
How to Plan and Implement Automation in an Injection Molding Plant
There is no “one size fits all” solution in automation. When considering what it would look like in your plant, hone in on the staff, products, space, and goals that are specific to you and the automation system that you will be installing.



Just like in any industry, the plastics world is continuously changing and growing. Often, this means companies are investing in automation to improve productivity and increase capacity and efficiency. If you haven’t yet taken the time to consider automation for your company, now is the perfect time to do so. As you delay in acting, your competitors are gaining a larger head start in maximizing their profits, their product quality and the overall value that they provide to their customers, all through automation.
Before discussing how best to implement automation within your company, let’s quickly help those of you still on the fence to decide whether automation is right for you.



Should You Consider Automation?
What should you be looking at when considering automation? Start with your existing labor force. If you are having a hard time finding skilled operators, process engineers, or maintenance technicians, then automation can almost certainly help you achieve an increase in overall efficiency and quality. Automation almost always works faster and occupies less floor space than a manual operation. Automation systems also do not need breaks and can offer a consistency that manual operation cannot. The added consistency in cycle time not only improves product quality, but also can help you identify more accurate operating costs and production output. Automation can help you to become more successful when competing against other molders.
It’s also wise to consider the products that you are creating. Automation is an important and necessary step if you are working with parts that have delicate surface features, are comprised of softer materials, and/or have critical dimensions that must be maintained during the molding process. Any uncontrolled interaction with humans can damage a part or decrease its quality. Many medical or high-end electronic parts are particularly susceptible to contamination through human interaction, so automation is essentially a necessity if you are working with products for either of those fields.
Automation almost always works faster and occupies less floor space than a manual operation.
Even after parts are molded, automation can help increase overall efficiency and reduce total costs. Automation can be utilized right at the molding machine where you can retain control over parts through post-mold operations and even into final packaging. If the process can be done directly at the press using automation, there is no need to ship parts to and from warehouses for further processing. Automation decreases errors and defects and limits variables so that your company can focus on accomplishing tasks, not dealing with errors.
Implementing Automation
Deciding to automate is the easy part. The next, and more important step is determining how to best implement automation in your process and injection molding cell. There are several things that you should look at and consider when determining how automation will best work for you and your company.
• Do your employees have the necessary skills to implement the automation you require? It’s important that you make sure that the level of automation fits within your company’s human talent set. Take a moment to consider which members of your team may be best suited to work with your robots and automation system once it is installed. Most robotic systems require engineers, technicians, or maintenance personnel who can understand electro-mechanical devices, robots, PLC controls, and pneumatics. If you do not have employees with this experience and knowledge, you will often have to rely on contractors and/or the automation OEM for future support and service. When an issue surfaces, you will not be able to deal with it immediately through current personnel but instead will be forced wait for outside help to arrive.

Don’t get the impression that to automate your process effectively, you need to go out and hire additional staff (although this is one solution and would more than likely lead to long-term benefits). Instead, the operators that you already have should be able to get the job done; they just need the right training and support. Your OEM supplier will likely offer this training at the point of installation. Take advantage of this and give your operators every chance to learn your automation system inside and out.
If your in-house team can resolve many of the typical automation problems that occur, your company retains all of that learned knowledge. This means you no longer need to spend unnecessarily to bring in outside help to solve routine problems. This also allows you to bring your automation back online as soon as possible after a problem, minimizing costs and maximizing efficiency through increased uptime. In addition, a technical team that understands your operation and feels comfortable with your current in-house automation should have the ability to continuously improve your automation system as technology advances.
The operators that you already have should be able to get the job done; they just need the right training and support
• Does the automation fit well within your workspace? Everyone knows that floor space is valuable but “shoe-horning” automation into a space that is too small or poorly planned can, and most like will, directly impact the uptime of the entire molding cell. When possible, plan the workspace based on the automation or process requirements, making sure to provide an adequate area for the needed movements and actions performed by and on the equipment. Undersizing the work area can limit the optimization of the process and efficiency of the automation.

Make sure you have enough space around the robot cell and adequate access through the guarding.
It’s important to remember that you will need access to the equipment for maintenance and troubleshooting should a problem occur. Having to replace an air cylinder, sensor, or servo motor that’s in a location that cannot be reached within a reasonable time could require major disassembly of other cell components or even removal of the entire automation module from the cell. This could result in hours or even shifts of costly downtime. Automation can run for decades when properly maintained, but it’s impractical to think that, once in place, the equipment will not need service.
Every car owner accepts the fact that regular maintenance is required to ensure that the car lasts a long time. A robotic automation cell is no different. Consider where maintenance access doors and guard panels are placed and don’t skimp on how many you use. Imagine if automobile manufacturers didn’t provide a hood for access to a car’s engine. When changing spark plugs, you would literally need to put the car on a lift, drop the engine, install $25 worth of spark plugs, and then reinstall the engine. An automated molding machine is no different. If the maintenance areas of the machine are not easily accessible, the cost will almost certainly be days of service time and loss of production.
Consider where maintenance access doors and guard panels are placed and don’t skimp on how many you use.
• Limit human interaction with the automation cell. This tip may seem obvious, but it has great importance. Of course the main point of robotic automation is to reduce human interaction. The key to successfully running any automation cell is to run it in automatic mode and to have operators interrupt the cycle as little as possible. The longer a cell runs in automatic production, the more that costs will be reduced through the efficiencies and optimizations that the automation can provide. When a cell runs automatically, it is much easier to recognize the actual costs of the operation and determine the volume of product that the cell can produce every hour, every shift and every week. When planning an automated molding cell, don’t forget to work with your automation provider to come up with solutions for staging inserts, queueing boxes for packing, using vision systems for quality checks, and doing whatever else may be needed to reduce the amount of operator involvement within the cell.
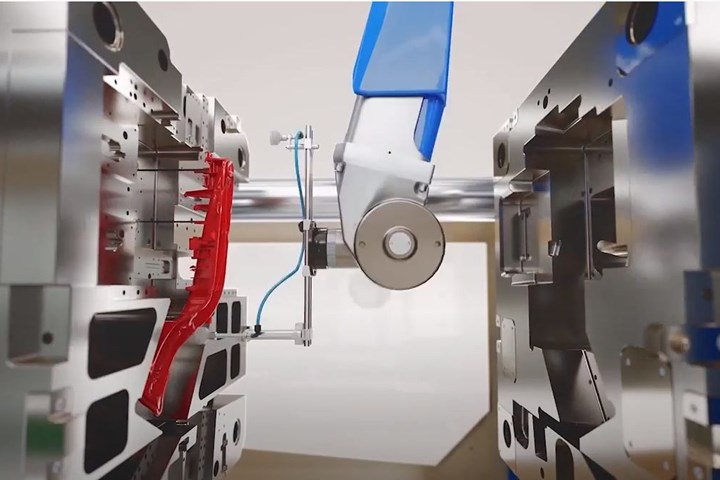
If the mold is not correctly located, the robot may need to be retaught position points, and adjustments may be required for proper operation.
• Don’t lose time after every mold change. Alignment of the robot to the press and to the downstream equipment is critical to a successful operation. If the cell will not be running a dedicated mold and producing the same parts for long periods of time, you need to plan for production changes when designing the system. Make sure to incorporate a method that ensures proper alignment when repositioning molds and associated equipment after a mold changeover or when the mold is removed for preventive maintenance.
If the mold is not correctly located, the robot may need to be retaught position points, and adjustments may be required for proper operation. This process can be time-consuming and costly, so it would be wise to minimize the need for it. A servo-wrist option on the robot (instead of pneumatic-type wrists) can certainly help in this effort. In fact, a robot with a servo-driven wrist (also referred to as a five-axis robot) should be considered in any cell for its added flexibility of movement and adjustment.
ABOUT THE AUTHORS: Steve Williams is an application engineer at Sepro America LLC. He has been with Sepro since 2014, developing technical automation solutions for injection molders. Contact: 412-459-0450; swilliams@sepro-group.com; sepro-group.com.
Rich Lachance has been servicing Sepro robots since 1995. Now North American service sales manager, he oversees troubleshooting and repair of Sepro robots, ensuring that they run as smoothly and efficiently as possible. Contact: rlachance@sepro-group.com.








Related Content

Five Places Where Automation Can Help...the Front Office
Say “manufacturing automation” and thoughts immediately go to the shop floor and specialized production equipment, robotics and material handling systems. But there is another realm of possible automation — the front office.
Read More
PTXPO Recap: Smarter Resin Drying & Conveying Automation
Check out what you missed on the PTXPO show floor. In this video, Editorial Director Jim Callari breaks down how AI is changing the game in plastics manufacturing.
Read More
How This Custom Compounder Leverages AI to Drive Innovation, Sustainability
Alterra has stepped up its cutting-edge Industry 4.0 technology with its own AI platform to further increase its efficiencies.
Read More
Production Monitoring Automates Molder’s Planning, Operations
DCT saves 60 man-hours per week by shifting from paper records and discrete spreadsheets to a shared, automatic production monitoring platform.
Read MoreRead Next

AUTOMATION—PART 2 When to Consider Six-Axis Articulated-Arm Robots
Extraordinary versatility suits articulated-arm robots to a wide variety of operations, from loading inserts and unloading parts to decorating, assembly and testing. They also pair well with Cartesian robots. Many mounting options and improved speed and ease of programming add to their flexibility.
Read More
AUTOMATION—PART 1 Why Cartesian Robots Are the All-Around Choice for Injection Molding
This first of three articles on automation for injection molders explains why Cartesian (linear) robots are molders’ first choice in a large majority of applications. Two following articles make the case for, respectively, articulated and collaborative robots.
Read More
Eight Tips on Robot Maintenance
Beam-mounted Cartesian robots are usually installed in applications where availability and maximum uptime are primary concerns.
Read More