
Take a Look at Vision Mold Protection
Tips and Techniques: Vision Mold Protection
In today’s ultra-competitive manufacturing environment, a surprisingly often overlooked process improvement is mold protection.

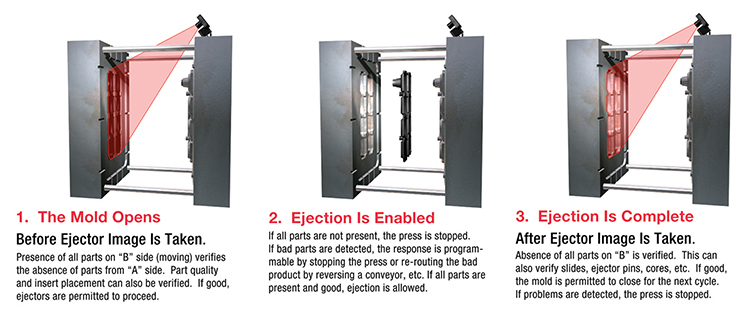
A vision system optimized specifically for mold protection, like the Avalon MoldWatcher, can offer flexibility, simplicity of setup and use, plus faster cycles and more effective mold protection than are offered by other solutions.
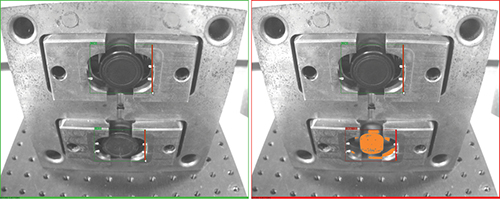
Vision system shows a “good” image (l.) of an open mold before ejection with two parts on the B half. “Bad” image (r.) shows one part missing—stuck on B half. Orange color shows where pixels do not match the “good” image.
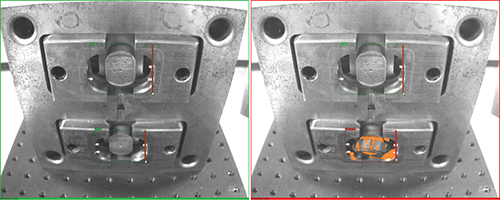
“Good” image of empty cavities after ejection (l.) and “bad” image with partially ejected part (r.)


In today’s ultra-competitive manufacturing environment, a surprisingly often overlooked process improvement is mold protection. There are several types of mold-protection features and products available. Some are familiar to injection molders and others are little known and little utilized. The most typical types of mold protection are low-velocity, low-pressure clamp-closing settings on the injection molding machine and external sensors like pressure sensors on robot end-of-arm tooling (EOAT) or noncontact sensors for detecting parts in the mold. A less familiar and less understood type is vision mold protection.
Featured Content

FAMILIAR APPROACHES HAVE LIMITS
The most familiar and commonly used type of mold protection is low-pressure, low-velocity closing settings on the molding machine. We have all seen the demos at tradeshows and showrooms. The sales rep takes a Styrofoam drinking cup and places it between the closing mold halves and the press stops and opens without damaging the cup. It’s a very impressive demo and leads you to believe that these press settings are the ultimate in mold protection. Unfortunately, everyday implementation of low-pressure-close mold protection isn’t so easy and doesn’t always work as advertised. The reason for the discrepancy is all in the setup and maintenance of the clamp settings.
As the molding machine runs, its components heat up and expand, changing its operating parameters. This is true of the hydraulic oil in machines, as well. As the oil and machine components warm up or cool down, the deceleration of the closing mold changes, requiring that the low-pressure and low-velocity parameters be monitored and adjusted during a production run to maintain the optimum settings. Rarely do molders practice such diligence. Time demands and compressed production schedules do not leave a lot of time for engineers to maintain a vigil over every molding machine to make sure these settings are correct and maintained. What happens most of the time as that these settings are set once and then very rarely ever adjusted.
But not optimizing these settings exacerbates the biggest downside of relying on the low-pressure-close settings for mold protection: Force has to be placed on the mold before the press safeties kick in. Even if your settings are optimized, some amount of force has to be placed on the tooling before the press stops. This amount of force, no matter how small, can still often be high enough to damage tooling, especially if molds have delicate features such as fine surface features and core pins. If there is a problem in the mold (stuck part, incomplete ejector return, etc.), the full contact force—however low—is applied to a limited area of the mold, magnifying potential harmful effects. If the settings are not optimized, these forces can sometimes be quite high, doing a great deal of damage to tooling. And because the mold-protection settings affect the closing speed of the mold, they also have an impact on cycle time.
The second type of mold protection people are most familiar with are external sensors. These can be pressure sensors to detect parts in the robot EOAT or laser or other non-contact sensors for detecting presence or absence of parts in the cavities. The sensor solution’s greatest advantage is usually the cost. Sensors are relatively inexpensive, readily available, and their use is generally well understood. However, there are several downsides to using sensors for mold protection. At the top of the list would be the general lack of flexibility. For detecting presence or absence of parts, each sensor has to be aimed and the sensitivity setting adjusted for each part/cavity. For simple tools with low cavity counts, this task can be relatively easy. Unfortunately, for high-cavity tools it can often mean setting up a dozen or dozens of sensors. This can be very time consuming and has to be repeated for each mold change and production run. Taking hours to adjust dozens of sensors before a production run isn’t a good use of anyone’s time.
Sensors that rely on reflectivity also have to be adjusted when the material color changes or a cavity is blocked or unblocked. And small variations in the mold-open position, which are fairly common, can cause false alarms or require that sensitivity settings be lowered, potentially allowing a mold crash to occur. These sensors also have to be tied into the control system of the molding machine and may require additional equipment, like a PLC, to do so.
EOAT sensors have the same problem of time-consuming adjustment. Additionally, relying on EOAT for mold protection can create false-alarm problems if parts or runners fall from the tooling. A dropped part or runner doesn’t always create a situation where mold protection is required—when it falls to the floor, for example, there is no danger of mold damage but the molding machine would be stopped anyway, requiring someone to come over to investigate and restart the process.
Perhaps the biggest downside to using robots for mold protection is that it is the most cycle-time-consuming alternative. The time it takes for a robot to move in, grab the parts, and move out eats up valuable seconds that could be used for making more products. The total time needed for a robot to remove parts can be a significant percentage of the total cycle time and is not a good choice if you are only using the robot for its moldprotection capabilities.
WHY VISION MOLD PROTECTION?
Vision mold protection is an underutilized and potentially valuable addition to any molding process. This is a system that uses one or more cameras and lights to capture an image of your mold and parts at multiple points in the molding cycle to ensure that parts and inserts are present or absent and that ejectors, cores, and slides are in the proper position. Inspection tools (lights, cameras) are placed in areas of interest and software algorithms detect errors. If an error occurs, the molding cycle is halted until the failure condition is corrected and the cycle restarted.
Vision mold protection is underutilized because there is a general conception that it is too expensive, too complicated, or will not work in a particular situation. While it is true that vision mold protection can be more expensive than adding sensors or using the free protection built into the molding machine, the cost of vision systems has come down significantly in recent years due to technological improvements and the general downward trend of computer and imaging equipment prices. Payback can often be achieved in weeks or months. Our most typical system costs around $9200 for the hardware and around $12,000 fully installed and ready to run.
It is also true that some vision mold-protection systems, and vision systems in general, can be complicated and difficult to use. The key is selecting a well-designed system that is geared to mold-protection applications. General-purpose vision systems or vision sensors can be complicated to use and set up, often requiring specialized training. At Avalon Vision Solutions we have always targeted our equipment for use by general press operators, not maintenance or engineering personnel. By means of a simple user interface and easy-to-understand vision tools, we have created a mold-protection product (called MoldWatcher) that can be set up and maintained by workers of any skill level, yet is still powerful and flexible enough to ensure that your mold is protected.
Lastly, there are very few situations where vision mold protection cannot be used. It can be used on nearly all molding applications, including vertical and horizontal molding machines, high-cavity molds, low-pressure foam molding, metal injection molding (MIM), die-casting, micro-molding, and other forming machines, regardless of the materials being molded or formed.
Vision inspection systems are uniquely suited to mold protection. Their greatest advantage over other forms of mold protection is flexibility. Vision systems can adapt to the requirements of nearly all molding applications by offering expanded I/O capabilities, a wide array of vision inspection tools, and expandability to handle all types and sizes of molds and molding machines. Vision systems, for example, can check to see that all parts are present on one mold half and none are stuck on the other side, and then check to see that all are removed from the mold. In addition to part presence/absence detection, vision systems can detect misaligned, missing, or double inserts; can continuously inspect the mold until all inserts are placed correctly; can verify tooling features like core, slide, and pin positions; can detect shorts and flash; can work with multi-shot processes to check for presence of each shot’s material; and can check that labels are in place for in-mold labeling (IML) applications. These additional features cannot be duplicated by any of the other forms of mold protection.
For these reasons, vision mold protection is popular in molding electrical connectors, which uses high-cavitation molds with very delicate core pins that are easily damaged. Other major markets include consumer products, packaging, and cosmetics.
Vision systems also overcome the disadvantages of low-pressure-close and sensor-based mold protection. Where low-pressure-close mold protection requires dangerous force to be applied before press safeties are activated, vision systems perform mold protection while the mold is open and no damaging force is ever placed on the tooling. Since the inspection occurs before the mold is closed, the overall closing speed can be increased, saving cycle time. The setup issues associated with sensors are eliminated, as well.
For example, with Avalon’s MoldWatcher mold-protection system, a new mold can be set up in 5 to 10 minutes and this setup is stored so it can be recalled later when a mold is placed back into production. Since easily adjustable vision tools can be placed anywhere an inspection is required, high-cavity tools can be handled with ease. Furthermore, when tweaks to existing setups are required, software tools are included to make adjustments quick and easy. In the event of a material change or blocked/unblocked cavity a simple one-button “re-teach” of the vision system is all that is required.
MoldWatcher also includes technology that allows the system to adapt to small variations from cycle to cycle that should not trigger a failure condition, so the press can continue to run uninterrupted and without false alarms. For example, an Alignment Tool compensates for varying mold-open positions.
Another advantage of a vision mold-protection systems is the provision for traceability and reporting. ProcessRx provides this feature in MoldWatcher. ProcessRx provides a database that stores inspection data, including images, so you can review previous cycle information when trouble occurs. This feature is very handy when you need to create reports for presentations to management or when you need to simply see what happened while you were not in the factory. ProcessRx also includes built-in reports so you can see how your tooling is performing over a period of time or a production run. These reports can help you track down problem areas in the mold, and the report can be sent along with the tool when maintenance is required. Further, the inspection data can be exported to an existing process or plant monitoring system or to another program for reporting and analysis such as Microsoft Excel, Crystal Reports, or Minitab.








Related Content

Hasco Marks a Century in Mold Components, Mold Bases and Hot Runners with Cake and New Technologies
NPE2024: Cake, drinks and the unveiling of a new North American website providing online ordering in the U.S. and Canada for the first time are just some of the things happening at Hasco’s booth as it brings its year-long centennial celebration to Orlando.
Read More
What You Need to Know About Leader Pins and Bushings
There’s a lot more to these humble but essential mold components than you might suspect. Following the author’s tips could save much time, money and frustration.
Read More
How to Design Three-Plate Molds – Part 3
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs — and keep the customer happy.
Read More
MPM’s Second Act: Keeping Injection Molding, Moldmaking in the Midwest
Larry Austin’s 35 years at a highly successful injection molding company inform much of what he does and doesn’t want in his second act in plastics owning an injection molding company.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More