




Without us noticing, tiny plastic parts are increasingly making inroads into our lives: in cars, medical technology, mobile phones and wearables. Increasing numbers of these micro-parts are made of silicone. But what challenges does micro-injection molding pose for processors? Is liquid silicone, which is seeing increasingly widespread use, making processes more complex than they already are for thermoplastics? And where will the journey take us—how far can the limits of what is feasible be pushed?
The trend towards miniaturization has gained considerable momentum in recent years. Many products—and with them the parts they are made of—are becoming smaller, more delicately complex and more compact. Micro-injection molding is used to produce many of these complex, delicate parts. In medical technology, examples include the increasing numbers of minimally invasive operations or new methods of analysis. Another target group for micro-molding is consumer electronics with very small electronic and optical precision components for smartphones, among other things.



Miniaturization of medical, electronic and automotive components are increasing opportunities for LSR micro-molding.
Even luxury goods such as watches increasingly contain tiny components made of thermoplastic—for example, cog wheels in watch movements or clips—and silicone for tiny seals. It is the latter material, in particular, that is gaining increasing market share because of its special properties. Due to trends toward electromobility and autonomous driving, the automotive industry will also require larger numbers of micro-parts made of liquid silicone rubber (LSR) in the future.
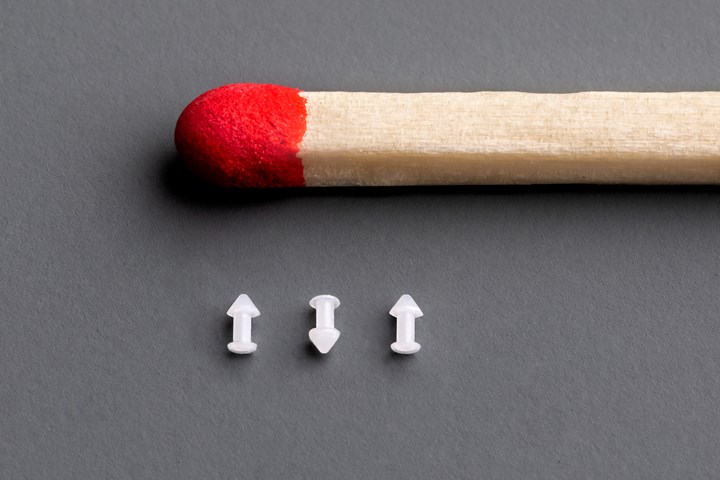
FIG. 1 These LSR micro-parts—connecting elements in instruments for ophthalmic diagnostics—measure 1.7 mm long × 0.9 mm diam. and weigh just 0.0005 g each. They’re molded in 32 cavities.
What Makes Micro-Molding so Challenging
Micro-injection molding means working with part weights of significantly less than one gram. Right now, some manufacturers are already achieving part weights below one milligram—although it makes a big difference here whether the raw material is a thermoplastic with a low specific weight or a liquid silicone with higher density (typically 1.10 to 1.50 g/cm3). Micro-parts made of silicone are generally heavier than thermoplastic micro-parts, but they can be smaller—and more challenging—in terms of dimensions.
But before we turn to the differences between LSR and thermoplastic in processing, it's worth taking a comprehensive look at the special challenges of micro-injection molding. These challenges exist independently of the raw material used, because some of the engineering challenges in micro-injection molding arise solely from the part—and part feature—dimensions and extremely low masses processed.
Given a component 1.7 mm long and 0.9 mm in diam., the part weight made of LSR is 0.0005 g (Fig. 1). If you have 32 cavities, the total shot weight (including sprue) is then 0.125 g. This is the equivalent of about 125 grains of sugar. For comparison's sake, a sugar cube contains about 20,000 to 30,000 grains.
Such small quantities as in this example—connecting elements used in instruments for ophthalmic diagnostics—now must be uniformly and repeatably distributed over all the cavities. The micro-injection unit, the sprue channel and thermal management are enormously important here in terms of quality, precision and repeatability.
The sprue channel alone illustrates how much technical know-how micro-injection molding requires. Its volume must be in a balanced ratio to the volume of the molded part(s). Several boundary conditions have to be weighed against each other and the overall process optimized. Key factors are process management, the waste and energy statistics, the material price and cycle time. All this poses the greatest challenges for the equipment manufacturer and for the manufacturer of the micro-parts.

FIG. 2 The all-electric and tiebarless Engel e-motion TL injection molding machine is tailored for micro-injection molding. It is offered with a special LSR micro-injection unit jointly developed with ACH Solution and a metering pump system from the same partner.
Precision & Repeatability Are Essential
Micro-injection processes might have worked well under laboratory conditions, but during scale-up and high-volume production, the molders and equipment suppliers face completely new challenges. This applies above all to the dimensional accuracy of the parts. Factors that have virtually no effect on large parts are decisive for the reject rate in the case of delicate micro-parts. Deviations of a few thousandths of a millimeter or a few tenths of a milligram have a major impact on the quality of these tiny parts, and thus on their subsequent reliability in use.
Maximum precision in the interaction of all units of the system is indispensable here. Engel recommends for this purpose all-electric and tiebarless injection molding machines from its e-motion TL series, not only for development, lab work and prototyping or for short runs, but also for high-volume production (Fig. 2). These precision machines are complemented by a new flexible micro-injection unit (see sidebar) that was developed as a dedicated solution for LSR micro-injection molding.
Precision and repeatability of clamp positioning and shot size are essential to micro-molding.
Repeatability of the injection movement has an enormous influence on the precision and repeatability of the injection results. But high-quality micro-injection molding is not just a question of the injection unit. Clamp positioning and traverse accuracy also are essential for precise molding of a micro-part. For both LSR and thermoplastics, all-electric, servo-driven machines are therefore a sensible choice in micro-injection molding.
The special features of a tiebarless machine have a positive effect in the injection molding of micro-parts. Due to their design, these machines inherently ensure great platen parallelism and uniform clamp-force distribution. In addition, the tiny parts often need to be produced in a cleanroom. A compact machine design with a large clamping surface reduces the space requirements here; and the clean machine concept without hydraulics, with encapsulated toggle levers and linear guidance, also supports the processor in complying with GMP (FDA’s Good Manufacturing Practice) specifications.
Special Approaches to Automation
Some special features must also be taken into account in handling the tiny parts, the automation on the machine, and quality control. Takeoff by means of a gripper is just as unthinkable as allowing sensitive parts to simply drop off the mold.
Static charge means that the parts stick to smooth surfaces like magnets and can then hardly be gripped even using your fingers. For this reason, micro-injection molded parts are often taken in by vacuum and blown into a small collection container. Once the parts are in the container, things that are otherwise self-evident, such as counting, measuring or weighing a single part, are no longer possible due to the minimal dimensions. Camera inspection for quality assurance therefore takes place on the way from the cavity to the collection container or even directly at the cavity before part removal. To accomplish this, the camera is located on the gripper, which docks onto a specific position on the mold, allowing the camera to assess the quality for multiple cavities. Engel partners with market leaders in automation and quality assurance and offers turnkey production units from a single source.
How Micro-Injection Differs for LSR vs. Thermoplastics
The most important differences in processing result from differences in temperature control for the two kinds of materials up to curing or vulcanization. When injection molding LSR, a two-component composite is mixed at room temperature in the barrel module. Feeding to the barrel takes place along the shortest possible paths with a small cross-section; distribution is then handled by a valve gate and sub-runner. The LSR vulcanizes in the mold at temperatures of 170 to 190 C (338 to 374 F) to form the elastic part. The mold and its temperature control must therefore be designed for high temperatures. Strict thermal separation between the barrel and mold must also be ensured to prevent the premixed liquid-phase LSR from unintentionally vulcanizing in the barrel.
The LSR microparts are still very hot on demolding, which must be taken into account when designing the automation system for parts handling. Particular attention must be paid to using heat-resistant materials and measuring technology here.
For LSR components, the air flow also needs to be changed to reflect the temperatures. Due to the heat generated, the gases mainly escape upward during part removal, which is why the air must be extracted above the mold for LSR injection molding in a cleanroom. By contrast, for thermoplastics, the air extractors are usually located below the mold and the parts in the mold are additionally cooled with fresh air from above in a laminar flow.
Having said this, silicone offers benefits in terms of takeoff and part design: The elastic components can be deformed during demolding without impacting quality. This increases design freedom for LSR micro-parts; even small undercuts are possible here. On the other hand, in the case of thermoplastic parts, a strategy for damage-free removal of the rigid, cooled parts must be carefully considered in advance.
LSR micro-parts can be deformed during demolding, unlike thermoplastic micro-parts.
Raw-material supply to the injection molding machine is another point where LSR and thermoplastic micro-injection molding differ. The two components of liquid silicone are stored in containers whose volume should not exceed 0.5 to 0.7 liters for microinjection molding. To additionally protect the material, the hose connections to the barrel also should be as short as possible and have only a narrow cross-section. When selecting the metering pumps for the molding system, Engel gives priority to working with partners whose units are OPC UA-capable in order to ensure integration into the machine control system.
Thermoplastics do not behave any differently than usual during micro-injection molding: The pellets are fed to a screw and heated barrel. The screw and temperature management ensure that the melt forms homogeneously and can be fed to the cavities shot by shot by means of a sub-runner and valve gate.
MICRO-INJECTION MOLDING: LSR vs. THERMOPLASTIC
LSR THERMOPLASTIC
|
Geometry |
More flexible—undercuts are possible |
Take part-removal capability of rigid parts into account |
|
Barrel |
Mixing in the screw at room temperature |
Barrel at melt temperature |
|
Gating |
Cold runner with small sub-runners |
Hot runner with valve gate |
|
Mold |
Heat resistant: Mold temperatures 170 to 190 C |
Temperature control and cooling start at 80/90 C |
|
Material Feed |
Two supply containers, metering pumps, short connections |
Pellet feed |
|
Cleanroom Air Ducting |
Air exhaust in upward direction |
Flushing with fresh air from top, exhaust downward |
One Machine for Both Applications?
The requirements placed on the production unit therefore initially appear to be fundamentally different, yet they can be met on a single injection molding machine. This offers the processor more flexibility and the opportunity to better utilize its machines. How does it work?
For example, Engel uses the tiebarless version of the all-electric e-motion TL as the basis for LSR micro-molding. The machine produces tiny silicone components with a new LSR micro-injection unit. However, thanks to a quick coupling system, it can be converted into a thermoplastic injection machine in less than 30 min. And even switching over from micro-injection molding to the production of small components with a size 15 or 18 barrel in the injection unit is possible on the same machine. The material feed required in each case can be smoothly integrated into the machine control system via standardized interfaces (OPC-UA). This turns a standard machine into a highly flexible production unit for small and micro-components made of either LSR or thermoplastic.

FIG. 3 The automotive industry is one of the main drivers of the micro trend. This air-intake valve for the massage function in vehicle seats measures 4 × 3 mm and combines LSR and nylon in an overmolding application. (Photo: Sei Woo)
Dual Capabilities for Multi-Component Molding
Sei Woo Hi-Tech Polymer, Austria, a specialist in microtechnology, combines polyamide (nylon) and LSR on one injection molding machine to form a micro-part. The components are part of an air-inlet valve responsible for the massage function in vehicle seats (Fig. 3). For this purpose, the polyamide (PA) housing base bodies are first injection molded in a 16+16 cavity, rotary-plate mold on an Engel e-victory 140 combi injection molding machine. At the second indexing position, the LSR is injected, while 16 more housing base bodies are produced at the same time. Specially formulated PA and LSR form a chemical bond. However, as the contact area is very small, the finished parts are annealed at 200 C (392 F) after molding for safety reasons in order to permanently bond the thermoplastic and silicone. The parts then pass through camera-based 100% quality control.
The Engel e-victory injection machine used here has an electric injection unit in combination with a servohydraulic, tiebarless clamp. Since the tiebarless clamp allows for full utilization of the mold platens right up to the edge, even large, bulky molds with a rotary table will fit on a comparatively small machine.

FIG. 4 The “smart-shut” sliding-ring nonreturn valve by Engel for very low-viscosity melts or LSR and short cycle times is used to help achieve the greatest possible shot-weight consistency, which is essential in micro-parts.
Detailed Solutions for Even Greater Precision
Micro-injection molding requires highest precision in all phases of the injection molding process, including consistency of shot weight. One ongoing commercial molding program involves connectors made of liquid crystalline polymer (LCP) with a shot weight of 0.484 g and an injection time of 0.018 sec. The Engel customer is achieving great results here thanks to the “smart-shut” sliding-ring nonreturn valve: The deviation per shot is a maximum of +/-0.0005 g, which is about 0.1%.
Engel offers the “smart-shut” sliding-ring nonreturn valve for very low-viscosity melts (or LSR) and short cycle times to provide support for achieving the greatest possible shot-weight consistency (Fig. 4). The non-return valve is particularly useful in applications with a very short injection stroke and very slow injection speeds. The underlying principle is that valve closing is actively initiated by the counter-rotation of the screw; this means that the nonreturn valve is already completely closed when the injection process begins.








Related Content

Use These 7 Parameters to Unravel the Melt Temperature Mystery
Despite its integral role in a stable process and consistent parts, true melt temperature in injection molding can be an enigma. Learning more about these seven parameters may help you solve the puzzle.
Read More
Moving Beyond the Relative Viscosity Curve — Determining Optimum Plastic Flow Rates: Part 1
Should injection molders consider using a range of plastic flow rates, versus the selection of one plastic flow rate from the relative viscosity curve?
Read More
Process Monitoring or Production Monitoring — Why Not Both?
Molders looking to both monitor an injection molding process effectively and manage production can definitely do both with tools available today, but the question is how best to tackle these twin challenges.
Read More
Revisiting the '5 M's' of Molding
All injection molding ultimately comes down to the “Man, Mold, Machine, Material and Method.” But those key aspects can be viewed differently if you’re auditing mold changes before startup or troubleshooting changes for an already validated process.
Read MoreRead Next

Injection Molding: New Micro-Injection Unit for LSR
Engel and collaborator ACH Solution say the new unit enables shot weights well below 0.1 g.
Read More
Austrian LSR Tooling & Systems Supplier Now Represented in U.S.
ACH Solution USA is a new resource for injection molders.
Read More
Get Better Control of Your LSR Molding
Better control of LSR mixing/dosing and cold-runner valve-gate injection, as well as improved mold-design capabilities are highlighted at Molding 2019 Conference.
Read More