
Here's Another Way to Save Up To 70 percent in Barrel Heating/Cooling
Four months ago, we reported on a new induction barrel-heating system that promises to save up to 70% in energy costs (see Learn More). Here’s an update on another novel barrel heating—and cooling—system that boasts similarly large savings and has been out in the field long enough to build a track record.



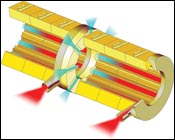
The Rex TCS system has radiant heaters embedded in segments of ceramic fiber insulation. Air inlets and outlets with high-suction blowers permit cooling the barrel.

Installing the TCS segments is said to be easy. (Note small air gaps for cooling.)

Replacing band heaters with the TCS on a 700-ton injection machine at Georgia-Pacific saved nearly 35% in energy for barrel heating.
Four months ago, we reported on a new induction barrel-heating system that promises to save up to 70% in energy costs (see Learn More). Here’s an update on another novel barrel heating—and cooling—system that boasts similarly large savings and has been out in the field long enough to build a track record. This system is being used on more than 100 injection presses, 30 extruders, and a half-dozen blow molders. Three examples of actual processors’ experience show that energy savings are only one of several advantages for this alternative to conventional heater bands.
The patented Thermal Control Solution (TCS) has been sold by Rex Materials, Inc., Fowlerville, Mich., for about two years. The system was originally developed by Insul-Vest Inc., Tulsa, Okla., and first introduced at NPE 2003. Insul-Vest then licensed the technology to Rex, which further developed and improved the system. Rex v.p. Jim Schweinsburg says, “Right now, a lot of our sales are coming from companies who have set corporate energy reduction goals for themselves and are struggling to meet them. Initially, it was a tough sell. We were new and untried. But now that we have more than 100 installations and are racking up positive savings in test after test, they are coming to us. We offer a money-back guarantee on a first installation.” The really big savings come when a customer sees the results and moves to retrofit multiple machines, Schweinsburg says. “We have more than 20 customers in that category.”


Schweinsburg says the TCS heaters cost about twice as much as ceramic band heaters, but injection molders typically recapture the cost difference in energy savings within a year—or half that in states with high energy costs. On blow molders and extruders with finned cast-aluminum air-cooling systems, cost of the TCS with the optional cooling package is said to be competitive. It costs slightly more than typical cast-aluminum water or oil cooling jackets, until the energy and maintenance savings come into play.
| Table 1— Savings at Pactive Corp., Chippewa Falls, Wisconsina | |
| (Projected for 7000-Hr Operation of a Large Sheet Extruder) | |
| Kwh Savings | 89,213 |
| Avg. Pre-Retrofit Amps | 56.76 |
| Avg. Post-RetroFit Amps | 38.29 |
| Avg. Pre-Retrofit KW | 39.17 |
| Avg. Post-Retrofit KW | 26.42 |
| Project Cost | $14,200 |
| Energy Cost Savings | $4400 |
| Focus Incentive | $6700 |
| Energy Payback | 1.7 Yr |
| aSources: Rex Materials and Focus on Energy | |
HOW DOES IT WORK?
The TCS consists of radiant heating elements embedded in high-temperature ceramic-fiber insulation. The heater segments are wired together in series, wrapped around the barrel, and secured with high-temperature Velcro fasteners. Unlike heater bands, the TCS does not depend on tight contact with the barrel—it actually does not touch the barrel at all. The radiant energy is transmitted across a small air gap between the heaters and the barrel. Each barrel zone is isolated by insulated end rings. The air gap under the heaters extends along the entire zone. If cooling is required, an optional high-suction blower draws ambient air through the end ring and exhausts the hot air, either into the plant or outdoors. About 75% of the barrel is exposed to high-velocity cooling air, if needed.
Among two key advantages claimed for the TCS, one is that the barrel is fully insulated along its length, which minimizes energy loss into the plant and also protects employees from burn hazards. The second is the very low thermal mass of the heaters. That means they heat up to setpoint very much faster than band heaters, and they respond to control adjustments much faster as well. According to Rex Materials, the “thermal momentum” of conventional barrel heating/cooling systems imposes a sine-wave cycle of continuous heating and cooling adjustments. Since the TCS does not have this thermal momentum, constant temperature overshoot and undershoot is avoided. This provides tighter temperature control, minimizes the amount of cooling necessary, and in some applications allows the temperature setpoint to be lowered, which saves more energy. Rex also claims that the TCS is much easier to install than conventional systems and requires much less maintenance.
THE PAYOFF
Schweinsburg says injection molding customers have averaged 36% savings. Depending on operating conditions, a comparable amount can be saved in cooling, he says, and one large extrusion customer reported total savings of 68%.
One user of the TCS is Pactiv Corp., a $2.9-billion producer of specialty packaging for consumer and food products. Its plant in Chippewa Falls, Wis., extrudes polystyrene sheet for thermoformed foodservice items. Pactiv and Rex Materials worked with CleanTech Partners, Inc., Middleton, Wis., a private nonprofit organization that facilitates commercialization of new energy-efficient technologies in the State of Wisconsin. CleanTech is partly funded by the State’s Focus on Energy program, a public-private partnership that works with Wisconsin residents and businesses to improve energy efficiency.
| TABLE 2—Savings at Georgia-Pacific, Leominster, Mass. | ||
| (700-Ton Injection Press) | ||
| Heater Bands | Tcs | |
| Avg. Load of Barrel Heaters When On, kw | 40.90 | 29.38 |
| Avg. On Time of Barrel Heaters, % | 30.5 | 27.7 |
| Barrel Heater Electrical Consumption During Test, kwh | 12.49 | 8.13 |
The TCS was installed on a large sheet extruder with five temperature zones. When measured over matching 85.5-hr production periods, the retrofitted TCS system used 33% less energy for heating and cooling than the original system with heater bands and water cooling. Based on 7000 hr of operation before the retrofit, annual savings would come to almost $4500 (see Table 1 above). Energy savings alone would pay for the TCS system in about three years. But with an “incentive” payment from Focus on Energy, the payback is 1.7 yr. (Not included in the savings are potentially lower utility fees from reducing the average power draw by 12.75 kw.) Add in the projected savings in maintenance costs, and it’s no surprise that Pactiv is planning to install more TCS systems.
Another real-world test of TCS performance was at a Georgia-Pacific Corp. plant in Leominster, Mass., that injection molds Dixie-brand plastic cutlery. Over two days, before-and-after tests were performed on a 700-ton injection machine. During this test, the TCS heaters saved 4.36 kwh per hr of machine time, or 34.9% in energy consumption compared with the standard band heaters (Table 2). In addition, temperature measurements indicated that the band heaters lost an estimated 8050 Btu of heat to the surrounding air per hour of machine time, which would save an additional 2.3 kwh per hour in air-conditioning power.
| TABLE 3—Savings at Solo Cup, Leominster, Mass. | |||
| (500-Ton Injection Press) | |||
| Band Heaters | TCS | SAVINGS | |
| Avg. Power Consumption, kw | |||
| Whole Machine | 69.73 | 66.84 | 2.89 (4.1%) |
| Barrel Heaters Only | 11.55 | 7.54 | 4.01 (34.7%) |
| Annual Energy Consumption, kwha | |||
| Whole Machine | 563,450 | 540,084 | 23,366 (4.1%) |
| Barrel Heaters Only | 93,336 | 60,931 | 32,045 (34.7%) |
| aAssuming 8081 hr/yr operation. | |||
A third demonstration of the TCS was performed at a Solo Cup Co. plant in Leominster. Solo selected a 500-ton injection machine that molds polystyrene cutlery for the test and asked Massachusetts Electric to help determine the energy savings. The utility hired consulting firm New England Energy Management to monitor the test and publish the results. NEEM started by monitoring the machine at 1-min intervals for an hour with its existing heater bands. Then the machine was retrofitted with the TCS. That took about 4 hr, which is average, according to Schweinsburg. The machine was run for 30 min before monitoring began, and then the energy consumption was recorded at 1-min intervals. But this time, the test was run for 24 hr to check for consistency of energy consumption.
Table 3 shows the projected savings over a year with the machine running 24/7 for 50 weeks with 96% uptime, or 8081 hr/yr. Total machine power consumption dipped 4.1% but consumption by the barrel heaters alone dropped 34.7%. That was the savings in average power consumption—the drop in peak power consumption was 48%. The calculated annual power savings for that one machine came to more than $4000. Since the TCS heaters cost $3424, payback would take less than a year.








Related Content

Important Factors and Approaches to Estimating Residence Time in Injection Molding
Residence time can have a dramatic impact on part quality and production efficiency but determining its value can be tricky. Use these methods and formulas to accurately measure residence time and enable it to inform everything from scheduling jobs to optimizing a process.
Read More
Using Data to Pinpoint Cosmetic Defect Causes in Injection Molded Parts
Taking a step back and identifying the root cause of a cosmetic flaw can help molders focus on what corrective actions need to be taken.
Read More
Moving Beyond the Relative Viscosity Curve — Determining Optimum Plastic Flow Rates: Part 1
Should injection molders consider using a range of plastic flow rates, versus the selection of one plastic flow rate from the relative viscosity curve?
Read More
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More