
Valve Gate Hot Runner Integrates New Servo Motor
The compact direct-drive servo motor design minimizes stack height and simplifies mold design.


Mold-Masters says its second generation SeVG+ servo motor features a compact direct-drive design that reduces the stack height by 48% with a overall footprint that is interchangeable with its hydraulic actuator for added flexibility and retrofitting. The new SeVG+ servo motor has an installed height of 114 mm and an overall footprint of 108 by 108 mm. Mold-Masters says it is interchangeable with its hydraulic actuators and compatible with its full range of valve-pin diameters from 2 to 9.5 mm. It also incorporates integrated water-cooling channels for high-temperature applications and can function with molds using magnetic clamps.
The motor’s direct drive eliminates any levers, gear boxes or other components to actuate the valve pin. In addition to obviating maintenance for such components, the direct-drive design results in faster response rates and more precise movements.
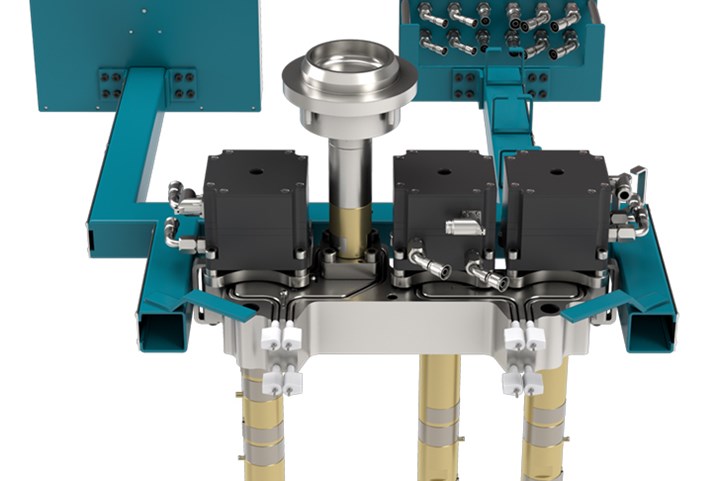
Mold-Masters SeVG+ features a new low-profile direct-drive servo motor.
Unlike standard servo motors that have power and encoder cables, the new SeVG+ servo motor has only a single cable connection that can swivel 180 degrees. That single cable minimizes cut-out requirements in the mold while simplifying assembly. Mold-Masters notes that the valve pin can be quickly and easily installed, or removed, without dismantling the motor from the hot runner system.
With the SeVG+ system, each valve pin is individually controlled by its own dedicated servo motor enabling on-the-fly adjustments in 0.01-mm steps. In the filling process, users can program up to 10 multi-step motion profiles—five opening/five closing—where each step can have individual set-ups. Mold-Masters says the SeVG+ system is compatible with all of its hot runners, including the Fusion-Series G2, Dura+, Master-Series and Summit-Series.
Related Content
-
How to Design Three-Plate Molds – Part 3
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs — and keep the customer happy.
-
How to Design Three-Plate Molds: Part 5
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs. In this installment, the focus is on design and placement of sucker/puller pins.
-
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.








