
Novel Line Produces 27-Microlayer Blown Film
Italian machine builder unveils blown film system that relies on feedblocks—far more common in flat-die processing—to yield thin yet strong film.




Italian machine builder GAP has introduced technology to produce 27-microlayer film that is said to outperform more typical coextruded structures at thinner gauges. Based in Trecate, GAP unveiled the line at a virtual open house held in May.
The system relies on nine 2.5-in. (60-mm) extruders that feed one of three feedblocks, which distribute material to a 27-layer, 16-in. (400-mm) annular die. The line is also furnished with a gauge-controlling air ring and a new control package. It can produce films at layflat widths of more than 60 in. (1600 mm). The line has been running at GAP’s R&D center at Trecate at rates topping 1400 lb/hr (650 kg/hr).



In North America, the high-end of the blown film market for lamination and barrier films has settled on lines that can produce nine- and 11-layer structures, with the former being more typical. But GAP contends that its system allows processors to run thinner structures with improved mechanical properties such as flex-crack and tear resistance. In current tests running a range of polyolefin structures, GAP has run films at 30µ thickness, in some cases 20-25% below the industry standard, while maintaining machine-direction (MD) and improving transverse-direction (TD) tensile strength and tear resistance (see accompanying chart).

GAP installed a 27-microlayer blown film line at its R&D facility in Italy earlier this year.
Running as thin as possible is generally a goal of most film processors, and it becomes increasingly important as resin prices increase. In addition, beginning this year, European processors were hit with a tax on usage of virgin materials.
GAP says thinner layers have been shown to orient easier, explaining the increase in TD tensile strength. Moreover, the ability to add microlayers of PP increases the rigidity of the structure and decreases pinholes. “With a large number of alternating layers, you can reduce thickness while improving mechanical properties such as tensile strength and tear resistance,” explains Giovanni Stocchetti, sales manager and co-founder of the company.
In tests running materials such as nylon and EVOH, GAP has also measured improvements in barrier structures. Stocchetti notes, “It can be tricky blowing a single, thick layer of EVOH on a typical, five- to nine-layer line. With our technology you can, for example, dedicate two extruders to feeding the barrier resin for a total of six thinner layers. EVOH is easier to blow that way, and we have seen improvements in barrier properties and flex-crack resistance. We have also seen the same results with nylon: If you run several thinner layers instead of a single thicker one, you will see improved properties.
“With a large number of alternating layers, you can reduce thickness while improving mechanical properties such as tensile strength and tear resistance.”
GAP developed the 27-layer die for this system back in 2015. Initially it settled on a 21-layer die with three feedblocks and seven extruders, but ultimately decided on the current design to maximize flexibility and the number of configurations a processor could utilize. GAP exhibited the 27-layer die for the first time at the K 2019 trade show in Düsseldorf, Germany.
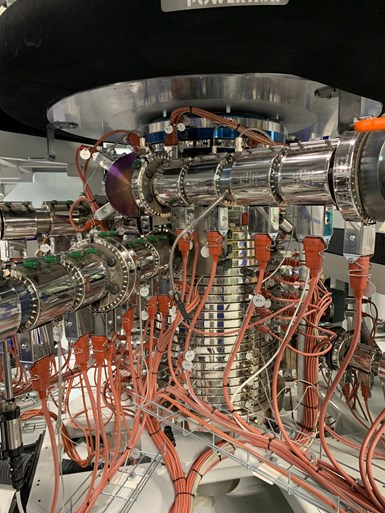
GAP’s 27-microlayer technology utilizes up to three feedblocks to divide and feed material to the die. Shown here is the top feedblock. Other feedblocks are located in the middle and bottom of the die.
Feedblocks are a standard component in many multi-layer cast film and sheet extrusion applications but are uncommon in blown film. But this isn’t the first time flat-die technology has been utilized in blown film. In the 1990s, Eric Hatfield at James River Corp. (now part of Atlanta-based Printpack) developed a melt-flow multiplier for a pilot line in Cincinnati. Hatfield also designed an 11-layer, 22-in.-diam. blown film die that he described as a “round cast film die.” The plan, he recalls, “was to use the same multiplier principle on it. The die was designed such that we ran 17 radically different barrier trials in 12 hr on it.”
During the SPE ANTEC 2011, Dow’s Dr. Joseph Dooley, then a Fellow at Dow’s Materials and Parts Processing Group but now retired, delved into a new process for producing nanolayer blown film that uses feedblock and flow-splitting technology common in flat-die extrusion. In this configuration, Dooley said the nanolayers formed by the feedblock and flow splitter are fed into an encapsulation die that also receives material from another extruder. Then, the structure goes to a single manifold of a multi-manifold blown film die for final production. The manifold containing the encapsulated nanolayers is a crosshead-style configured with overlapping flow channels to mitigate the formation of weld lines.
On the commercial side, five years ago Macro Engineering & Technology developed a 30-microlayer line with external feedblocks for a double-bubble system, noted Dr. Karen Xiao, Macro’s v.p. of technology.
GAP was founded in 2004 by Stocchetti, Graziano Bellini and Angelo Caporizzo, all of whom had years of prior experience in the Italian film extrusion machinery business. GAP also furnishes multi-bubble film lines, water-quenched lines, and lines for extrusion coating. Stocchetti says the company has 50 lines installed worldwide, including some in the U.S.












Related Content

Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Extruder Alignment: Important, but Only Half the Equation
The other half? Aligning and supporting downstream equipment. Here are best practices.
Read More
The Importance of Barrel Heat and Melt Temperature
Barrel temperature may impact melting in the case of very small extruders running very slowly. Otherwise, melting is mainly the result of shear heating of the polymer.
Read More
How to Estimate and Control Head Pressure
You rightfully worry about melt temperature, but don’t overlook head pressure, because the two are closely linked and will influence line performance.
Read MoreRead Next

Nano Technology Moving Fast Into Blown, Flat Film
New technology to process nano blown films unveiled by Dow at Antec. Nano cast film, sheet advances too.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More