


Cartesian robots save floor space by incorporating the control cabinet into the robot beam.
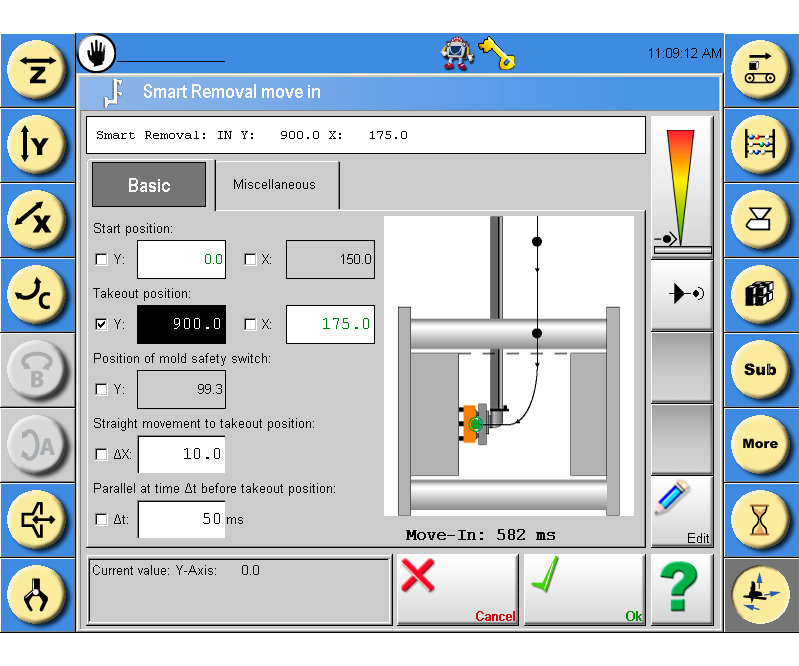
Cartesian robot manufacturers have programmed special routines for minimizing mold-open times, such as Wittmann Battenfeld’s Smart Removal.

Cartesian robots normally have three axes of motion, but servo wrists can add two or three more axes.
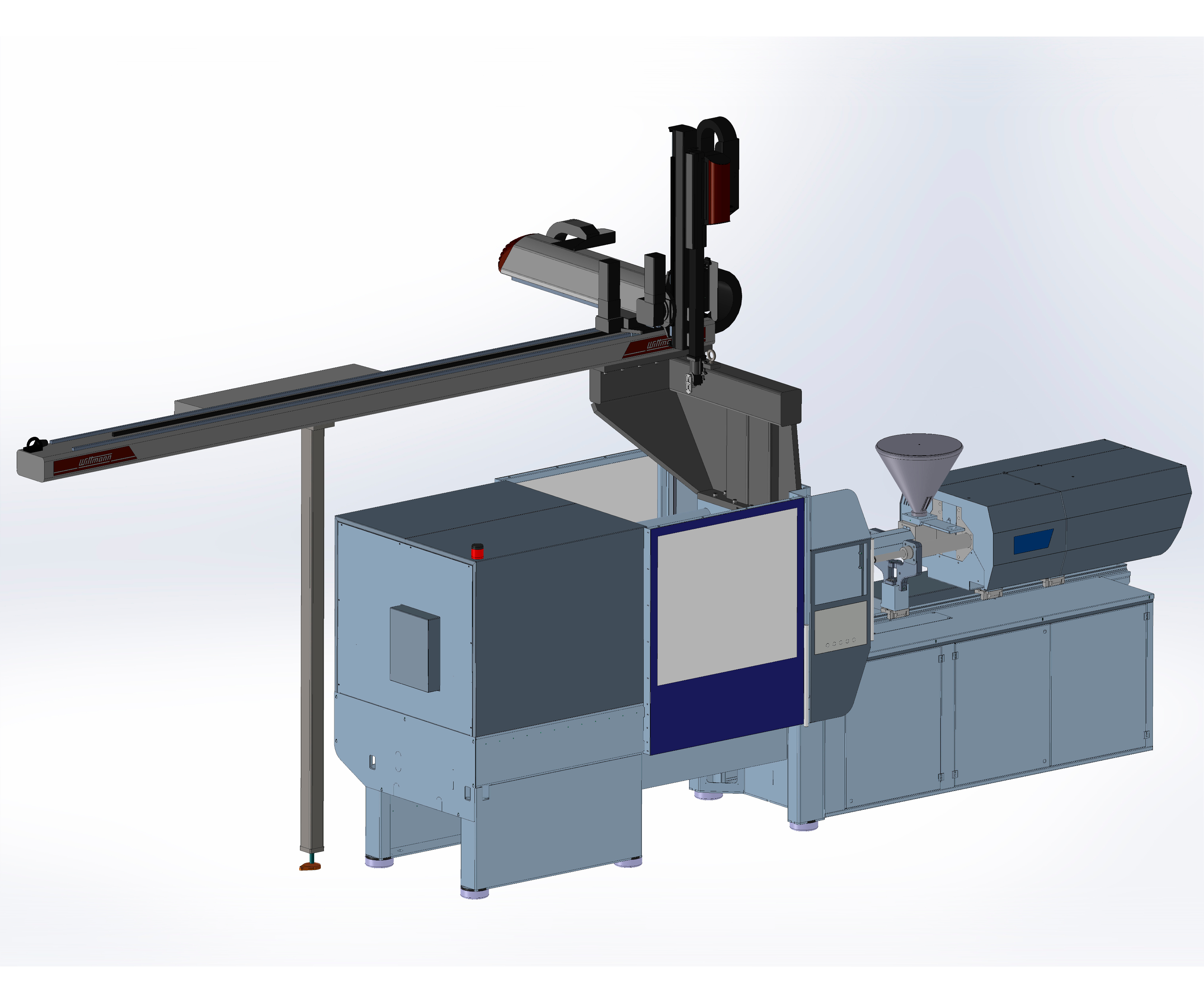
Cartesian robots are available with special removal configurations that would be hard to duplicate with an articulated robot. One example is this L-Mount (clamp-end) arrangement.
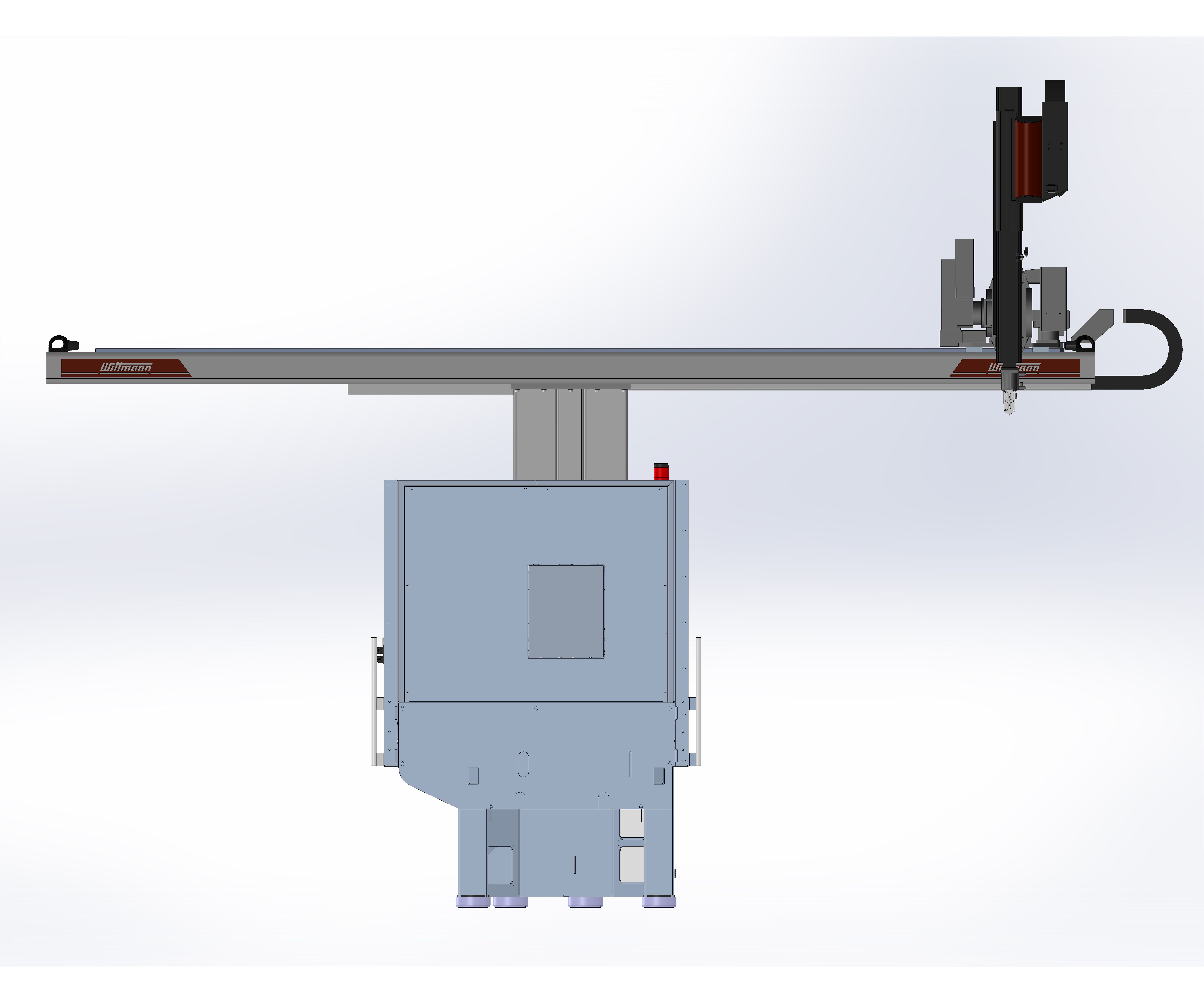
Another special arrangement for Cartesian robots is this T-Mount configuration.
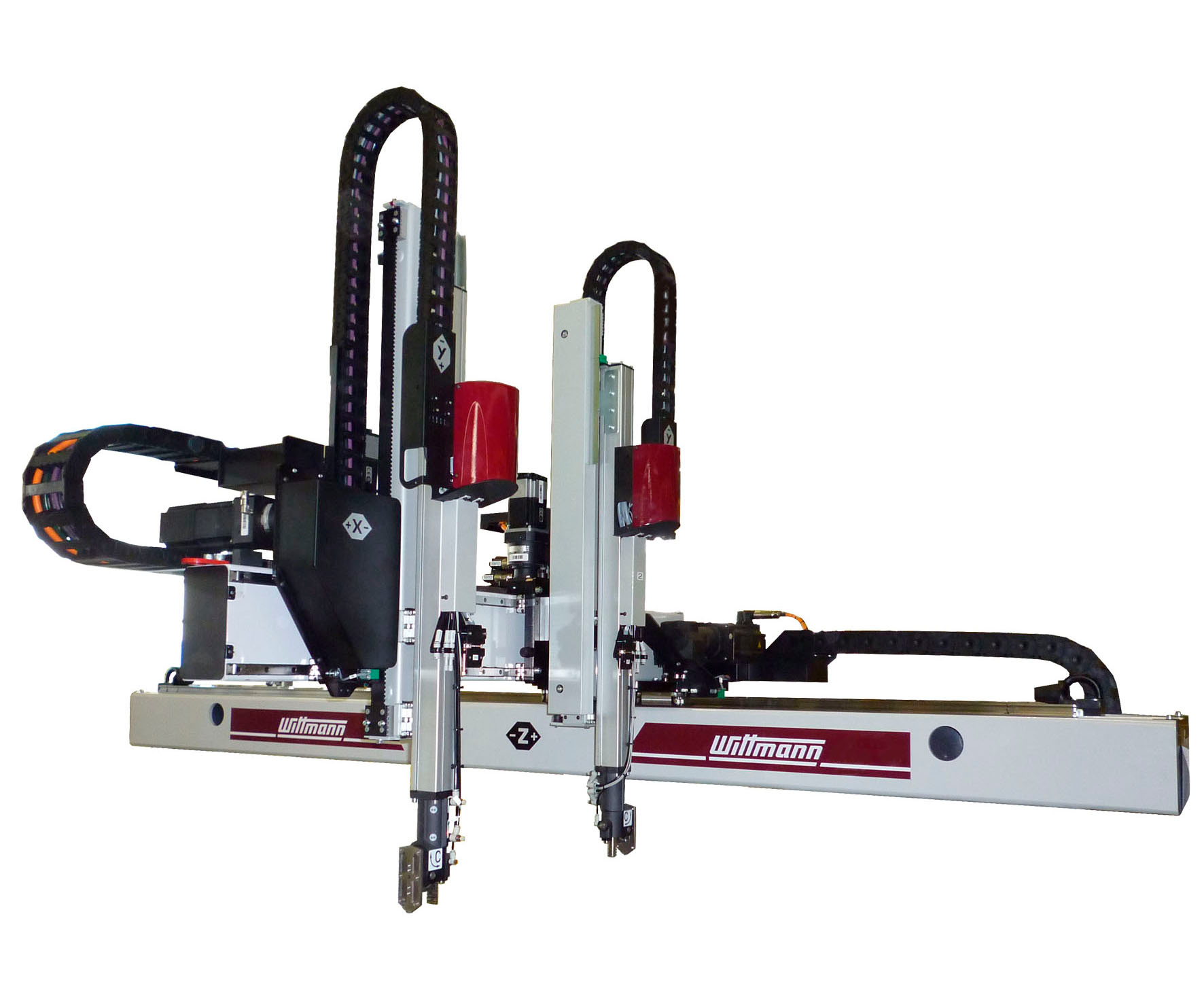
Unlike articulated robots, Cartesian types can have dual arms for faster unloading of three-plate and stack molds.


“Cartesian, articulated, collaborative; what is the best type of robot for my injection molding application?” I have had this question asked of me a few times lately, so I am providing my thoughts on the subject. Some may say I am biased because I work for a Cartesian robot manufacturer. This may be correct; however my almost 25 years of experience working with robots in the molding industry may lend some credence to my bias.
Terminology. First off, let’s define terminology that will be used throughout this article for each robot type:



• Cartesian robots—also called linear, three-axis, or gantry types.
• Industrial six-axis robots—also called articulated or articulated-arm robots.
• Collaborative robots—also called cobots. These are typically articulated types, so many of the points made here about six-axis robots also apply to cobots.
When I talk about Cartesian, I am referring to robots designed specifically for injection molding. Because these robots are industry specific, all their terminology is built around the injection molding machine. his makes it ideal when a user switches from working on the injection-machine controller to working on the robot controller. This commonality also makes learning the Cartesian robots very simple and intuitive.
On the flip side, six-axis robots make up a very small percentage of those used in injection molding applications. This means that the nomenclature and terminology used in their controllers and manuals may have little, if anything, to do with molding.
Controls. The topic of terminology leads us perfectly into some points about robot controllers. From day one, linear robot manufacturers have been refining their control platforms around the molding process. This has allowed them to create control languages and programs that are ideally suited to injection molders. Users will find terms, graphics and videos that they are familiar and comfortable with from the molding world.
Machine interfaces. Cartesian robots have clear definitions of industry-standard interfaces between the robot and injection machine. Be it E67, E12, SPI or others, Cartesian robots used in this industry are all set up to adapt and connect easily to a molding machine. Articulated robots may not be as easily connectable to an injection press. There may be additional costs required to adapt six-axis robot interfaces to the molding-machine standards.
Speed. In the molding world, it is all about minimizing your mold-open time and thus reducing overall cycle time. This is where Cartesian robots really shine. The speeds of these robots are generally known to be superior to six-axis types and dominate collaborative robots. Faster in and out of the press means more parts are produced per hour, shift or day. This equates to a faster ROI for the equipment.
Also given that linear robot manufacturers have been working exclusively in the molding industry for years, they have been able to come up with features designed specifically to reduce the part-removal time. Features such as Wittmann Battenfeld’s Smart Removal intuitively move the robot arm into the mold area prior to the complete mold-open signal, thus reducing take-out time. This is accomplished without the need for additional transducers or other modifications to the machine.
Payload. Cartesian and articulated-arm robots can both handle substantial payloads. The main consideration with six-axis robots is that the payload rating can vary, based on the axis positions, or where the robot is within its work envelope. Speed is also impacted by the payload. Cartesian robots on the other hand, keep their rated payload capacity throughout their full range of motions, and they can maintain their maximum payload capacity at all speeds. Collaborative robots typically have a much lower payload capability than both Cartesian and standard articulated-arm robots.
In molding, payload plays such an important factor in choosing robots. Because most molders never know what job may be coming down the line, it is important to choose a robot with enough payload capacity not only for today, but for the future as well. I always say it is better to have the payload capacity and not need it, then need it and not have it.
When considering payload, note that the part and runner weights may be a very small portion of the total load. End-of-arm tooling (EOAT) can have docking features, shuttle cylinders, rotatory units, multiple grippers, sensors, quick change mechanisms, etc. The weight of these can add up very quickly. And when you consider high-cavitation molds, even very small-tonnage molding applications can require extremely high robot payloads.
Flexibility. There is no disputing that six-axis robots provide a wide range of motion flexibility. That being said, Cartesian robots can be equipped with servo rotational axes at their wrists. These additional axes can provide up to six axes of total motion on the linear or gantry robot. Although this still doesn’t compare to the total motion flexibility of an articulated arm, these features can provide linear robots with much more flexibility than many commonly assume.
Floorspace. The floor space around a molding machine is a scarce and valuable commodity. With equipment such as temperature controllers, blenders, granulators and operator work stations all competing for space around a molding cell, most manufacturers want to minimize any additional equipment’s impact on the area. A floor-mounted six-axis robot will require an immense amount of room around the machine, and the press may have to be modified to allow the safety guarding to remain open during robot operation. This adds to safety concerns, as well as costs to modify the equipment.
The counterpoint to this is a top-entry gantry robot, which frees up valuable floor space. If a six-axis robot were mounted on top of the machine, it would typically have to be oversized to allow the reach required to pick the part and move it all the way outside the machine to deposit it on a conveyor or pallet.
Makers of collaborative robots promote that they don’t require guarding. This may be true for the robot itself, but this may not reflect the entire picture. What if the robot was entering the injection machine from the back side of the press (rear gate opened)? What if degating of the parts was required? What if you were running a high-temperature material, and the parts need to be cooled prior to an operator handling them? In these scenarios, even though the robot itself is “collaborative,” other parts of the process may not be, so guarding would be required.
If you considered mounting the cobot on the operator side of the machine, that indeed might be a layout where guarding would be unnecessary. But think about what that would do to the molding cycle time. The robot would have to open the front gate, extract the parts, close the gate and the press would start the next cycle. Although you would have more consistency than with an operator performing the same functions, this increase in cycle time would be very detrimental to overall production output.
With industrial robots, when guarding is a concern, many times we simply utilize a conveyor package with integrated guarding. The guarding would be attached to the conveyor, and the entire system could quickly and easily be rolled away from the press, to use on another work cell, or simply move away during mold changes.
Control cabinets. Because Cartesian robot manufacturers understand that floor space is at such a premium in a molding shop, they have almost exclusively moved to mounting the control cabinets onthe robot traverse beam. Six-axis robots require a separate control cabinet that will require additional floor space.
Features specific to the injection molding process. Gantry robot manufacturers have been working constantly to help make the molding process more efficient. We now have features such as Soft Torque, which allows the ejectors to push the arm back with assistance from the robot. The robot monitors the force applied during this motion and applies a counterforce to move the arm back.
Find & Pick is a feature for use with robots on older hydraulic presses that may have a tendency for their clamp position to vary from shot to shot. With this feature, the robot will vary the part-removal position based on fluctuations in the clamp position. Six-axis robots don’t necessarily have features like these that are specific to the injection molding process.
Robot layout configurations. Cartesian robot manufacturers offer a variety of mounting options to accommodate project needs and space constraints. Although traditional “operator side” and “rear side” configurations are still popular, we are seeing more and more varied layouts. Configurations such as “T-Mount,” “Clamp End” and “Reverse Mount” are becoming more popular.
Floor space becomes an increasingly hot commodity as more and more companies try to figure out ways to squeeze more machines into their plants. One way to accomplish this is by setting up the robot to release the parts at the clamp end of the molding machine. This allows machines to be placed closer together. With this setup, it is easy to configure a gantry-style robot to traverse along the machine to drop the parts at the clamp end. On the other hand, this is almost impossible for a six-axis robot.
Three-plate & stack molds. To run these popular applications efficiently, robots must be equipped with two arms to extract the parts and runners between each set of plates. A single-arm six-axis robot would not be ideal for these applications, as it would dramatically impact the cycle time.
Support. Of course, articulated-arm robot manufacturers have technical support. The main difference is that their personnel may not necessarily know the injection molding process and equipment. When calling support, it certainly must be helpful when supplier personnel understands common terms related to robot sequencing in molding applications—like core pull, screw recovery, air blast, cooling time and ejector sequencing.
Many issues that arise are related to the molding machine and robot interface. Again, gantry robot manufacturers understand how that interface functions. This allows them to quickly ascertain what the problem may be and whether it is robot- or machine-related.
Robot/press integration. Some Cartesian robot manufacturers allow their robots to be integrated with the molding machines. This integration allows the robot programs to be accessed and saved directly through the injection press controller. Also, remote diagnostics of both the machine and robot can easily be accomplished to determine where an issue may lie.
In conclusion, six-axis and collaborative robots definitely have a place in the plastics industry, but are not ideally suited to the removal of parts from molding machines. In almost 25 years of working with automation in the plastics industry, I have seen only a small number of companies utilize six-axis robots to remove parts from molding machines. Many of those same companies later switched back to Cartesian-style takeout robots.
More often than not, I believe it makes sense to use Cartesian robots to remove parts and then use the other robot types in downstream and offline applications within the factory. That being said, do your homework to determine what is best for your requirements.
About the Author
Jason Cornell
Jason Cornell has worked in the plastics injection molding industry for 25 years, specializing in robotics and automation. He started as a service engineer with Star Automation, and also worked at Husky and Yushin America. At Wittmann Battenfeld, Cornell has been the Western Regional Manager of the Robots & Automation Div. for the past eight years. He is based at the company’s Southern California Technical Center in Placentia, Calif. Contact: jason.cornell@wittmann-group.com; wittmann-group.com.








Related Content

AI-Driven Capabilities Advance Efficiency and Quality in Your Molding Environment
New for many molders, AI isn’t as complicated to learn as some may think.
Read More
Important Factors and Approaches to Estimating Residence Time in Injection Molding
Residence time can have a dramatic impact on part quality and production efficiency but determining its value can be tricky. Use these methods and formulas to accurately measure residence time and enable it to inform everything from scheduling jobs to optimizing a process.
Read More
What to Look for in High-Speed Automation for Pipette Production
Automation is a must-have for molders of pipettes. Make sure your supplier provides assurances of throughput and output, manpower utilization, floor space consumption and payback period.
Read More
Use These 7 Parameters to Unravel the Melt Temperature Mystery
Despite its integral role in a stable process and consistent parts, true melt temperature in injection molding can be an enigma. Learning more about these seven parameters may help you solve the puzzle.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
