
Three Key Decisions for an Optimal Ejection System
When determining the best ejection option for a tool, molders must consider the ejector’s surface area, location and style.



Injection molders want plastic parts to eject easily, consistently, quickly. Parts getting stuck causes damage and can break mold components, resulting in longer cycle times, manufacturing delays and increased costs. An experienced moldmaker knows how to manage the complexities of your mold design with the necessary ejection strategy, improving your part quality and saving you time and money over the life of your mold.
For the optimal ejection system, your primary considerations should include ejection surface area, location and type. Let’s delve into these separately.



Ejection Area—Smaller Features, Bigger Problems
Proper ejection is based on part size and geometry. Applying an insufficient ejection surface area results in component breakage, part deformities and slower cycles. Instead, you want to steer towards larger ejection surface areas.
Best Practice: Use as much ejection surface area within reason and avoid using KO’s under 3/64 in. diam.
Smaller ejection features on the plastic part require smaller ejection components. These smaller components can introduce both installation difficulties and wear and breakage risks during use because of their fragility. These factors ultimately increase costs for both the tool build and long-term maintenance. Best practice tells us to avoid using knockouts (KOs) under 3/64-in. diam. Thin walls in plastic parts require custom-made thin-wall ejector sleeves. Molders should know that these types of sleeves are not only expensive to manufacture but they will also not last as long as a standard sleeve.

Ejector pins offer the simplest and most cost-effective ejection system.
Ejector Location—Flatter Is Better
The ideal surface for ejection is a flat one allowing the use of KO pins ground to the proper height. In the case where a feature does not provide a flat surface, the ejector component can conform to the part geometry. In some cases, severe contours could actually require part-design alterations. Keep in mind that recessed flats promote proper ejection because they provide a surface parallel to the parting line, making the plastic part easier to knock out.
Best Practice: Locate ejection points at the deepest areas of the plastic part.
Insufficient ejectors cause plastic part imperfections and ejector breakage, so molders should err on the side of more ejectors than might be required. However, that principle must be weighed against the fact that too many ejectors ultimately increase wear and cost of the mold. In addition, ejectors placed too closely together will result in thin-wall conditions in the steel mold.
Primarily used to form undercuts, lifters can provide ejection functionality in conjunction with other ejection systems.
An adept moldmaker optimizes the number of ejectors while maintaining proper steel conditions. You want your moldmaker to balance the layout of the ejector locations to uniformly lift the part.
Ejection Type—Pros and Cons
In an ideal world, your moldmaker would use only KO pins in your plastic injection mold. However, most injection molded parts are just not that simple. Common ejector options include pins, blades, sleeves, bars, stripper plates and lifters—and each option brings its own tradeoffs. Different ejection options will leave different sizes and shapes of marks on the part and require different levels of maintenance.
Ejector pins offer the simplest and most cost-effective ejection system. As the default ejection system, they leave solid circular ejection marks on the part. The injection molding process subjects ejector pins to a great deal of pressure during ejection, so larger pin diameters present a safer option.
When ejector pins cannot fit within the allowable ejection area, blade ejectors offer a good alternative. These flat, rectangular pins can eject on thin part regions. Blades have more surface area than pins, so they can wear down more quickly. Because of their high wear, blade ejectors can be integrated into the mold as inserts for easier replacement.
Best Practice: An injection mold designer should know the pros and cons of each ejector type, and choose accordingly.
Ejection sleeves distribute force evenly across small, circular features. The mark left on the part at the end of ejection mirrors the shape of the sleeve. Maintenance for sleeves involves checking the fit of the outside of the core pin to the inside of the sleeve. Checking this reduces the risk of plastic flashing into the ejection system.
Ejector bars offer a good option for ejection on lengths of flat surface. Ejection bars utilize multiple pins topped by a flat bar that evenly distributes their force. Unlike the preceding ejection systems, these tend to be larger and can utilize multiple pins beneath the bar. Because of their bigger size and high customization, ejector bars are typically high-cost and high-maintenance as the mold gets more wear.
Stripper systems eject a part on its perimeter. Maintenance involves ensuring that the stripper plate or block sits flush with the rest of the mold. At the part level, the need for mold maintenance can be evaluated by checking for flash on parts at the parting line of the stripper plate or bar.
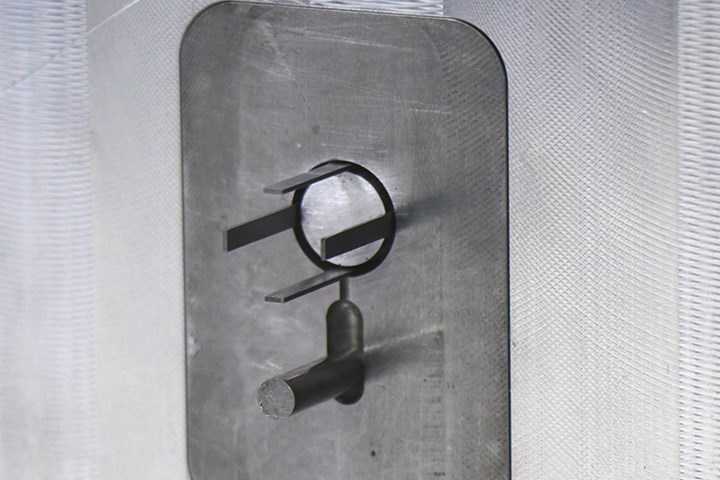
Ejector blades have more surface area than pins and can therefore wear down more quickly.
Used primarily to form undercuts, lifters also provide ejection functionality in conjunction with other ejection systems. Unlike vertical ejection systems, lifters angle in the core plate. This allows the lifter to clear the undercut for ejection to take place.
The injection mold designer should follow the preferred order of ejection types. KO pins are reliable, inexpensive to purchase, easy to install, easy to maintain and easy to modify. Sleeves increase the expense to purchase and install. KO blades require extra cost for the pocket and fitting. Strippers offer the most expensive of the ejection options since they are a completely custom component driven by the part geometry.
A robust ejection strategy will improve the quality of the parts, optimize the immediate and long-term costs related to the mold, and increase the time the mold spends making parts, while the wrong ejection system can decrease uptime and curtail the life of your mold.
ABOUT THE AUTHOR: Paul Thal is a third-generation moldmaker, beginning work with his father when he was just 12. He now has nearly 40 years of moldmaking experience. A Rutgers graduate with a degree in computer science, he started work at Thal Precision Industries, Clark, N.J., in 1993, after one year as an applications engineer at Cimquest.—pthal@thalprecision.com; (732) 381-6106.
















Related Content

Why Shoulder Bolts Are Too Important to Ignore (Part 1)
These humble but essential fasteners used in injection molds are known by various names and used for a number of purposes.
Read More
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read More
What You Need to Know About Leader Pins and Bushings
There’s a lot more to these humble but essential mold components than you might suspect. Following the author’s tips could save much time, money and frustration.
Read MoreRead Next

Tooling: Why Ejector Pins Break...and How to Prevent It, Part 1
In part one of this four-part series, we focus on the molding machine and the ejection system as culprits.
Read More
TOOLING: Ejectors: Watch That ‘Unsupported Length’
It may be an unfamiliar term, but it’s the key to preventing ejector-pin deflection and breakage
Read More
Tooling: Why Ejector Pins Break And How to Prevent It, Part 2
Here’s the when and how to reduce the unsupported length of pins.
Read More