2022.
Read More
DSM Launches an AI Powered Color & Mechanical Properties Prediction Tool
Called Lucidiris, this prediction tool can reduce time to market when developing colors of high-performance materials for a variety of applications.
Read More
Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Specialty Purging Compounds Optimize Color and Material Changeovers
Selecting of the correct purging compound can speed up material and color changeover time and reduce scrap. You’ll even save on material.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More