
Extruder Alignment: Important, but Only Half the Equation
The other half? Aligning and supporting downstream equipment. Here are best practices.
.jpg;width=70;height=70;mode=crop;format=webp)

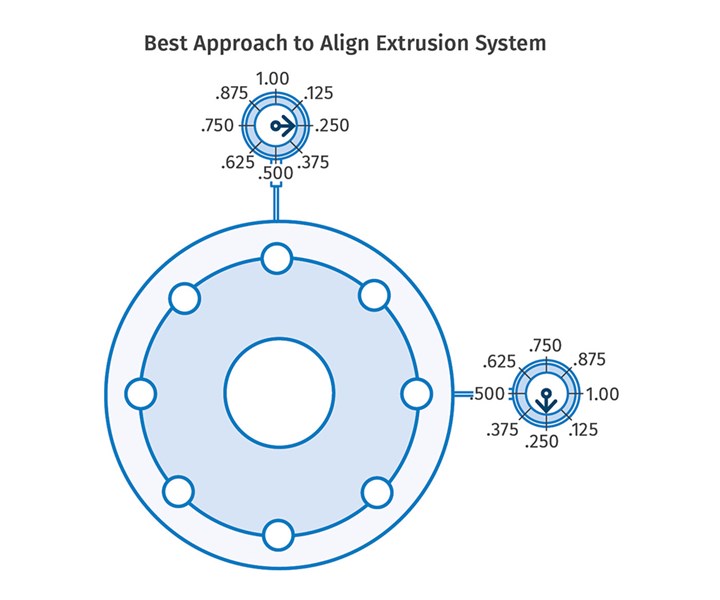
The best approach is to complete the barrel alignment using optical- or laser-alignment equipment. Also put dial indicators, as shown here, anchored to an independent support to maintain that alignment as the downstream equipment is attached and heated up.


I wrote about the importance of extruder barrel alignment and how it should be done several years ago, but aligning the extruder barrel is not the whole solution. The downstream equipment must also be aligned and supported properly to maintain the properly aligned barrel.
After breaking a screw, a client of mine brought in a competent company to align the barrel. But the new screw lasted all of three weeks. Upon startup one day, the screw broke, and in the process also heavily damaged the barrel, requiring its replacement as well.


I was asked to be there for the startup with the new barrel and screw. The extruder was started and I immediately heard a grinding sound and noticed a large fluctuation of the drive amps. I had the extruder shut down immediately and asked how they had lined up the downstream components to the extruder.
The best approach is to complete the barrel alignment using optical- or laser-alignment equipment. Also put dial indicators, as shown here, anchored to an independent support to maintain that alignment as the downstream equipment is attached and heated up.
The screen changer was a double-piston type and weighed about 4000 lb. Although it was supported in a stand on rubber casters, the floor was very uneven, and the installers had simply pushed the flanges close together and then used the bolts to pull the screen changer into its position on the barrel with no regard for its effect on the barrel alignment.
Next was the melt pump, which weighed about 1750 lb without the drive motor and reducer. Again, the unit was on a stand with rubber casters, but the installers had once more made no effort to align it. Instead, they simply pulled it into place against the screen changer and used the bolts to draw it into position. Finally the die was coupled to the melt pump with the same procedure on a similar stand.
I instrumented the extruder barrel flange with two dial indicators mounted at 90° to one another, as shown in the accompanying illustration. As the screen changer was loosened from the barrel, the vertical dial indicator showed a rise in the barrel of 0.255 in. and the horizontal indicator showed a lateral movement of slightly over 0.100 in.
Barrel alignment is not just a matter of lining up the barrel itself but maintaining that alignment after the whole system is assembled.
Obviously that totally destroyed the alignment of the barrel to the drive quill, and the resultant bending and repositioning of the barrel caused severe contact between the screw and the barrel bore. The point here is that barrel alignment is not just a matter of lining up the barrel itself but maintaining that alignment after the whole system is assembled.
The best approach is to complete the barrel alignment using optical- or laser-alignment equipment, then put dial indicators anchored to an independent support to maintain that alignment as the downstream equipment is attached and heated up. Not only will the mechanical attachment of downstream equipment affect the alignment, but the heating-up phase is also important, as the downstream components and the barrel itself can change position substantially as thermal expansion affects the entire assembly. The only way to determine if the alignment is being altered when completing assembly of the line is to instrument the barrel flange.
The only way to determine if the alignment is being altered when completing assembly of the line is to instrument the barrel flange.
This is a very simple procedure and should be used every time the downstream equipment is reinstalled on the barrel, even if the downstream equipment is mounted on steel rails. The longer the barrel and the heavier the downstream equipment, the more care should be exercised in reassembly of the line. In the case noted, it would have saved two screws and barrels, along with the associated downtime. Estimated total cost was in the hundreds of thousands of dollars.
About the Author: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724) 651-9196.








Related Content

How to Select the Right Cooling Stack for Sheet
First, remember there is no universal cooling-roll stack. And be sure to take into account the specific heat of the polymer you are processing.
Read More
Why Are There No 'Universal' Screws for All Polymers?
There’s a simple answer: Because all plastics are not the same.
Read More
Using Data to Pinpoint Cosmetic Defect Causes in Injection Molded Parts
Taking a step back and identifying the root cause of a cosmetic flaw can help molders focus on what corrective actions need to be taken.
Read More
Process Monitoring or Production Monitoring — Why Not Both?
Molders looking to both monitor an injection molding process effectively and manage production can definitely do both with tools available today, but the question is how best to tackle these twin challenges.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More

