
Injection Molding Keeps Golf Greens Pristine
Tabletop low-pressure machine molds large, difficult mats to defend against divots.



This challenging LDPE part measures 14 × 16 × 0.175 in. thick and weighs around 0.65 lb. You might call it a Duffer’s Delight: It’s a mat designed to protect golf greens and other grass surfaces from damaging “divots.” Just hitting the market last month, it’s called “Terfy” and comes from inventor Philip Vala and his firm, Innovation Equity Group Ltd. in Oakville, Ont. (terfy.com). It was custom molded by Omachron Technologies in Pontypool, Ont. (omachrontechnologies.com). Omachron developed a tabletop injection machine that uses intrusion molding to mold parts weighing up to 140 lb with a screw no larger than 1.25 in., as well as low-cost aluminum molds (see March ’19 Close-Up). This system can mold large parts—comparable to the capabilities of a 500-ton injection press at low pressures (up to 900 psi) and low temperatures, with resulting low internal stresses, according to the company. The Terfy part was molded in 20 min for development purposes, but Omachron is confident that it can be done in 6 min for commercial production.
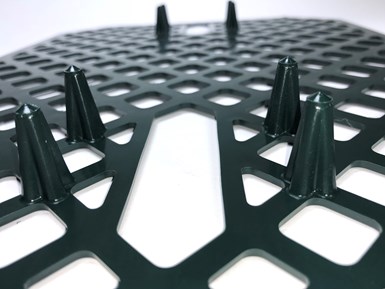
This challenging part was molded under low pressure using intrusion molding.
The inventor first tried producing the product from HDPE sheet via water-jet or die cutting, neither of which proved cost-effective. Injection molding was the only way to go, but found it lacking in “design flexibility for an early-stage product where design could still undergo changes,” Vala says. “Upfront mold costs were extremely high and the moldmaking process was slow, so small production runs were prohibitively expensive.” Then the inventor came across Omachron. During an initial phone call, “We covered a wide range of manufacturing processes and possible alternative materials. We discussed design, shipping and packaging considerations and possible go-to-market strategies. Six weeks after the first call, and at a fraction of the previous price, we had a finished prototype to show to prospective clients and a viable, flexible manufacturing process than can scale with expected demand.” Omachron says this and many other parts can be molded on its machine from 100% post-consumer recycle, which will be the next major thrust in marketing its machines and custom-molding services.
Related Content
-
Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
-
Know Your Options in Injection Machine Nozzles
Improvements in nozzle design in recent years overcome some of the limitations of previous filter, mixing, and shut-off nozzles.
-
Improve The Cooling Performance Of Your Molds
Need to figure out your mold-cooling energy requirements for the various polymers you run? What about sizing cooling circuits so they provide adequate cooling capacity? Learn the tricks of the trade here.








