Optimizing Barrel Temperatures for Single-Screw Extruders
If barrel temperatures are set correctly and screw design is optimized, the extruder will be operating at peak performance, providing maximum profitability. If not, bad things can happen impacting quality and profitability.


Barrel temperature settings are important to the optimal operation of smooth-bore, single-screw extruders. Barrel temperatures are key to the control of solids conveying, melting and the adjustment of the discharge temperature. If properly set along with an optimized screw design, the extruder will be operating at peak performance, providing maximum profitability. If the barrel temperatures are not set properly, many defects are possible including flow surging, resin degradation, poor melting and rate reductions.
It is important to know where the barrel zones are in relation to the functional sections of the screw. That is, identifying the barrel zones that cover the solids conveying, melting and the metering sections of the screw. These basic functions all depend on the local barrel temperature.



The initial barrel temperature settings can typically be obtained from the resin manufacturer, or they can be estimated based on the melting temperature (Tm) for semicrystalline resins such as polyethylene (PE) or the glass transition temperature (Tg) for amorphous resins such as high impact polystyrene (HIPS). The barrel zones that cover the solids conveying section can be initially set at the Tm plus 50oC for semicrystalline resins or Tg plus 50oC for amorphous resins.
For HIPS resin with a Tg of 105oC, an acceptable initial barrel temperature would be 155oC. The barrel zones that cover the melting section will typically be about 30 to 50oC higher than the barrel temperature over the solids conveying section. And finally, the barrel temperature over the mixers and metering section should be set near the discharge temperature. These are simply starting points as the optimal barrel temperatures need to be determined experimentally.
It is important to know where the barrel zones are in relation to the functional sections of the screw.
What’s Solids Conveying?
Solids conveying is a process that depends on a combination of forwarding forces and retarding forces that are applied to the compacted solid bed in the feed channel. Optimal solids conveying occurs when the forwarding forces at the barrel wall are a maximum and the retarding forces at the screw surface are minimized. These forces are directly proportional to the coefficient of dynamic friction. The coefficient of dynamic friction can be displayed as a shear stress at a metal surface.
For example, the shear stress at the metal surface for high impact polystyrene (HIPS) resin as a function of metal temperature is shown by Fig 1. The maximum forwarding forces at the barrel wall will occur at the maximum shear stress when the barrel wall temperature is at about 165oC. Thus, the barrel zones covering the solids conveying zone should be set at a temperature that causes the inside barrel wall to be at 165oC. The placement of the thermocouple (depth and axial position) along with any energy flux will necessitate that the barrel zone set point temperature be anywhere from 150 to 210oC.
The optimal barrel temperature for solids conveying for the HIPS extrusion (or any other resin) should be determined experimentally. For this process for HIPS resin, the barrel zones covering the solids conveying zone should be set at 165oC, and the extrusion rate, discharge pressure and motor current are recorded for a fixed screw speed.
Next, the set point temperature is increased by 10oC, and the rate, discharge pressure and motor current are compared to those at the lower temperature. If the rate, pressure and motor current increased, the forwarding forces have increased. The set point temperature is incrementally increased by 10oC until a maximum is observed in the rate, pressure or motor current. This temperature is where the extrusion process has optimal solids conveying. If the experiment started out with a set point temperature that is too high, the temperature would then be decreased in 10oC increments until a maximum rate is obtained.
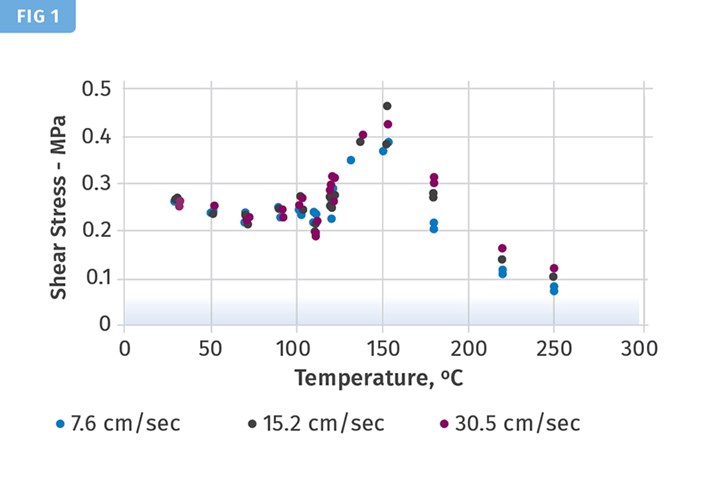
FIG 1 Shear stress between HIPS resin and a metal surface at a pressure of 100 psi and as a function of temperature and sliding velocity. Image Credits: M.A. Spalding
Minimum retarding forces at the screw surface would occur when the shear stress is a minimum. Figure 1 indicates that this temperature is about either 70o C or 200oC. At a screw surface temperature of 200oC, the HIPS resin would melt and stick to the screw, causing forwarding issues, so a temperature near 200oC is not an option. Instead, a screw temperature between 50 and 80oC is optimal, minimizing the retarding forces.
Typically, the screw temperature in the solids conveying section is not controlled. For extruders less than 6 inches in diameter, the screw temperature will naturally be close to the optimal temperature. If the screw, however, becomes too hot, the retarding forces will become too high and the extruder will operate at low specific rates. For HIPS and other resins, flow surging and reduced rates can occur.
The optimal barrel temperature for solids conveying for the HIPS extrusion (or any other resin) should be determined experimentally.
Next is the adjustment of the barrel zone temperatures that cover the melting section of the screw. These zones can be adjusted if solid polymer fragments are occurring in the extrudate. Mitigating the level of solid polymer fragments can sometimes be done by increasing the barrel temperatures for the zones that cover the melting section of the screw. Often these barrel zone temperatures for PE resins are the highest such that the solids conveying section barrel temperature is relatively low at 190oC, the melting section barrel temperatures are high at up to 240oC and the metering section barrel temperatures are lower at 200oC. This barrel temperature profile is often referred to as a “hump” temperature profile.
The hump barrel temperature profile works because the melting flux increases with increasing temperature, as shown by Fig. 2. As shown for LDPE, the melting flux increases from 0.45 kilograms/(hr meters2) at 190oC to 0.54 kilograms/(hr meters2) at 250oC, an increase of 20%. Similar trends occur for LLDPE and PP.
The melting performance is a flux here because most of the melting occurs at the surface of the barrel wall. If the flux is low, then additional area is required to melt the resin. If the barrel is not long enough, then solid polymer fragments may discharge from the extruder. Increasing the melting zone barrel temperatures will typically cause the discharge temperature to increase.
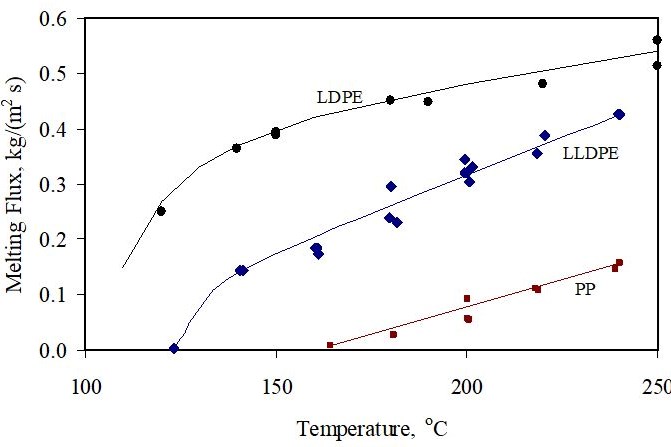
FIG 2 Melting flux for a PP, LLDPE and LDPE at a velocity of 1 ft/second and a pressure of 100 psi.
Decreasing the Extrudate Temperature
Sometimes the extrudate temperature can be decreased by decreasing the barrel zone temperatures that are positioned over the mixing and metering sections. Because most of the energy that is inputted to the resin comes from energy dissipation from the rotating screw, barrel temperature settings are less effective at changing the temperature as compared to screw design. As a rule of thumb, decreasing the barrel zone temperatures by 10oC will decrease the discharge temperature by about 2 to 3oC.
The actual decrease in temperature will depend on the design of the screw, extruder diameter, the wear level on the screw and barrel, and the construction of the barrel coolers. Obviously worn screws that are near the end of service are not going to decrease the discharge temperature as much as a new screw with the same design.
Feed casings are typically water cooled to a temperature of about 40 to 60oC, a temperature that is warm to the touch and less than the melting temperature of most resins. If the casing gets too hot, pellet bridging can occur at the inlet of the feed opening just below the hopper. Bridging can stop the flow of resin to the extruder, especially for resins with a low melting temperature. For resins with low melting temperatures, the feed casing temperature can be decreased.
Optimizing the barrel temperature set points for a process is not difficult and it will provide the best operation for the line, providing the highest rate possible without flow surging and unmelts in the discharge.
About the Author: Mark A. Spalding is a Fellow in Packaging & Specialty Plastics and Hydrocarbons R&D at Dow Inc. in Midland, Michigan. During his 37 years at Dow, he has focused on development, design and troubleshooting of polymer processes, especially in single-screw extrusion. He co-authored Analyzing and Troubleshooting Single-Screw Extruders with Gregory Campbell. Contact: 989-636-9849; maspalding@dow.com; dow.com.
Related Content

Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read More
How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More