
Improve Production Rates Via Screw Design — Barrier vs. General Purpose vs. Melt Uniformity
I’m looking for a few good molders to help trial a new screw design, and share data and results for a future article to prove the benefits of a melt uniformity screw.
.jpg;width=70;height=70;mode=crop;format=webp)



Editor’s Note: This article updates a column originally published in the January 2021 issue. At that time, the author was struggling to find a manufacturing partner for the new screw design. He has since found a manufacturer for the screw and, with a year of testing data in hand, he’s ready to issue a challenge to our molding readers.
What is required for an injection molding company to make plastic parts profitably with a sustainable future internationally? The number of variables involved is staggering. So where do you start? There are five key components of making acceptable parts profitably … long term:



- Piece part design
- Resin selection and handling
- Mold/Tool design and construction
- Processing/Molding
- Testing
Like pieces in a puzzle, these components interact with each other. Each has a staggering number of details that interrelate. So where to begin? First is to build a team — not one or two people — that encompasses these five components. It would be nice if the team members were all within your company, but that is not what I suggest. Build your team, but realize the best of us make mistakes. So double check the first three key components with known experts before the tool is built. Yes — the time and expense are worth it.
To prove out this new design, I am seeking four or five shops to trial this screw.
This article focuses on only one aspect: No. 4: Processing/Molding. Specifically, we’ll look at obtaining a uniformly melted shot of plastic to form a functional part. This is critical for the part to perform, yet grossly overlooked by most processors. Typically, most molders use the stock “General Purpose” (GP) screw. See Figure 1.
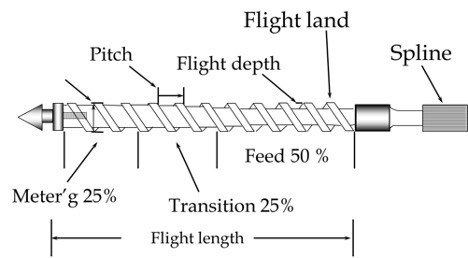
FIG 1 The common elements of the general purpose injection molding screw. Image: J. Bozzelli
This screw dominates the market, yet it is well established that it does not provide melt uniformity. I think it was Bob Dray who labeled these as “No-Purpose” screws. That is, GP screws fall far short in providing melt consistency or uniform temperature. But both are critically important for production.
Why is it so important? You would be hard pressed to name a single, common molding/part problem that melt non-uniformity does not cause or exacerbate. To name a few:
- Weaker weld lines
- Part failures/performance issues
- Warp
- Non-uniform filling
- Marbling (color swirls/blotches)
- Resin degradation, black specks
- Long color changeover times
- Short shots
- Screw cleanings
- Longer cycles
- Extended down time for purging and more
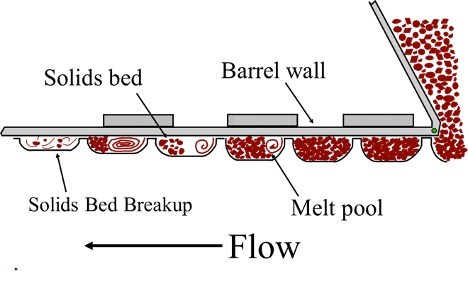
FIG 2 Solids bed formation and breakup in a general-purpose injection molding screw. Image: J. Bozzelli
Big money can be saved and higher production rates can be realized by obtaining melt uniformity. So, what does it take to get that melt uniformity? Let’s start with the melt model of a GP screw shown in Figure 1, which shows a typical design with a 20:1 Length/Diameter (L/D) geometry. Figure 2 attempts to show the non-uniformity of melt developed during typical processing with this design.
Not all the pellets melt, and the resulting solids bed breakup provides for poor melt uniformity, as well as several of the previously listed problems. It is also common for the plastic to stagnate where the flights mate with the root diameter. This stagnation causes discoloring, degradation and solids bed breakup.
Figure 3 presents actual samples showing solids bed breakup and poor melt uniformity. Figure 4 shows the typical degradation of the polymer often seen when a screw is pulled for cleaning or repair. My guess is that roughly 80% of all machines running today exhibit these problems. This is a global problem in the molding industry. How much does this cost you in degraded resin, wasted machine time and color changes? Big bucks!

FIG 3 Cross sections of samples pulled from the transition zone of a screw show non-uniform melting. Photo: J. Bozzelli
There are solutions, but be careful who you talk to. When anyone asks for better melt quality, most machine and screw manufactures provide the knee jerk response: “Try our barrier screw.” I say, do not waste your time! Why not? Figure 5 shows a typical barrier type screw after it was purged. Note the green polymer is still in the barrier flights.

FIG 4 Degraded polymer shown at junction of flight and root diameter of a general purpose screw (dead space). Photo: J. Bozzelli
Also, note it gets darker as you get closer to the screw tip. Because this is after purging, you can understand that this material stays there during production and will degrade over time. You get even more degradation and black specks. So, if a barrier screw is not the answer, what is?

FIG 5 Following a purging, material remains in the barrier screw’s flights, getting darker as it gets closer to the tip. Photo: Joe Cascarano
Back in the early 1990s, I was fortunate enough to have worked on a research program to solve problems of mixing color concentrates into natural resins. After about a year and a half and more than $250,000 spent on several barrier-type screws, we did not have an answer. One screw supplier had a “melt uniformity screw.” This melt uniformity screw passed rigorous requirements for color distribution and uniformity. We trialed it further in seven production machines making complex parts for six months. The results were impressive (see accompanying table).
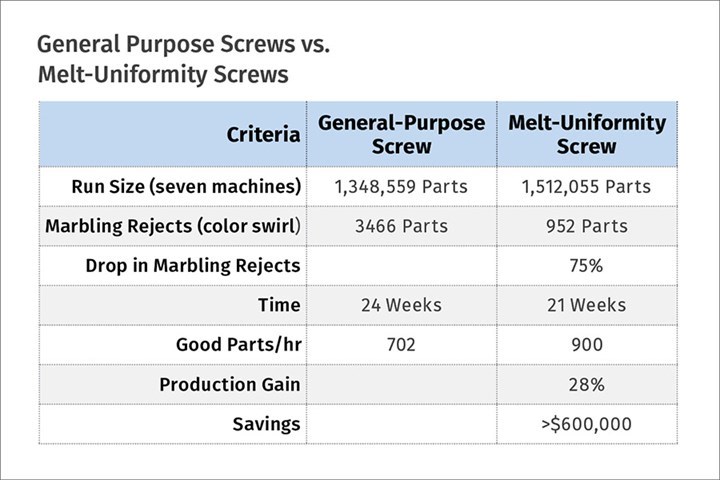
The data speaks for itself. General-purpose screws are costing you money. Melt uniformity screws, not barrier designs, will save time, make your life easier on the shop floor and make you significantly more money with less hassle. Check out what Mike Sepe had to say about his trials with the screw design.
Time passes and with the help of a new screw manufacturer and two years of research/trials, we have an updated version. After a year of testing, it has passed my tests for melt uniformity and provides rapid color/material change, in addition to being easier to clean. Figure 6 provides an example of a resin change in less than eight shots without purging.

FIG 6 Gray to natural color change without purging (top parts) and natural to gray (bottom parts). Photo: J. Bozzelli
To prove out this new design, I am seeking four or five shops to trial this new screw. I am offering to pay $1000 to the screw supplier who developed it toward the purchase of this new screw design, providing the accepting molder agrees to share production data before and after testing the new design (within 6 months of receipt of the screw). The participating molders will also need to agree to use a specific common nozzle tip, costing $20. Plastics Technology and I will then review this data and write a follow-up article showing results. In short, technology changes and there is good chance that new screw technology will make your life easier and save you some money to boot.
About the author: John Bozzelli is the founder of Injection Molding Solutions/Scientific Molding in Midland, Michigan, a provider of training and consulting services to injection molders, including LIMS and other specialties. Contact john@scientificmolding.com.








Related Content

What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Use These 7 Parameters to Unravel the Melt Temperature Mystery
Despite its integral role in a stable process and consistent parts, true melt temperature in injection molding can be an enigma. Learning more about these seven parameters may help you solve the puzzle.
Read More
Revisiting the '5 M's' of Molding
All injection molding ultimately comes down to the “Man, Mold, Machine, Material and Method.” But those key aspects can be viewed differently if you’re auditing mold changes before startup or troubleshooting changes for an already validated process.
Read More
AI-Driven Capabilities Advance Efficiency and Quality in Your Molding Environment
New for many molders, AI isn’t as complicated to learn as some may think.
Read MoreRead Next

Working with Color Concentrates
Industry needs more development of enhanced-mixing screws.
Read More
Optimize Feeding to Get More Money in Twin-Screw Compounding
Follow these practical examples to improve the feeding efficiency and productivity of your process.
Read More
Rethinking the Injection Screw: Is It a Trend?
Renowned screw designer Robert F. Dray wrote to me recently, lamenting that injection molding screw design has not received the kind of attention that the extrusion industry has paid to perfecting this fundamental processing component.
Read More