
TOOLING: Flash-Free Molding: Part Two
Parting-line maintenance, mold spotting, and machine conditions can all contribute to flash.
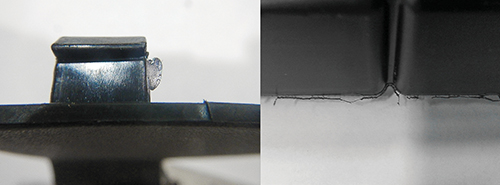
An example of typical flash (left) and “feather flash” (right) The latter is easier to diagnose the root cause, which is the mold blowing open from insufficient clamp pressure.
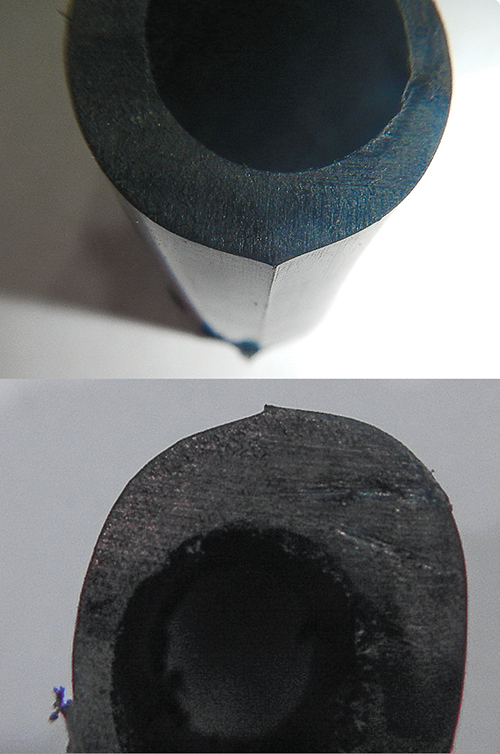
Two defects frequently misdiagnosed as flash are a rolled parting-line edge (top), which can result from benching/polishing, and the effect of mismatched parting lines (bottom).



Last month, in Part 1 of this series (see Editors' Picks top right), I said flash is avoidable if three conditions are met, no matter what process or material is being used:
• Clamp pressure must exceed
cavity pressure.
• The tool must be robust enough to prevent deflection both in-line with clamp force and perpendicular to clamp force.
• All shutoffs or parting lines must be “true net,” meaning they are tight with no gaps, damage, or anything holding the mold open.
Featured Content

Part 1 dealt with the first two conditions. In this article, we will get into issues of tool design concerning shut-offs and parting-line maintenance, and also where the machine itself can contribute to flash.
First, I would like to briefly go over how to define flash. Flash can be misdiagnosed at times, such as in the case of mismatched parting lines or rolled parting-line edges. True flash can be seen or felt from both sides, while the result of parting-line mismatch will only be seen or felt from one side. Rolled parting-line edges, typically a result of benching/polishing the cavities, can at times be diagnosed as flash and can also be felt from both directions. In a future column, I will get into the repair side to address these issues.
But mismatched and rolled parting lines are not issues that fall under the “three rules of flash” because they are not true flash. So-called “feather flash” is another form of flash but is typically easy to diagnose. Feather flash is little strings of plastic along the edge of a part on the main parting line. The root cause of this is lack of clamp force and the clamp blowing open under injection pressure, allowing the plastic to flow between the shut-offs, causing the little strings of plastic.
On the tooling side, I have seen many times where shut-off draft angles contribute to flash. Typically it is from wear, with the shut-off angle being too close to vertical. It is best to keep your shut-off angles at 5° or greater, but sometimes the part design does not allow this.
If this is the case, parting-line locks or lock angles become a necessity. The leader pins and bushing cannot be relied on to protect the shut-offs. I personally am a fan of zero-draft side locks. In any case, the draft angle of the lock angle or parting-line lock needs to be less than the draft of the shut-off to be able to protect it from wear. Tapered parting-line locks are great for controlling mismatch situations but do not protect shut-offs with draft angles less than the taper.
It is also critical, especially on large tools, that the water temperatures are the same on both the cavity and core to protect the shut-offs. Thermal expansion from running the two halves at different temperatures can contribute to wearing out the shut-offs and causing flash. I know there are many times where water temperatures are used on one half to address part-quality issues or sticking issues, but I want to point out the disadvantage in that worn shut-offs can become an issue.
I also want to bring up how improperly spotting the tool during the build process can contribute to wear issues, causing flash. I’ve been hands-on in molding for 26 years, and in dealing with tooling maintenance for the past 12+ years, and I have found this to be an issue at times. Every tool maker has its own interpretation of how to spot a tool. If the shut-offs are spotted where they are hitting too hard on low-draft shut-off angles, you are at high risk for wear or galling. Even on the repair side, when spotting after a weld, the weld should not hit harder than the existing parting lines.
Another area that can contribute to flash is inadequate parting-line maintenance. The parting lines should be kept clean and free from buildup and debris. Flaking from subgates, cashew gates, runner systems, and ejector pins can cause parting-line damage and contribute to flash. Any issues with flaking should be addressed and eliminated. This is a subject I will address in a future article, along with why flash at runner boss pins can be acceptable.
The machine can also contribute to flash issues. If the platens are not clamping up parallel to each other, you will have uneven clamp force transmitted to the mold. To diagnose this condition, the mold could be rotated 180° to see if the flash changes position. If platen parallelism is a concern, the tiebars should be checked with a strain gauge to verify they have equal strain. The machine should also be checked for leveling during this procedure.
The size of the mold relative to the platen surface area can also contribute to flash. Running an undersized mold in a press can cause platen distortion, leading to uneven clamp force on the mold. Note that flash from this cause will typically show up near the center of the mold, where the platen distortion is at the maximum.
A similar issue is with any tool that has an offset sprue or hot runner and is mounted off-center on the platen. The flash in this case will typically be in the area farthest from the center of the platen. A solution to both of these issues is to add support with stand-off rails on the mold that equal its stack height. Or, extend the clamp plates out and add support pillars outside of the mold.
At times the machine may not achieve the desired clamp force. If there is a hydraulic leak, a press may not reach full clamp force, or after reaching the desired clamp force the leakage causes the force to bleed down. Also verify that the machine doesn’t have a setting that allows the clamp pressure to drop early in the cycle. Machines can also decompress the clamp at the end of pack/hold to allow for quicker clamp opening. Some controllers allow you to let the clamp pressure drop earlier in the cycle even prior to peak cavity pressure.
Dial indicators and other devices can be used to help diagnose whether the clamp is blowing open. If you are detecting clamp movement, this will help focus troubleshooting on the machine rather than blaming the mold.
The ideal situation is to have uniform clamp force over the entire surface of the mold to overcome the cavity pressure developed during processing, as well as having a tool that is robust enough to prevent deflection and is designed to reduce wear.








Related Content

What You Need to Know About Leader Pins and Bushings
There’s a lot more to these humble but essential mold components than you might suspect. Following the author’s tips could save much time, money and frustration.
Read More
How to Design Three-Plate Molds – Part 3
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs — and keep the customer happy.
Read More
How to Start a Hot-Runner Mold That Has No Tip Insulators
Here's a method to assist with efficient dark-to-light color changes on hot-runner systems that are hot-tipped.
Read More
Best Practices for Engraving Cores and Cavities
Consider depth, font style, artwork size, polarity and location when engraving.
Read MoreRead Next

TOOLING: Flash-Free Molding: Part 1
A robust process window relies a lot on tooling. So it stands to reason that making a tool change to address issues provides a more robust solution
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More