
Follow These Tips to Clean Your Blown Film System
Proper purging procedures can avoid the need to shut down the line for cleaning. Here's one expert's advice.
Dow has a Hosokawa Alpine American seven-layer blown film line at the Pack Studios facility in Freeport, Tex. While primarily used for customer trials, the line has also helped Dow fine-tune its purging methods.
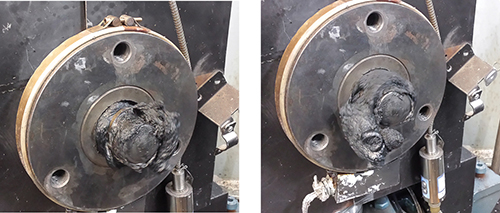
In this method, PVC is used to remove polyethylene from the extruder and makes it easier to remove and clean the screw and extruder barrel

Purging extruders before screw removal is essential. Once the temperature on the extruder reaches a 300 F setpoint, flexible PVC can be added to help remove the polyethylene from the screw and barrel.

One of the biggest challenges for extrusion operators is cleaning and maintaining an extruder. Extrusion systems can have areas with little or no polymer flow in which material can degrade and cause gels. Often machine operators choose to shut down the system and clean the extruder screw and die. However, there are preventative steps that may allow operators to clean the system and remove the contaminants without the downtime associated with disassembly of the extruder and die.
Cleaning an extrusion system is accomplished by flushing the system with clean resin or a purge material until the system is no longer contaminated. The purge time could be as short as a couple of volumetric exchanges or as long as several hours. Factors determining purge time include extruder screw/barrel wear, die design, the presence of flow inhibitors in the system (e.g., static mixers), and the type of contaminant.


Prior to beginning the process, it is imperative to understand a purge resin’s function. Purge resins are used when there is some form of contaminant in the extrusion system. The contaminant could be in the form of gels, a resin from a previous formulation, fiber contaminants, or additives such as talc, calcium carbonate, or a pigment masterbatch.
Purge resins can remove contaminants through mechanical means or through the use of chemical agents—those that use both are purge additives. While purge additives are a quick and easy answer to a dirty extrusion system, they are not without problems of their own. Some purge compounds have low melt strength and are difficult to use in blown film systems and others produce high levels of smoke at high temperatures, which may be an issue with cast film or extrusion coating operations. A purge additive is another component that must, at some point, be removed before production can resume. Let’s take a look at some of the different methods.
‘DISCO PURGE’ METHOD
The first and easiest method of extrusion cleaning is “disco purging.” This is done by ramping the extruder speed (rpm) up and down at a relatively high interval using the normal production material formulation. The following steps should be implemented:
• Increase the rpm of the extruder(s) until reaching the operational pressure limit.
• Reduce the rpm of the extruder(s) to about half of the normal operation setpoint.
• Raise the rpm up to the operational pressure limit then lower the rpm to about half of the normal operation setpoint.
Continue for several cycles before returning to normal operation.
This procedure varies the velocity profile within the extruder and minimizes the potential for stagnant zones, which can help to dislodge stuck material and is useful when transitioning materials that have different viscosities. The disco purge method is accomplished purely through mechanical means and any additives can be removed during the purge time to help reduce costs. Since no new resins are added to the system, the disco purge can be the quickest way to clean the system and return to prime production.
Should disco purging with normal production formulations not achieve a clean system, the next step is to take the largest component from the formulation and replace it with a resin that has a higher viscosity. For example, if the formulation includes a 1-MI 0.920-density polyethylene resin as its major component an option would be to purge using a polyethylene resin with 0.85 MI, 0.917 density. It is recommended to stay within the same resin family, if possible, to help avoid contamination issues.
If a formulation is mostly LDPE, choosing a lower-MI LDPE is effective. Lowering the MI will help purge the system due to higher melt strength and could help force material from extruder walls or die surfaces without adding chemical agents. As mentioned previously, disco purging helps here as well, but operators must pay close attention to the peak pressures as the rpm is raised to help avoid blowing rupture discs or damaging equipment.
If these two methods do not achieve the goal, the next step is to add a purge additive to the extruder. The following are common additives, listed in the order of recommendation based on the ability to remove the additive from the system once it is cleaned, in order to prevent cross-contamination.
POLYMER PROCESS AIDS
Polymer process aids (PPA) have an affinity for metal surfaces. Once the system is coated, the PPA will help prevent material from sticking within the system. Adding PPA to an extrusion system will force “stuck” material off the wall and into the melt stream. PPA added to the matrix forms a sacrificial coating. To remove this coating, halt the addition of PPA and introduce a non PPA-containing resin.
Here are recommended procedures for use of a PPA:
• Add 800 to 1000 ppm of PPA to a 1-MI or fractional-MI LLDPE in a salt-and-pepper blend.
• Purge system for 1 hr at a standard operating rate.
• Disco purge the system once the PPA is added.
• Check for cleanliness and repeat if necessary.
While Dow has achieved success with these methods, you still may need to disassemble your extrusion system if the desired results are not achieved. Also be aware that adding large amounts of PPA to any extrusion system will greatly reduce the absolute rate (rate/rpm) and is not recommended due to difficulty in pumping the material. Additionally, though PPA is a sacrificial coating, it takes some time to clean from the flow surfaces. To prevent contamination, ensure the system is purged adequately after using PPA.
PRE-FORMULATED PURGE COMPOUNDS
We have had success with commercial purging compounds that contain both chemical and mechanical agents. We have found they can be used in blown film operations at certain concentrations and still maintain a bubble. We recommend a pelletized PE-based purge compound with excellent scrubbing characteristics and low odor. The purge compound should provide a practical method of rapidly and economically cleaning processing equipment, and when used on a regular basis it can minimize downtime for cleanups and facilitate transitions from one resin to another.
Recommendations for using commercial purge compounds are:
• Blend the purge compound with a 1-MI or fractional-MI LLDPE in a 75% LLDPE/25% resin salt-and-pepper blend.
• Disco purge system for 30 min at a standard operating rate.
• Check the system for cleanliness and repeat if necessary.
This is a very simple but effective method for purging that is easy to clean out of even the most difficult systems. However, caution should always be exercised when disco purging with fractional-MI resins.
We have also had great progress with pre-formulated purge compounds that contain several different components to increase efficacy. Both chemical and mechanical agents, as well as stabilizers, will scrub the system effectively and help minimize oxidization.
These are our recommendations for use of pre-formulated, multi-component purge compounds:
• Use them at 100% for greatest effectiveness. They can be blended but their effectiveness will be reduced.
• Purge the system for 30 min to 1 hr at a standard operating rate.
• Check the system for cleanliness and repeat if necessary.
CHALLENGING POLYMERS: SPECIAL TREATMENTS
Let’s take a look at some materials that may require additional actions to purge:
1. Acid Copolymers and Ionomers: These resins are a significant challenge to purge due to their affinity for metals. Acid copolymers are designed for lasting adhesion to aluminum foil and other polar substrates and are used in extrusion coating to produce drink cartons, toothpaste tubes, and wire and cable shielding. Ionomers are well suited for use as sealants and tie layers in packaging applications and for tough, mar-resistant coatings in food and medical packaging and sporting goods, as well as for impact modification of nylon. One method of purging ionomer and acid polymers is to use water:
• Add approximately 2 in. of water to a 1-quart zip-top bag.
• Close the bag and roll it into a long narrow roll.
• Add the bag to the feed throat of the extruder and follow it with a material suitable for purging.
• The water will flash to steam and steam-clean the system.
• Continue running until the foam-like appearance stops and evaluate the web.
• Repeat as needed.
Be aware that adding water to a running film line will cause a “lace curtain” that could result in loss of the line. Adding too much water could cause jets of steam and hot polymer to spray from the die exit. The amount of water should be limited to about 2 in. (2-4 oz) at a time.
Proper personal protective equipment should be used at all times.
2. Nylon: Purging nylon from an extruder can be very challenging. One effective method is to use a maleic anhydride (MAH) grafted material. MAH has a high affinity for nylon, thus, grafted materials are often used as a tie layer between nylon and other polymers.
Recommendations:
• Use a grafted material that has a high percentage of MAH.
• Purge with a PE resin first, and use the tie-layer blend to purge the nylon extruder.
• The MAH material will bond with the nylon in your extrusion system and remove it from the walls and flow surfaces.
• After purging with MAH for 1 hr, purge with a PE material for another hour to help ensure that the system is clean.
• Change the screen pack to ensure all of the nylon is removed.
Failure to sufficiently remove all of the nylon from the extrusion system will cause contamination of other formulations and could cause high pressures if the temperature of the extruder is lowered beneath the melting point of nylon.
3. Shutdown resins: Once the extrusion system is clean, it must be maintained properly. A significant challenge for lab equipment is that it‘s shut down and restarted every day. During the cool-down and heat-up periods the material in the extruder is subjected to long periods of high temperature and can begin to degrade. To combat this, use an antioxidant (AO) masterbatch.
This masterbatch, which contains primary and secondary antioxidants, is blended at 25% with a 2-MI LDPE. LDPEs are preferred due to their lower melting temperatures, which shorten heat-up and startup times when the line is ready to begin service. This shutdown blend is added to the extrusion system during the cool-down period. The extrusion system should be cooled down as per standard operating procedures.
Once the system has cooled to a temperature that allows the flow of resin to cease, the extruder should be shut off and left full of the shutdown blend while it finishes cooling down. The elevated amount of AO in this blend is added to stabilize the material as the extruder system continues to cool throughout the evening, and to provide enough stabilizers needed during the heat-up period when the line is placed back in service.
Some use polypropylene as a shutdown resin due to the fact that PP does not crosslink and form gels. PP will experience chain scission with temperature and time, meaning that its viscosity drops very quickly. If PP is left hot for too long, the material can reach a very low viscosity and spray from the die exit, causing a very serious safety concern.
In addition, you can run an extruder “dry” when shutting down after some amount of cool-down time. This is done by stopping the resin feed at the hopper and running the extruder until the head pressure drops to zero. Conventional thinking is that if there is nothing in the extruder, then there is nothing to degrade. This is actually problematic for several reasons.
First, it is virtually impossible to empty an extruder this way. When the head pressure reaches zero, this is an indication that there is not enough material in the extruder for forwarding the material, not that the extruder is empty. There will be some amount of material left on the screw flights and on the barrel wall. This material could quickly degrade in the extruder as the equipment continues the cooling process. When the equipment is started up again, it has to go through a heat-up period in which the material in the extruder is subjected to high heat over a long period of time, causing continued degradation.
Second, when the pressure reaches zero and the extruder is empty, the downstream equipment (adapter pipe, screen pack, die, etc.) is still full of polymer. This material could also degrade with time and temperature. Additionally, running the extruder dry introduces oxygen to the system. Oxygen is needed in the creation of gels or oxidation. We do not recommend running extruders dry unless the material running is not sensitive to gels (e.g. pipe or thick sheet production).
Proper procedures, additives, and operating discipline are key to keeping an extrusion system clean so there is no need for purging. The purging process necessitates downtime in the system and requires resources, so maintenance is essential to keeping a system in top shape. These methods can help extend the lifetime of extrusion systems, but refer to equipment manuals before implementing any purge. Also, always take proper safety precautions when conducting a purge procedure.








Related Content

NPE2024 Wrap-Up: Sustainability Dominates Show Floor News
Across all process types, sustainability was a big theme at NPE2024. But there was plenty to see in automation and artificial intelligence as well.
Read More
How Compression Ratio Impacts Extruder Performance
Let’s investigate how compression ratio affects performance of an extruder processing LLDPE.
Read More
Use Interactive Production Scheduling to Improve Your Plant's Efficiencies
When evaluating ERP solutions, consider the power of interactive production scheduling to effectively plan and allocate primary and secondary equipment, materials and resources on the overall production capacity of the business and conclude that this is a key area that cannot be overlooked.
Read More
Understanding the Incumbent Resin Effect
When you are looking to replace an existing resin with a new one, in trials sometimes the “incumbent” resin will cause gels and other defects. Here’s what to look for.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
