
Now You Can Injection Mold Unpainted Automotive Soft Skins
New S-TPE for interior trim challenges slush molding and TPV competition.


Unpainted soft skins can now be produced by the familiar technology of injection molding in a little over 1 min, rather than waiting 4-5 min for slush molding.
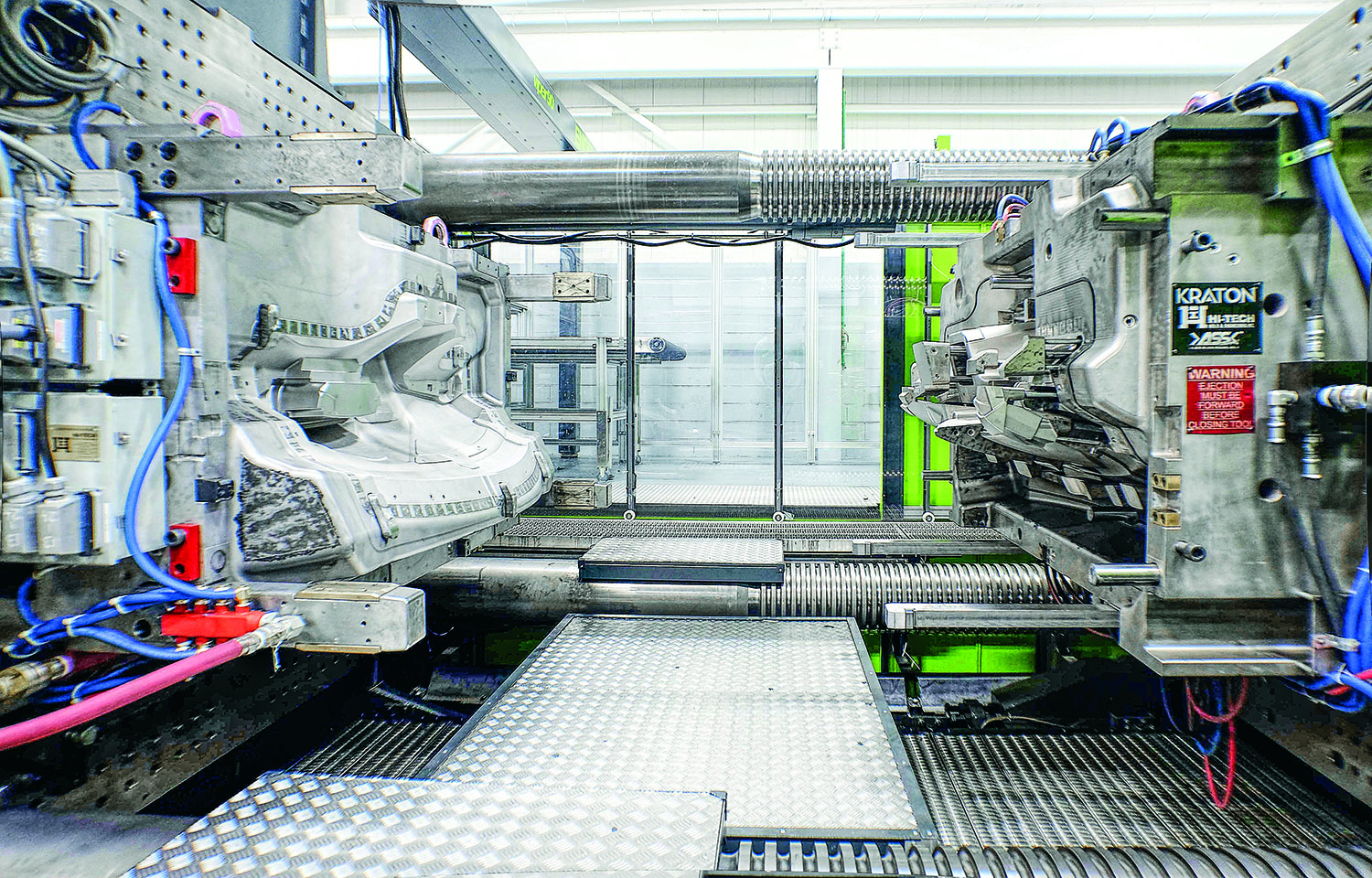
To prove the viability of its new IMSS technology to the automotive market, Kraton built an IP-skin tool mimicking a current slush-molded IP and conducted a molding demonstration in January on a 3000-ton machine at Hi-Tech Mold & Engineering.

To prove the viability of its new IMSS technology to the automotive market, Kraton built an IP-skin tool mimicking a current slush-molded IP and conducted a molding demonstration in January on a 3000-ton machine at Hi-Tech Mold & Engineering.



There’s a new way to make soft skins for automotive interior door panels, instrument panels, and consoles that is said to save considerable cost and weight compared with current methods such as slush molding or injection molding of TPV skins. Kraton Corp., Houston has developed new high-flow SEBS TPE materials that make it possible to injection mold ultra-thin (0.8-1 mm), lightweight soft skins that need no painting. These materials can be processed on existing standard equipment and are suitable for back-foaming or overmolding onto rigid PP substrates.
While Kraton has been presenting this new solution—which it calls injection molded soft-skin (IMSS) technology—to the auto industry for about a year in the form of 4 Å~ 6 in. plaques, the firm took a major step forward in January by inviting automotive OEMs and Tier 1 and 2 molders to a demonstration of injection molding a full-sized instrument-panel (IP) skin, using a tool Kraton commissioned to prove its point. The mold duplicates the A surface of a commercial slush-molded skin for a Ford Fusion. The mold was built by Hi-Tech Mold & Engineering, Rochester Hills, Mich., and was run on a 3000-ton Engel press at Hi-Tech’s prototyping and tryout facility.



CHALLENGES CURRENT PROCESSES
According to Joe Schulcz, Kraton automotive market manager, the “workhorse” process for molding soft skins today is slush molding of PVC. The first slush-molded Kraton TPE applications are just now approaching commercialization. The biggest limitations of slush molding are that it is a specialized technology that is much less widely distributed than injection molding, and it is relatively slow, with cycle times of 4-5 min and sometimes longer. Kraton demonstrated IP-skin molding in 72 sec, and hopes to get that down below 1 min. The difference translates into a major cost advantage for Kraton IMSS.
Another advantage important to the auto industry is weight savings. Slush molded PVC has density of 1.2 g/cc, vs. 0.9 for S-TPE. That amounts to a 25% weight savings from density alone, which increases to 30% or more when you consider thin-walling, Schulcz notes. Slush molded PVC skins are 1.1-1.2 mm thick, while Kraton IMSS skins potentially could be 1 mm or less. Schulcz considers this to be a major advance: “Achieving 1 mm or thinner walls in parts measuring 25-28 ft2 is a disruptive technology,” he states.
And there’s another benefit to consider. A unique aspect of Kraton IMSS is that it achieves high flow with low oil content (<5%). Up to now, such a high-flow S-TPE would require 30-50% oil loadings, which would result in bleeding and visible weld lines (not to mention odor and VOCs).
High oil content would require painting to cover such blemishes, as is the case with TPV skins, according to Schulcz. Kraton IMSS eliminates the need for paint and also reportedly improves aging, fogging, VOC and odor performance relative to slushmolded vinyl.
All this is made possible by two new high-flow Kraton SEBS resins. Whereas typical SEBS grades have MFIs in the range of 1 to 30, new Kraton MD6951 is 48 MFI and Kraton MD1648 is 200 MFI. Kraton developed IMSS compound recipes with these resins that have 500 MFI at 230 C (446 F). Schulcz says Kraton aims to supply the base SEBS resins to its compounding customers, who will supply fully formulated IMSS compounds to the automotive market.
He adds that his company has some injection molding know-how to offer to customers, too. The materials offer a “reasonably wide process window,” Schulcz says, though such very high flow requires some precautions to control flash, for example.












Related Content

New Technology Bonds Aluminum With Polyamides
With many benefits for numerous potential applications, including in the burgeoning electric vehicle market, Celanese’s Zytel Bonding Technology achieves stronger bonds than overmolding or welding.
Read More
LFT-D Thrives in Automotive and Other Durables
Teijin Automotive acquires its 10th direct long-fiber thermoplastic system as demand for this technology soars.
Read More
Celanese to ‘Shine’ at CES 2023 with Expanded Portfolio of Materials
With it acquisition of DuPont’s engineering resins, Celanese’s resin solutions for automotive electrification, e-mobility and consumer electronics are plentiful.
Read More
K 2022 Preview: Engineering Materials for Sustainability and E-Mobility
Materials that are sustainable yet offer equal performance to their fossil-based counterparts will be prominent at K 2022.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More